Channels lising page
All videos archived of RealPars

kqYCWzCpjOA | 16 Feb 2026
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/powerflex-525-integration-studio-5000 ⌚Timestamps: 00:00 - Intro 01:13 - Update configuration 03:21 - PLC code 05:34 - Download and test 06:58 - Conclusion Allen Bradley PowerFlex 525 drives are popular low-voltage variable frequency drives manufactured by Rockwell Automation. This video explains how to integrate a PowerFlex drive into an application. We’ll do this using Rockwell Automation’s Device Object Libraries. Device Object Libraries are libraries made up of PLC code and HMI faceplates that are built, tested, and maintained by Rockwell Automation. These libraries can dramatically reduce the amount of time it takes to integrate Rockwell Automation projects into a control system. You can downloaded Rockwell Automation’s Power Device Object Library using this link: https://compatibility.rockwellautomation.com/Pages/MultiProductFindDownloads.aspx?crumb=112&mode=3&refSoft=1&versions=63145 ============================= Courses we mentioned in this video: Learn Logix 1: The Logix 5000 Product Line: https://www.realpars.com/courses/learn-logix-1-logix5000 Learn Logix 2: A Complete Guide to CompactLogix Systems: https://www.realpars.com/courses/learn-logix-compactlogix-plc-family Learn Logix 3: A Complete Guide to ControlLogix Systems: https://www.realpars.com/courses/learn-logix-3-controllogix-guide Learn Logix 4: Basic PLC Programming with Studio 5000 Logix Designer: https://www.realpars.com/courses/learn-logix-4-plc-programming-studio-5000 Learn Logix 5: Simulation and Testing with Studio 5000 Logix Emulate: https://www.realpars.com/courses/learn-logix-5-studio-5000-logix-emulate Learn Logix 6: Working with Bit Instructions: https://www.realpars.com/courses/learn-logix-6-working-with-bit-instructions Learn Logix 7: Programming Timers and Counters: https://www.realpars.com/courses/learn-logix-7-programming-timers-and-counters ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/controllogix-5590 https://www.realpars.com/blog/pid-micro800 https://www.realpars.com/blog/configure-powerflex-525-connected-components-workbench ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #powerflex #allenbradley

lJei9AH3l_s | 12 Feb 2026
Take the course for FREE at RealPars: https://bit.ly/4ku7Qie Get certified with "Learn Logix 7: Programming Timers and Counters" by Ken Bourke and access many more courses, all with a 7-day free trial at RealPars. Learn Logix 7: Programming Timers and Counters https://www.realpars.com/courses/learn-logix-7-programming-timers-and-counters ----- About RealPars: RealPars is the #1 platform to learn industrial automation, PLC programming, and control systems. With hundreds of expert-led courses, you’ll earn certificates, learn at your own pace, and join a global community of professionals. Start free for 7 days and get the full benefits of a RealPars member. • Sign up for free: https://bit.ly/4ku7Qie • LinkedIn: https://www.linkedin.com/company/realpars/ • Instagram: https://www.instagram.com/realparsdotcom/ • Facebook: https://www.facebook.com/therealpars/ • X : https://x.com/RealPars

BwNCoGdjxD8 | 09 Feb 2026
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/controllogix-5590 ⌚Timestamps: 00:00 - Intro 00:45 - ControlLogix 5590 anatomy 03:11 - Performance improvements 06:00 - Wrap-Up The ControlLogix 5590 controller is Rockwell Automation’s latest high-performance PLC. In this video, we take a look at its new hardware design and built-in safety features. You’ll also learn about its improved scan times and expanded memory. Finally, we cover advanced communications and high-availability capabilities for demanding industrial applications. ============================= Check out the course mentioned in the video: Learn Logix 1 - The Logix 5000 Product Line: https://www.realpars.com/courses/learn-logix-1-logix5000 ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/pid-micro800 https://www.realpars.com/blog/configure-powerflex-525-connected-components-workbench https://www.realpars.com/blog/ot-cybersecurity-risk-assessment ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #controllogix #RockwellAutomation #RealPars

37-y6AUBTdI | 02 Feb 2026
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/pid-micro800 ⌚Timestamps: 00:00 - Intro 00:35 - Program the PID loop 03:46 - Configure a trend 04:51 - Test the PID loop 06:19 - Wrap-Up In this video, you’ll learn how to implement a PID loop in a Micro800 PLC using Connected Components Workbench. We’ll configure the PID instruction, set up interrupts, monitor performance using trends, and simulate real tank level control with Factory I/O to see how PID loops work in practice. Factory I/O isn’t free software, but you can try it for free for 30 days using this link: https://factoryio.com/url-action?ref=ytkwmtq ============================= Check out the course mentioned in the video: PLC Programming from Scratch 1: https://www.realpars.com/courses/plc-programming-from-scratch-1 ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/configure-powerflex-525-connected-components-workbench https://www.realpars.com/blog/ot-cybersecurity-risk-assessment https://www.realpars.com/blog/powerflex-525-drive-configuration ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #pidcontroller #PID_tutorial

mMfalG0nUxU | 26 Jan 2026
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/configure-powerflex-525-connected-components-workbench ⌚Timestamps: 00:00 - Intro 01:13 - Add a PowerFlex 525 Drives in Connected Components Workbench 04:24 - Configure a PowerFlex 525 Drive using parameters 06:03 - Configure a PowerFlex 525 Drive using the Start Up Wizard 06:50 -Wrap-Up Allen-Bradley PowerFlex 525 drives are popular variable frequency drives manufactured by Rockwell Automation that can be used as standalone drives, integrated into a micro control system, or integrated into a Logix 5000 system. When you are using PowerFlex 525 drives as standalone variable frequency drives or integrated in a micro control system, you configure them using Connected Components Workbench. In this video, you will see how to configure a PowerFlex 525 drive in Connected Components Workbench. ============================= Courses we mentioned in this video: PLC Programming from Scratch 1: https://www.realpars.com/courses/plc-programming-from-scratch-1 PLC Programming from Scratch 2: https://www.realpars.com/courses/plc-programming-from-scratch-2 PLC Programming from Scratch 3: https://www.realpars.com/courses/plc-programming-from-scratch-3 PLC Programming from Scratch 4: https://www.realpars.com/courses/plc-programming-from-scratch-4 PLC Programming from Scratch 5: https://www.realpars.com/courses/plc-programming-from-scratch-5 PLC Programming from Scratch 6: https://www.realpars.com/courses/plc-programming-from-scratch-6 ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/ot-cybersecurity-risk-assessment https://www.realpars.com/blog/powerflex-525-drive-configuration https://www.realpars.com/blog/plcpart-tp-fanuc ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #allenbradley #powerflex #vfd

11_6tiXstHg | 30 Dec 2025
Take the course for FREE at RealPars: https://bit.ly/4ku7Qie Get certified with "PLC Programming from Scratch 6" by Ken Bourke and access many more courses, all with a 7-day free trial at RealPars. PLC Programming from Scratch 6 www.realpars.com/courses/plc-programming-from-scratch-6 ----- About RealPars: RealPars is the #1 platform to learn industrial automation, PLC programming, and control systems. With hundreds of expert-led courses, you’ll earn certificates, learn at your own pace, and join a global community of professionals. Start free for 7 days and get the full benefits of a RealPars member. • Sign up for free: https://bit.ly/4ku7Qie • LinkedIn: https://www.linkedin.com/company/realpars/ • Instagram: https://www.instagram.com/realparsdotcom/ • Facebook: https://www.facebook.com/therealpars/ • X : https://x.com/RealPars

ALtG2k3DK_w | 29 Dec 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/powerflex-525-drive-configuration ⌚Timestamps: 00:00 - Intro 01:10 - Add a PowerFlex 525 Drive to a Studio 5000 Logix Designer project 03:27 - Configure a PowerFlex 525 in Studio 5000 Logix Designer 05:50- Wrap-Up PowerFlex 525 drives are widely used low-voltage drives that are manufactured by Rockwell Automation under the Allen-Bradley brand. These drives are part of Rockwell Automation’s Integrated Architecture portfolio of products, which means that they have premier integration with Studio 5000 Logix Designer and Logix 5000 PLCs. This video explains how premier integration makes it easy to configure PowerFlex 525 drives in Studio 5000 Logix Designer. You will know how to add a PowerFlex 525 drive to a Studio 5000 Logix Designer and how to configure the drive using its Add-On Profile. ============================= Courses we mentioned in this video: Learn Logix 1: The Logix 5000 Product Line: https://www.realpars.com/courses/learn-logix-1-logix5000 Learn Logix 2: A Complete Guide to CompactLogix Systems: https://www.realpars.com/courses/learn-logix-compactlogix-plc-family Learn Logix 3: A Complete Guide to ControlLogix Systems: https://www.realpars.com/courses/learn-logix-3-controllogix-guide Learn Logix 4: Basic PLC Programming with Studio 5000 Logix Designer: https://www.realpars.com/courses/learn-logix-4-plc-programming-studio-5000 Learn Logix 5: Simulation and Testing with Studio 5000 Logix Emulate: https://www.realpars.com/courses/learn-logix-5-studio-5000-logix-emulate Learn Logix 6: Working with Bit Instructions: https://www.realpars.com/courses/learn-logix-6-working-with-bit-instructions ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/plcpart-tp-fanuc https://www.realpars.com/blog/git-with-logix-designer https://www.realpars.com/blog/live-testing-vs-resistance-testing ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #logix #RealPars #plcprogramming #rockwellautomation

i1wqS3Q0kAQ | 08 Dec 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/live-testing-vs-resistance-testing ⌚Timestamps: 00:00 - Intro 01:18 - Safety in live testing 02:36 - Voltage vs. Resistance testing 05:31 - Practical troubleshooting example 08:21 - Conclusion Learn why live testing is often the safest and fastest way to troubleshoot electrical faults. In this video, we compare live testing with resistance testing and show how technicians can diagnose problems more accurately without disconnecting components. ============================= Check out the course mentioned in the video: Industrial Electrical Maintenance Essentials 1: https://www.realpars.com/courses/industrial-electrical-maintenance-essentials ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/factorytalk-design-studio-copilot https://www.realpars.com/blog/multimeter-continuity-beeps-diode-testing https://www.realpars.com/blog/gsd-file-tia-portal ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #multimeter #resistancetesting #RealPars

J_qgHJYWQFI | 01 Dec 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/factorytalk-design-studio-copilot ⌚Timestamps: 00:00 - Intro 01:37 - Product explanation 03:10 - Code generation 04:07 - Code explanation 05:06 - Version control command 05:43 - Wrap-Up FactoryTalk Design Studio is Rockwell Automation’s next-generation development environment for Logix 5000 control systems. Design Studio is a modern Integrated Development Environment that includes a lot of innovations that are not available in Studio 5000 Logix Designer. One of the most interesting innovations in Design Studio is the fact that it has AI features built into it. Design Studio has an integrated Copilot, which is an AI assistant that can generate new code, explain existing code, interface with the version control system, and explain product features. FactoryTalk Design Studio isn’t free, but you can try it with a 90-day free trial using this link: https://www.rockwellautomation.com/en-us/products/software/factorytalk/design-studio/try-it-now.html ============================= Courses we mentioned in this video: Learn Logix 1: The Logix 5000 Product Line: https://www.realpars.com/courses/learn-logix-1-logix5000 Learn Logix 2: A Complete Guide to CompactLogix Systems: https://www.realpars.com/courses/learn-logix-compactlogix-plc-family Learn Logix 3: A Complete Guide to ControlLogix Systems: https://www.realpars.com/courses/learn-logix-3-controllogix-guide Learn Logix 4: Basic PLC Programming with Studio 5000 Logix Designer: https://www.realpars.com/courses/learn-logix-4-plc-programming-studio-5000 Learn Logix 5: Simulation and Testing with Studio 5000 Logix Emulate: https://www.realpars.com/courses/learn-logix-5-studio-5000-logix-emulate Learn Logix 6: Working with Bit Instructions: https://www.realpars.com/courses/learn-logix-6-working-with-bit-instructions ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #rockwellautomation #plcprogramming

3Uc-NcqSnvI | 17 Nov 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/gsd-file-tia-portal ⌚Timestamps: 00:00 - Intro 01:41 - A look inside the GSD file 03:55 - How to install a GSD file in TIA Portal 05:50 - Benefits of using GSD files 06:59 - Challenges to using GSD files 07:58 - Conclusion Learn how GSD and GSDML files are used in TIA Portal to configure PROFIBUS and PROFINET devices. This video explains how GSD files define device parameters, how to install them, and how they enable accurate communication between field devices and Siemens PLCs in industrial automation. ============================= Check out the course mentioned in the video: How to Configure a Profibus-DP Network Step-by-Step: https://www.realpars.com/courses/how-to-configure-profibus-dp-network ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/factorytalk-design-studio-version-control https://www.realpars.com/blog/acs880-s7-1500 https://www.realpars.com/blog/industrial-communication-protocols-in-oil-and-gas ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #GSD #RealPars #plcprogramming #siemens

CS8ZeC_HoqI | 10 Nov 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/factorytalk-design-studio-version-control ⌚Timestamps: 00:00 - Intro 02:10 - Version control in FactoryTalk Design Studio 04:48 - Multi-User collaboration 06:41 - Limitations 07:21 - Wrap-Up FactoryTalk Design Studio, Rockwell Automation’s next generation development environment for Logix 5000 systems, aims to improve the version control workflow for PLCs by integrating Git directly into the interface of FactoryTalk Design Studio. In this video, you will learn how the integrated version control system in FactoryTalk Design Studio works and how it enables multi-user collaboration. ============================= Courses we mentioned in this video: Learn Logix 1: The Logix 5000 Product Line: https://www.realpars.com/courses/learn-logix-1-logix5000 Learn Logix 2: A Complete Guide to CompactLogix Systems: https://www.realpars.com/courses/learn-logix-compactlogix-plc-family Learn Logix 3: A Complete Guide to ControlLogix Systems: https://www.realpars.com/courses/learn-logix-3-controllogix-guide Learn Logix 4: Basic PLC Programming with Studio 5000 Logix Designer: https://www.realpars.com/courses/learn-logix-4-plc-programming-studio-5000 Learn Logix 5: Simulation and Testing with Studio 5000 Logix Emulate: https://www.realpars.com/courses/learn-logix-5-studio-5000-logix-emulate ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/acs880-s7-1500 https://www.realpars.com/blog/industrial-communication-protocols-in-oil-and-gas https://www.realpars.com/blog/panelview-plus-hmis ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #versioncontrol #plcprogramming

zaxbU2Imox8 | 03 Nov 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/acs880-s7-1500 ⌚Timestamps: 00:00 - Intro 03:04 - Understanding Profinet 04:19 - Hardware and software connections 07:13 - Commissioning the drive 08:11 - Maintenance considerations 08:49 - Summary Learn how to connect an ABB ACS880 Variable Frequency Drive to a Siemens S7-1500 PLC using PROFINET. In this video, you’ll see how to set up the hardware, configure IP settings in TIA Portal, and use Drive Composer for parameter settings. ============================= Check out the courses mentioned in the video: PLC Programming MADE EASY (Level 1): https://www.realpars.com/courses/plc-programming-made-easy-level-1 Mastering VFDs: Complete Guide to Variable Frequency Drives: https://www.realpars.com/courses/variable-frequency-drives-complete-guide Mastering VFD Control with PLC: A Comprehensive Guide: https://www.realpars.com/courses/vfd-control-plc-guide ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/industrial-communication-protocols-in-oil-and-gas https://www.realpars.com/blog/panelview-plus-hmis https://www.realpars.com/blog/rockwell-automation-hmis ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #profibus #tiaportal #RealPars

FLPfBRcI3Y0 | 27 Oct 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/industrial-communication-protocols-in-oil-and-gas ⌚Timestamps: 00:00 - Intro 01:17 - Why protocols matter in oil&gas 02:00 - Modbus: the foundation of industrial communication 04:14 - OPC UA: the evolution of connectivity 06:47 - Profibus: high-performance communication for field devices 08:46 -Summary The oil and gas industry produces fuel and materials used in thousands of everyday products. It takes many steps to extract and refine oil and gas. But how do sensors and devices communicate with controllers to make all this work? The answer is industrial communication protocols. These communication protocols, such as Modbus, Profibus, and OPC UA, provide the pathway for data from the wellhead sensors and devices to the controllers, control rooms, and data historians that allow operators to perform these processing steps reliably, efficiently, and safely. In this video, you will learn how these industrial communication protocols allow automation engineers to construct systems that are able to extract the most data from the sensors and devices at the jobsite, whether at a well head, on a platform rig, or in the refinery. ============================= Check out the blogs and courses mentioned in the video: What Is Modbus: https://www.realpars.com/blog/modbus How Does Modbus Communication Protocol Work: https://www.realpars.com/blog/modbus-protocol OPC Classic: Learn How it Works: https://www.realpars.com/courses/how-to-configure-opc-classics OPC UA: Learn the Basics: https://www.realpars.com/courses/opc-ua-learn-the-basics Introduction to Profibus: https://www.realpars.com/courses/introduction-to-profibus ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/panelview-plus-hmis https://www.realpars.com/blog/rockwell-automation-hmis https://www.realpars.com/blog/rtd-analog-input ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #profibus #industrialsensors #RealPars

Ctz9iMwvi78 | 22 Oct 2025
Take the course for FREE at RealPars: https://bit.ly/4ku7Qie Get certified with "CODESYS Virtual PLC" by Ken Bourke and access many more courses, all with a 7-day free trial at RealPars. CODESYS Virtual PLC https://www.realpars.com/courses/codesys-virtual-plc ----- About RealPars: RealPars is the #1 platform to learn industrial automation, PLC programming, and control systems. With hundreds of expert-led courses, you’ll earn certificates, learn at your own pace, and join a global community of professionals. Start free for 7 days and get the full benefits of a RealPars member. • Sign up for free: https://bit.ly/4ku7Qie • LinkedIn: https://www.linkedin.com/company/realpars/ • Instagram: https://www.instagram.com/realparsdotcom/ • Facebook: https://www.facebook.com/therealpars/ • X : https://x.com/RealPars

_aps885gYHE | 20 Oct 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/panelview-plus-hmis ⌚Timestamps: 00:00 - Intro 01:31 - PanelView product families 01:56 - Understanding PanelView Plus HMIs 03:34 - PanelView Plus product family overview 03:54 - PanelView Plus 7 Performance 04:16 - Operating system and software 04:44 - Networking 04:58 - PanelView Plus 7 Standard 05:18 - Operating system and software 05:41 - Connectivity 05:51 - PanelView Plus 6 06:15 - Connectivity 06:57 - Choosing the right PanelView Plus terminal 07:56 - Wrap-Up A simple HMI may be a few buttons that let an operator start, stop, and reset a machine, as well as some lights that display the status of the machine. This type of HMI is called a hardwired HMI. Most modern machines use electronic HMIs. Electronic HMIs are specially designed industrial computers that run a machine-level HMI application. In this video you will learn about Allen-Bradley PanelView Plus HMIs, which are a range of electronic HMIs that are manufactured by Rockwell Automation, and explain the features of the different products in the range. After reading this article, you should understand which products are current, understand the key capabilities of PanelView Plus HMIs, and be able to select the right PanelView Plus HMI for your application. ============================= Check out the course mentioned in the video: Industrial Networking Fundamentals: https://www.realpars.com/courses/industrial-networking-fundamentals ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/rockwell-automation-hmis https://www.realpars.com/blog/rtd-analog-input https://www.realpars.com/blog/codesys-factory-io-modbus ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #HMI #allenbradley

cH41qZarh5A | 13 Oct 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/rockwell-automation-hmis ⌚Timestamps: 00:00 - Intro 00:48 - Allen-Bradley PanelView 800 HMIs 02:40 - PanelView Plus HMIs 03:55 - PanelView 5000 HMIs 05:03 - FactoryTalk Optix 06:12 - Wrap-Up Rockwell Automation offers a variety of different solutions for machine-level HMI. Each of these solutions exists for a reason, and each solution has distinct advantages and disadvantages. With so many options available, choosing the right machine-level HMI solution for your project can be challenging. In this video, we introduce Rockwell Automation’s full portfolio of machine-level HMI solutions. You will learn about the pros and cons of each solution and the types of projects that each solution is used for. You'll know which HMI solution best fits different project requirements. @RockwellautomationInc ============================= Check out the courses mentioned in the video: PLC Programming from Scratch 1: https://www.realpars.com/courses/plc-programming-from-scratch-1 PLC Programming from Scratch 2: https://www.realpars.com/courses/plc-programming-from-scratch-2 PLC Programming from Scratch 3: https://www.realpars.com/courses/plc-programming-from-scratch-3 PLC Programming from Scratch 4: https://www.realpars.com/courses/plc-programming-from-scratch-4 ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/rtd-analog-input https://www.realpars.com/blog/codesys-factory-io-modbus https://www.realpars.com/blog/as-i-bus-versions ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #hmi #allenbradley #rockwellautomation #RealPars

Bs1Nh2Ku9YA | 06 Oct 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/rtd-analog-input ⌚Timestamps: 00:00 - Intro 01:10 - RTD basics 02:31 - RTD and PLC analog input integration 03:56 - Analog input module configuration 05:00 - Creating the Ladder Logic routine 07:26 - Changing the temperature range 07:56 - Adding a high-temperature alarm 09:50 - Conclusion Learn how to configure an RTD analog input in PLC Ladder Logic using PLCLogix (ControlLogix simulator). We’ll show you how to connect a Pt100 RTD through a 2-wire transmitter to a ControlLogix 1756-IF8 input module, set up scaling, and program simple Ladder Logic to activate alarms when the temperature exceeds safe limits. ============================= Check out the blogs and courses mentioned in the video: Master RTDs: Understand, Implement & Maintain: https://www.realpars.com/courses/introduction-to-rtd Temperature Transmitters: Calibration, Principles & Industry Applications: https://www.realpars.com/courses/temperature-transmitter Temperature Transmitter Explained | Connection and Calibration: https://www.realpars.com/blog/temperature-transmitter ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/codesys-factory-io-modbus https://www.realpars.com/blog/as-i-bus-versions https://www.realpars.com/blog/factory-io ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #rtd #industrialautomation #RealPars

Hb9wa-pn-to | 29 Sep 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/codesys-factory-io-modbus ⌚Timestamps: 00:00 - Intro 00:49 - CODESYS 01:12 - Factory IO 01:43 - Modbus 02:30 - Create a project and configure variables 02:57 - Write the logic and add Symbol Configuration 03:51 - Configure Modbus communication 05:13 - Download 05:45 - Set up Factory IO 06:25 - Wrap-Up Learn how to connect a CODESYS PLC to Factory IO using Modbus TCP/IP. This video shows you how to set up a project in CODESYS, enable Modbus communication, and link with Factory IO. Practice your PLC programming skills in a 3D environment without needing expensive hardware. Factory IO isn’t free software, but you can try it for free for 30 days using this link: https://factoryio.com/url-action?ref=ytkwmtq @RealgamesPt ============================= Check out the blogs and courses mentioned in the video: How to Download and Install CODESYS: https://www.realpars.com/blog/download-codesys What Is Modbus: https://www.realpars.com/blog/modbus CODESYS 1: Introduction to PLC Programming: https://www.realpars.com/courses/codesys-1-introduction-to-plc-programming CODESYS Debugging Techniques for Controls Engineers: https://www.realpars.com/courses/codesys-debugging-techniques ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/as-i-bus-versions https://www.realpars.com/blog/factory-io https://www.realpars.com/blog/codesys-pous ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #plcprogramming #RealPars #codesys

8BAf5S0Ob54 | 23 Sep 2025
Take the course for FREE at RealPars: https://bit.ly/4ku7Qie Get certified with "Learn Logix 5: Simulation and Testing with Studio 5000 Logix Emulate" by Ken Bourke and access many more courses, all with a 7-day free trial at RealPars. Learn Logix 5: Simulation and Testing with Studio 5000 Logix Emulate https://www.realpars.com/courses/learn-logix-5-studio-5000-logix-emulate ----- About RealPars: RealPars is the #1 platform to learn industrial automation, PLC programming, and control systems. With hundreds of expert-led courses, you’ll earn certificates, learn at your own pace, and join a global community of professionals. Start free for 7 days and get the full benefits of a RealPars member. • Sign up for free: https://bit.ly/4ku7Qie • LinkedIn: https://www.linkedin.com/company/realpars/ • Instagram: https://www.instagram.com/realparsdotcom/ • Facebook: https://www.facebook.com/therealpars/ • X : https://x.com/RealPars

ZpJWw7INmdc | 22 Sep 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/as-i-bus-versions ⌚Timestamps: 00:00 - Intro 01:03 - Compatibility with currently installed versions 02:48 - AS-i Bus data profiles 04:26 - AS-i Master 05:49 - AS-i Devices 06:31 - Summary AS-i Bus (Actuator-Sensor Interface) is a simple and cost-effective 2-wire system for connecting sensors and actuators. Today, two versions are widely used: AS-i V3 and AS-i V5. Version 3 is reliable and common in existing plants, while Version 5 brings faster communication, advanced diagnostics, and more data handling. This video explains their differences, compatibility, and how to pick the right AS-i Master. ============================= Check out the courses mentioned in the video: Industrial Networking Fundamentals: https://www.realpars.com/courses/industrial-networking-fundamentals Industrial Networking Skill Path: http://www.realpars.com/skillpaths/industrial-networking ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/factory-io https://www.realpars.com/blog/codesys-pous https://www.realpars.com/blog/ot-cybersecurity ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #industrialnetworking #automationengineering #RealPars

-tVtU3cRtVs | 15 Sep 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/factory-io ⌚Timestamps: 00:00 - Intro 00:30 - What is Factory IO 01:03 - Factory IO Scenes 02:44 - Factory IO drivers 03:46 - Factory IO for learning PLC programming 04:50 - Factory IO licenses 05:43 - Wrap Up In this video, we introduce Factory IO, a 3D simulation environment for PLC training. We also explain that Factory IO includes pre-built scenes to learn PLC programming and communication drivers to connect Factory IO scenes to PLCs from different manufacturers. Factory IO isn’t free software, but you can try it free for 30 days using this link: https://factoryio.com/url-action?ref=ytkwmtq ============================= Courses we mentioned in this video: PLC Programming from Scratch 1: https://www.realpars.com/courses/plc-programming-from-scratch-1 PLC Programming from Scratch 2: https://www.realpars.com/courses/plc-programming-from-scratch-2 PLC Programming from Scratch 3: https://www.realpars.com/courses/plc-programming-from-scratch-3 PLC Programming from Scratch 4: https://www.realpars.com/courses/plc-programming-from-scratch-4 PLC Programming from Scratch 5: https://www.realpars.com/courses/plc-programming-from-scratch-5 ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/codesys-pous https://www.realpars.com/blog/ot-cybersecurity https://www.realpars.com/blog/factorytalk-logix-echo-factory-io ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #factoryio #plcprogramming

GfQV6rA61ho | 08 Sep 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/codesys-pous ⌚Timestamps: 00:00 - Intro 00:26 - Overview 00:53 - Code reuse 02:14 - Structuring projects 03:32 - Program POUs 04:17 - Functions 05:09 - Function Blocks 06:14 - Wrap-Up In this video, you’ll learn about the different types of POUs in CODESYS: Programs, Functions, and Function Blocks. POUs let you reuse code, organize projects, and work more efficiently. We’ll explain how Programs act as top-level POUs, how Functions handle repeated calculations without memory, and how Function Blocks store data in separate instances, like timers. By the end, you’ll understand how POUs make PLC projects easier to maintain, scale, and develop in CODESYS. @Codesys-AutomationSoftware ============================= CODESYS 1: Introduction to PLC Programming: https://www.realpars.com/courses/codesys-1-introduction-to-plc-programming CODESYS: Programming with POUs: https://www.realpars.com/courses/codesys-programming-with-pous ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/ot-cybersecurity https://www.realpars.com/blog/factorytalk-logix-echo-factory-io https://www.realpars.com/blog/codesys-factory-io-opc-ua ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #codesys #plcprogramming #RealPars

3P4VO5ztcM4 | 01 Sep 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/ot-cybersecurity ⌚Timestamps: 00:00 - What is OT network security? 01:39 - The Importance of OT Cybersecurity 03:16 - Why threats are evolving over time 03:57 - Preventing OT cybersecurity breaches 06:49 - Keeping up with the bad guys OT cybersecurity can be understood as the protection of industrial systems, including hardware, software, networks, and operational processes, from threats that could compromise safety, availability, integrity, or data confidentiality. In this video, we will explain what OT network security is and why OT cybersecurity is important for industrial operations. We will also show you how threats are evolving over time and how industrial organizations can prevent these types of attacks. @moxainc ============================= OT Cybersecurity and Network Design for Manufacturing with Moxa: https://www.realpars.com/courses/ot-cybersecurity-network-design-manufacturing ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/factorytalk-logix-echo-factory-io https://www.realpars.com/blog/codesys-factory-io-opc-ua https://www.realpars.com/blog/in-cabinet-ethernet-ip ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #cybersecurity #moxa #RealPars

WZ1e5zxGC3c | 26 Aug 2025
Take the course for FREE at RealPars: https://bit.ly/4ku7Qie Get certified with "CODESYS: Programming with POUs" by Ken Bourke and access many more courses—all with a 7-day free trial at RealPars. CODESYS: Programming with POUs https://www.realpars.com/courses/codesys-programming-with-pous ----- About RealPars: RealPars is the #1 platform to learn industrial automation, PLC programming, and control systems. With hundreds of expert-led courses, you’ll earn certificates, learn at your own pace, and join a global community of professionals. Start free for 7 days and get the full benefits of a RealPars member. • Sign up for free: https://bit.ly/4ku7Qie • LinkedIn: https://www.linkedin.com/company/realpars/ • Instagram: https://www.instagram.com/realparsdotcom/ • Facebook: https://www.facebook.com/therealpars/ • X : https://x.com/RealPars

r1EbdyQ5PCE | 25 Aug 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/factorytalk-logix-echo-factory-io ⌚Timestamps: 00:00 - Intro 00:19 - Logix Echo 00:55 - Factory IO 02:10 - Set up Logix Echo 02:50 - Create a project 03:17 - Configure tags 03:30 - Write the logic 03:45 - Download the project 04:15 - Set up Factory IO 04:19 - Wrap-Up In this video, we show you how to connect a PLC emulated in FactoryTalk Logix Echo to Factory IO to test a PLC program using a simulated factory. We begin by setting up an emulated CompactLogix 5380 controller in Logix Echo and creating a new project in Studio 5000 Logix Designer. We configure the IP address, declare tags, and write simple logic to control a conveyor in Factory IO. After downloading the project to the emulated controller, we set up the Factory IO scene “1 - From A to B.” Using the Allen-Bradley Logix 5000 driver, we configure the IP address, establish the connection, and confirm communication with the emulated PLC. Finally, we test the logic by running the simulation: the conveyor runs until the sensor is triggered and then stops, just as expected. Factory IO isn’t free software, but you can try it for 30 days for free using this link: https://factoryio.com/url-action?ref=ytkwmtq ============================= Courses we mentioned in this video: Learn Logix 1: The Logix 5000 Product Line: https://www.realpars.com/courses/learn-logix-1-logix5000 Learn Logix 2: A Complete Guide to CompactLogix Systems: https://www.realpars.com/courses/learn-logix-compactlogix-plc-family Learn Logix 3: A Complete Guide to ControlLogix Systems: https://www.realpars.com/courses/learn-logix-3-controllogix-guide Learn Logix 4: Basic PLC Programming with Studio 5000 Logix Designer: https://www.realpars.com/courses/learn-logix-4-plc-programming-studio-5000 ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/codesys-factory-io-opc-ua https://www.realpars.com/blog/in-cabinet-ethernet-ip https://www.realpars.com/blog/factorytalk-logix-echo ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #factoryio #RealPars #plctraining

dTwNGASMe84 | 18 Aug 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/codesys-factory-io-opc-ua ⌚Timestamps: 00:00 - Intro 00:17 - CODESYS 00:42 - Factory IO 01:14 - OPC UA 02:35 - Create a project 02:56 - Configure variables 03:20 - Write the logic 03:55 - Configure User Management 05:10 - Configure OPC UA server 05:39 - Add Symbol Configuration 06:28 - Download the project 06:45 - Set Up Factory IO 08:06 - Wrap-Up In this video, you’ll learn how to connect a CODESYS PLC to Factory IO using OPC UA. We’ll guide you through creating a new CODESYS project, adding global variables, and setting up communication. You’ll see how to write simple logic, configure the OPC UA server, and adjust security settings to allow external connections. Then, we’ll move into Factory IO, where you’ll set up the OPC UA client, browse available tags, and map them to your simulation. Finally, you’ll run the scene and confirm that the connection works. Factory IO is a paid piece of software, but you can sign up for a free trial using this link: https://factoryio.com/url-action?ref=ytkwmtq ============================= Check out the blogs and courses mentioned in the video: How to Download and Install CODESYS: https://www.realpars.com/blog/download-codesys CODESYS Basics | What Is CODESYS and Why Is It Important? https://www.realpars.com/blog/codesys-basics CODESYS 1: Introduction to PLC Programming: https://www.realpars.com/courses/codesys-1-introduction-to-plc-programming CODESYS courses: https://www.realpars.com/brands/codesys ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/in-cabinet-ethernet-ip https://www.realpars.com/blog/factorytalk-logix-echo https://www.realpars.com/blog/codesys-factory-io-opc-da ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #codesys #plcprogramming #factoryio

7at0uqB72x0 | 11 Aug 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/in-cabinet-ethernet-ip ⌚Timestamps: 00:00 - Intro 01:29 - Current state of panel wiring 02:26 - In-Cabinet EtherNet/IP 02:54 - 1834-AENTR gateway 03:44 - 1486 flat cable 04:27 - Nodes 05:32 - Configuration 06:36 - Impact of In-Cabinet EtherNet/IP 07:46 - Standards 09:15 - Release schedule 09:53 - Wrap-Up Control panels are fundamental building blocks of automated systems, but wiring them takes a lot of time and work. Rockwell Automation’s In-Cabinet EtherNet/IP changes this by using one flat Ethernet cable to connect and power devices instead of many separate wires. In this video, you’ll learn about the gateway, the flat cable, and the types of devices it can connect, like contactors and push buttons. We’ll also look at how to set it up in Studio 5000 Logix Designer, the time and cost savings, and how this technology makes panels smaller, lighter, and more reliable. @RockwellautomationInc ============================= Check out the course mentioned in the video: Learn How to Program Allen Bradley PLCs Using Studio 5000: https://www.realpars.com/courses/introduction-to-allen-bradley-plcs Course Map: https://whimsical.com/course-map-landing-page-7VagXcog2wVAxRe2EhpoCW ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/factorytalk-logix-echo https://www.realpars.com/blog/codesys-factory-io-opc-da https://www.realpars.com/blog/extended-tag-properties ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #rockwellautomation #controlpanel #industrialnetworking

pm-JKR0sy5Y | 04 Aug 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/factorytalk-logix-echo ⌚Timestamps: 00:00 - Intro 00:32 - Create a controller 02:12 - Download project 04:13 - API 05:04 - Ethernet emulation 06:02 - Safety emulation 06:33 - Wrap-Up FactoryTalk Logix Echo is Rockwell Automation’s latest generation of Logix 5000 controller emulator. Logix Echo is the successor of Studio 5000 Logix Emulate and is designed to make emulation and testing easier, more accessible, and more flexible. In this video, you will learn about the features of Logix Echo by seeing how to set up an emulated controller using the software. FactoryTalk Logix Echo isn’t free software, but you can try it for 30 days for free from Rockwell Automation using this link: https://www.rockwellautomation.com/en-ie/products/software/factorytalk/designsuite/logix-echo.html ============================= Courses we mentioned in this video: Learn Logix 1: The Logix 5000 Product Line: https://www.realpars.com/courses/learn-logix-1-logix5000 Learn Logix 2: A Complete Guide to CompactLogix Systems: https://www.realpars.com/courses/learn-logix-compactlogix-plc-family Learn Logix 3: A Complete Guide to ControlLogix Systems: https://www.realpars.com/courses/learn-logix-3-controllogix-guide Learn Logix 4: Basic PLC Programming with Studio 5000 Logix Designer: https://www.realpars.com/courses/learn-logix-4-plc-programming-studio-5000 ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/codesys-factory-io-opc-da https://www.realpars.com/blog/extended-tag-properties https://www.realpars.com/blog/24vdc-power-supply-issues ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #Factorytalk #RealPars #rockwellautomation

RI_DRFG6VlY | 28 Jul 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/codesys-factory-io-opc-da ⌚Timestamps: 00:00 - Intro 00:51 - CODESYS 01:54 - Factory IO 02:18 - OPC DA 02:38 - Create a project 02:54 - Configure variables 03:46 - Write the logic 04:25 - Download the project 05:56 - Configure the OPC server 06:34 - Set Up Factory IO 07:43 - Wrap-Up In this video, you’ll learn how to connect a CODESYS PLC to Factory IO using the OPC DA protocol. You’ll see how to create a new project in CODESYS, configure global variables for data exchange, and set up the Symbol Configuration to allow external access. The video then guides you through writing basic PLC logic and downloading your project to a soft PLC. Next, you’ll set up the CODESYS OPC DA Server, configure user management, and prepare the OPC Configurator so Factory IO can communicate with your PLC project. Then, you’ll learn how to configure the OPC driver in Factory IO, map sensors and actuators to tags, and run the simulation to test your program. Factory IO isn’t free software, but you can try it for 30 days for free using this link: https://factoryio.com/url-action?ref=ytkwmtq @Codesys-AutomationSoftware ============================= Check out the blogs and courses mentioned in the video: How to Download and Install CODESYS: https://www.realpars.com/blog/download-codesys CODESYS Basics | What Is CODESYS and Why Is It Important? https://www.realpars.com/blog/codesys-basics CODESYS 1: Introduction to PLC Programming: https://www.realpars.com/courses/codesys-1-introduction-to-plc-programming CODESYS Debugging Techniques for Controls Engineers: https://www.realpars.com/courses/codesys-debugging-techniques ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/extended-tag-properties https://www.realpars.com/blog/24vdc-power-supply-issues https://www.realpars.com/blog/as-i-bus ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #codesys #factoryio

WUy_k5MTSn8 | 21 Jul 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/extended-tag-properties ⌚Timestamps: 00:00 - Intro 01:38 - What are Extended Tag Properties 02:35 - Define Extended Tag Properties 03:38 - Access Extended Tag Properties 04:11 - External access to Extended Tag Properties 05:02 - Wrap-Up Allen-Bradley Logix 5000 PLCs have a feature called Extended Tag Properties that lets you add extra information to each tag. This helps to limit the amount of tags that have to be declared and the amount of memory used by tags. It also helps to organize data by adding context to tags. This video explains what Extended Tag Properties are and how you can use them in your Studio 5000 Logix Designer projects. @RockwellautomationInc ============================= Check out the courses mentioned in the video: Learn Logix 1 - The Logix 5000 Product Line: https://www.realpars.com/courses/learn-logix-1-logix5000 Learn Logix 2 - A Complete Guide to CompactLogix Systems: https://www.realpars.com/courses/learn-logix-compactlogix-plc-family Learn Logix 3 - A Complete Guide to ControlLogix Systems: https://www.realpars.com/courses/learn-logix-3-controllogix-guide Learn Logix 4 - Basic PLC Programming with Studio 5000 Logix Designer: https://www.realpars.com/courses/learn-logix-4-plc-programming-studio-5000 ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/24vdc-power-supply-issues https://www.realpars.com/blog/as-i-bus https://www.realpars.com/blog/team-collaboration-automation-systems ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #AllenBradley #Logix5000 #RealPars #RockwellAutomation

gi2bchtCE-0 | 14 Jul 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/24vdc-power-supply-issues ⌚Timestamps: 00:00 - Intro 00:51 - Power supply ripple 01:20 - Overload 02:01 - Unregulated power supply 02:52 - Voltage drops 03:50 - Impact of power supply issues 05:33 - Determining +24Vdc PS requirements 06:03 - 24VDC power supply example 08:16 - Diagnosing power-related issues 08:30 - Measuring ripple 09:13 - Detecting overload 09:30 - Detecting voltage drops This video explains how power supply issues can impact digital sensor connections and analog sensor loops. We will also discuss calculating power supply requirements and diagnosing power-related Issues in the field. ============================= PLC Hardware Fundamentals: https://www.realpars.com/courses/plc-hardware-fundamentals ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/as-i-bus https://www.realpars.com/blog/team-collaboration-automation-systems https://www.realpars.com/blog/allen-bradley-micro-control-systems ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #powersupply #plchardware #RealPars

_GjyEnujNTI | 13 Jul 2025
Take the course for FREE at RealPars: https://bit.ly/4ku7Qie Get certified with "PLC Programming from Scratch 5" by Ken Bourke and access many more courses—all with a 7-day free trial at RealPars. PLC Programming from Scratch 5 https://www.realpars.com/courses/plc-programming-from-scratch-5 ----- About RealPars: RealPars is the #1 platform to learn industrial automation, PLC programming, and control systems. With hundreds of expert-led courses, you’ll earn certificates, learn at your own pace, and join a global community of professionals. Start free for 7 days and get the full benefits of a RealPars member. • Sign up for free: https://bit.ly/4ku7Qie • LinkedIn: https://www.linkedin.com/company/realpars/ • Instagram: https://www.instagram.com/realparsdotcom/ • Facebook: https://www.facebook.com/therealpars/ • X : https://x.com/RealPars

1rvuXs8zn2U | 07 Jul 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/as-i-bus ⌚Timestamps: 00:00 - Intro 01:30 - What is AS-i bus? 02:55 - AS-i bus network design 05:59 - Steps to construct an AS-i bus segment 09:18 - Conclusion AS-i bus is one of the simplest and most cost-effective fieldbus solutions for industrial automation. AS-i bus lets you connect sensors, actuators, and controllers over a single two-wire cable. In this video, we explain what AS-i bus is, how to design a robust network segment, and the exact steps to plan, wire, and test your system. You’ll learn about master and slave devices, how to choose the right power supply, how to set segment addresses, and how to troubleshoot basic issues. ============================= Check out the courses mentioned in the video: Single-Pair Ethernet Fundamentals: https://www.realpars.com/courses/single-pair-ethernet-fundamentals Industrial Networking Fundamentals: https://www.realpars.com/courses/industrial-networking-fundamentals Industrial Networking Skill Path: http://www.realpars.com/skillpaths/industrial-networking ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/team-collaboration-automation-systems https://www.realpars.com/blog/allen-bradley-micro-control-systems https://www.realpars.com/blog/oil-gas-automation-safety-benefits-challenges ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #industrialautomation #industrialnetworking

-zTnhiyVZDE | 30 Jun 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/team-collaboration-automation-systems ⌚Timestamps: 00:00 - Intro 01:01 - Why team collaboration is important 01:46 - Challenges to team collaboration 02:38 - Automation’s role in collaboration 05:42 - Why training matters for team alignment 08:03 - Benefits of Integrating automation and training 09:10 - Automation Challenges & Solutions 10:06 - Conclusion In this video, you’ll learn how Centralized systems help teams work better together. These systems make it easier to share data, plan tasks, and solve problems. We also talk about the importance of training to help teams stay aligned and confident using automation tools. In the end, we show how automation and good training can improve teamwork and lead to better results. ============================= Courses mentioned in this video: SCADA Basics: https://www.realpars.com/courses/scada-basics DCS Fundamentals: https://www.realpars.com/courses/dcs-fundamentals Skill paths mentioned in this video: PLC Programming: https://www.realpars.com/skillpaths/plc-programming HMI Design: https://www.realpars.com/skillpaths/hmi-design SCADA: https://www.realpars.com/skillpaths/industrial-iot Industrial IoT: https://www.realpars.com/skillpaths/industrial-iot ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/allen-bradley-micro-control-systems https://www.realpars.com/blog/oil-gas-automation-safety-benefits-challenges https://www.realpars.com/blog/sequencer-in-plc-programming ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #automationsystems #RealPars #teamcollaboration

UWD0JyRroLY | 23 Jun 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/allen-bradley-micro-control-systems ⌚Timestamps: 00:00 - Intro 01:31 - Why Micro Control Systems? 02:46 - Allen-Bradley’s Connected Components 03:57 - Micro Control Architecture 05:14 - Connected Components Workbench 05:55 - Wrap-Up In this video, we introduce Allen-Bradley’s micro control portfolio, called Connected Components—a set of low-cost products that integrate easily. You’ll learn about Micro800 PLCs, PanelView800 HMIs, PowerFlex drives, Kinetix servo drives, and configurable safety relays. Micro control is a fast-growing area for both Rockwell Automation and PLC programmers. @RockwellautomationInc ============================= Check out the courses mentioned in the video: PLC Programming from Scratch course series: https://www.realpars.com/skillpaths/plc-programming?*=plc+programming+from+scratch PLC Programming from Scratch 1: https://www.realpars.com/courses/plc-programming-from-scratch-1 PLC Programming from Scratch 2: https://www.realpars.com/courses/plc-programming-from-scratch-2 PLC Programming from Scratch 3: https://www.realpars.com/courses/plc-programming-from-scratch-3 PLC Programming from Scratch 4: https://www.realpars.com/courses/plc-programming-from-scratch-4 ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/oil-gas-automation-safety-benefits-challenges https://www.realpars.com/blog/sequencer-in-plc-programming https://www.realpars.com/blog/automation-safety-oil-gas ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #industrialautomation #plcprogramming

KSz2hReQPH4 | 15 Jun 2025
Take the course for FREE at RealPars: https://bit.ly/4ku7Qie Get certified with "OT Cybersecurity and Network Design for Manufacturing with Moxa" by Scott Sommer and access many more courses—all with a 7-day free trial at RealPars. Learn more about OT Cybersecurity and Network Design for Manufacturing with @moxainc https://www.realpars.com/courses/ot-cybersecurity-network-design-manufacturing ----- About RealPars: RealPars is the #1 platform to learn industrial automation, PLC programming, and control systems. With hundreds of expert-led courses, you’ll earn certificates, learn at your own pace, and join a global community of professionals. Start free for 7 days and get the full benefits of a RealPars member. • Sign up for free: https://bit.ly/4ku7Qie • LinkedIn: https://www.linkedin.com/company/realpars/ • Instagram: https://www.instagram.com/realparsdotcom/ • Facebook: https://www.facebook.com/therealpars/ • X : https://x.com/RealPars

SH3WYNVbZQg | 09 Jun 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/oil-gas-automation-safety-benefits-challenges ⌚Timestamps: 00:00 - Intro 00:33 - Benefits of automated systems 00:50 - Enhanced safety 01:15 - Proactive risk management 01:34 - Operational efficiency 01:49 - Cost savings 02:04 - Present challenges 03:10 - Future of automation in oil & gas 04:02 - Conclusion Automation is playing an increasing role in oil and gas operations, and there are many measurable benefits to employing automated systems, such as Enhanced Safety, Proactive Risk Management, Operational Efficiency, and Cost Savings. In this video, you will see the benefits of automated systems and the challenges associated with their use in the oil and gas industry. ============================= MELSOFT VIXIO: AI-Powered Visual Inspection Software for Industrial Automation: https://www.realpars.com/courses/melsoft-vixio-ai-inspection Previous article related: https://www.realpars.com/blog/automation-safety-oil-gas ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/sequencer-in-plc-programming https://www.realpars.com/blog/automation-safety-oil-gas https://www.realpars.com/blog/plc-analog-input-troubleshooting ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #oilandgassafety #industrialautomation #RealPars #industrialsafety

3Wqj9Uh1WaI | 02 Jun 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/sequencer-in-plc-programming ⌚Timestamps: 00:00 - Intro 00:36 - Sequential processes 01:42 - Sequencers 04:09 - Programming sequencers 05:09 - Wrap-Up A sequencer in PLC programming is a tool that helps control a process by breaking it into simple steps, done one after another. This is really useful in industrial automation, where things need to happen in a certain order, like filling a tank, mixing, and then emptying it. In this video, we explain the basics of a sequencer in PLC programming, including what steps, transitions, and actions are. You’ll see an easy example with a mixing tank to help you understand how sequencers work in real life. ============================= If you want to learn more, our course, CODESYS: Programming Sequencers, takes you through building your own sequencer step by step: https://www.realpars.com/courses/codesys-programming-sequencers ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/automation-safety-oil-gas https://www.realpars.com/blog/plc-analog-input-troubleshooting https://www.realpars.com/blog/controlflash-plus-api ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #sequencer #plcbasics #plcprogramming #RealPars

pd2TurkyleY | 28 May 2025
Take the course for FREE at RealPars: https://bit.ly/4ku7Qie Get certified with "CODESYS: Programming Sequencers" by Ken Bourke and access many more courses—all with a 7-day free trial at RealPars. Learn more about CODESYS: Programming Sequencers: https://www.realpars.com/courses/codesys-programming-sequencers ----- About RealPars: RealPars is the #1 platform to learn industrial automation, PLC programming, and control systems. With hundreds of expert-led courses, you’ll earn certificates, learn at your own pace, and join a global community of professionals. Start free for 7 days and get the full benefits of a RealPars member. • Sign up for free: https://bit.ly/4ku7Qie • LinkedIn: https://www.linkedin.com/company/realpars/ • Instagram: https://www.instagram.com/realparsdotcom/ • Facebook: https://www.facebook.com/therealpars/ • X : https://x.com/RealPars

PImBc9F3tZk | 26 May 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/automation-safety-oil-gas ⌚Timestamps: 00:00 - Intro 01:47 - The role of automation in safety 03:22 - Preventative maintenance 04:13 - Robotic inspection 04:54 - Emergency shutdown systems 05:52 - Remote operations 06:43 - Digital twins 07:16 - Conclusion Working in oil and gas can be extremely dangerous — from high-pressure pipelines to explosive environments. That’s why many companies are now turning to automation to protect their workers and prevent disasters. In this video, you’ll learn how technologies like robotic inspections, emergency shutdown systems, remote monitoring from control rooms, and digital twins are making a real difference. These smart systems are already helping reduce accidents and save lives in the field. ============================= Courses Mentioned in Video: IIoT Fundamentals: Smart Sensors & Actuators in Automation: https://www.realpars.com/courses/iiot-sensors-actuators Industrial Automation Safety Basics: https://www.realpars.com/courses/industrial-automation-safety-basics IoT Basics: Introduction to Industrial Applications: https://www.realpars.com/courses/iot-basics ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/plc-analog-input-troubleshooting https://www.realpars.com/blog/controlflash-plus-api https://www.realpars.com/blog/micro800-simulator ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #industrialsafety #oilandgassafety #digitaltwin #industrialautomation

BguGyR3jrFM | 19 May 2025
Could you be the next success story? Take the first step by becoming a RealPars member. Start with a 7-Day Free Trial today: https://bit.ly/4ku7Qie Explore all success stories at RealPars: https://www.realpars.com/success-stories ============================= Industrial Automation Courses: https://www.realpars.com/courses Industrial Electrical Maintenance Essentials 1 : Safety, Inspection & Repair https://www.realpars.com/courses/industrial-electrical-maintenance-essentials ============================= About RealPars: RealPars is the #1 platform to learn industrial automation, PLC programming, and control systems. With hundreds of expert-led courses, you’ll earn certificates, learn at your own pace, and join a global community of professionals. Start free for 7 days and get the full benefits of a RealPars member. Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #plcprogramming #industrialautomation #plctraining

_BuUcnG1Xvw | 14 May 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/plc-analog-input-troubleshooting ⌚Timestamps: 00:00 - Intro 01:22 - Understanding PLC AI 02:26 - Level control loop example 04:30 - Using a digital multimeter 05:44 - Updated drawings 06:39 - Troubleshooting and measuring 08:05 - Using a process calibrator This video explains how to troubleshoot PLC analog input failures in process control environments, including measuring loop current and identifying issues causing analog reading errors. You'll also learn the correct way to place an ammeter, use updated wiring diagrams, and measure current and voltage for effective troubleshooting. ============================= Courses Mentioned in Video: Industrial Sensor Fundamentals: https://www.realpars.com/courses/industrial-sensor-fundamentals Transmitter Basics: https://www.realpars.com/courses/transmitter-basics ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/controlflash-plus-api https://www.realpars.com/blog/micro800-simulator https://www.realpars.com/blog/logix-designer-sdk ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #processcontrol #RealPars #digitalmultimeter

2waO-AE-o8c | 05 May 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/controlflash-plus-api ⌚Timestamps: 00:00 - Intro 00:59 - Visual Studio 03:21 - Automating updates 04:37 - Wrap-Up In this video, we’ll show you how to use the ControlFlash Plus API to automatically update the firmware of a PLC. Automating tasks is a great way to free up engineers’ time. We’ll take a look at a Visual Studio project and learn how to interact with the ControlFlash Plus API. You’ll also learn how to use command-line inputs and batch files to automate the process of updating multiple PLC firmware. @RockwellautomationInc ============================= Check out the courses mentioned in the video: PLC Programming Skill Path: https://www.realpars.com/skillpaths/plc-programming Learn Logix series: https://www.realpars.com/skillpaths/plc-programming?*=learn+logix Learn Logix 1 - The Logix 5000 Product Line: https://www.realpars.com/courses/learn-logix-1-logix5000 ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/micro800-simulator https://www.realpars.com/blog/logix-designer-sdk http://www.realpars.com/blog/studio-5000-logix-emulate ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #plcprogramming #engineeringtools

ZdvAyD0SoiI | 28 Apr 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/micro800-simulator ⌚Timestamps: 00:00 - Intro 01:59 - Up and Running with the Micro800 Simulator 03:52 - Simulate Inputs 06:21 - Limitations 07:42 - Wrap-Up The Allen Bradley Micro800 simulator is a free tool used to simulate Allen Bradley Micro800 PLCs. The Micro800 simulator is bundled with Connected Components Workbench since version 12. In this video, we’ll show you how to use Allen Bradley’s Micro800 simulator. You’ll learn how to download a project to the Micro800 simulator, how to simulate inputs for testing, and understand the limitations of the Micro800 simulator. @RockwellautomationInc ============================= Check out the courses mentioned in the video: PLC Programming from Scratch course series: https://www.realpars.com/skillpaths/plc-programming?*=plc+programming+from+scratch PLC Programming from Scratch 1: https://www.realpars.com/courses/plc-programming-from-scratch-1 PLC Programming from Scratch 2: https://www.realpars.com/courses/plc-programming-from-scratch-2 PLC Programming from Scratch 3: https://www.realpars.com/courses/plc-programming-from-scratch-3 PLC Programming from Scratch 4: https://www.realpars.com/courses/plc-programming-from-scratch-4 ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/logix-designer-sdk http://www.realpars.com/blog/studio-5000-logix-emulate https://www.realpars.com/blog/micro800-simulator-factory-io ============================= TWEET THIS VIDEO: https://ctt.ac/13ed3 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #AllenBradley #industrialautomation #RealPars

s_Z7EHnrryQ | 21 Apr 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/logix-designer-sdk ⌚Timestamps: 00:00 - Intro 01:23 - What is an SDK? 02:25 - Example workflow 03:46 - Result 04:34 - Wrap-Up Engineers are highly valuable resources, and their time shouldn’t be spent on repetitive tasks. In this video, we’ll show you how the Logix Designer SDK can help automate those tasks within Studio 5000 Logix Designer. We begin by explaining what an SDK is and how the Studio 5000 Logix Designer SDK includes an API and documentation to help developers automate common tasks. Then, using Visual Studio, we demonstrate an example application that uses the Logix Designer SDK to automate the process of upgrading a project and performing regression tests to ensure the project still works after the update. This automation reduces repetitive work, ensures consistency, and frees up engineers to focus on more valuable projects. The Logix Designer SDK is a new tool, and we’d love to hear what you’re doing with it. Let us know in the comments if you’re using the Logix Designer SDK and how you’re using it. @RockwellautomationInc ============================= Check out the course mentioned in the video: Learn How to Program Allen Bradley PLCs Using Studio 5000: https://www.realpars.com/courses/introduction-to-allen-bradley-plcs ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: http://www.realpars.com/blog/studio-5000-logix-emulate https://www.realpars.com/blog/micro800-simulator-factory-io https://www.realpars.com/blog/common-bit-instructions ============================= TWEET THIS VIDEO: https://ctt.ac/64k8c ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #plcprogramming #RockwellAutomation #RealPars

EakKoMtHhhE | 14 Apr 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: http://www.realpars.com/blog/studio-5000-logix-emulate ⌚Timestamps: 00:00 - Intro 01:16 - Studio 5000 Logix Emulate 02:07 - Set up Studio 5000 Logix Emulate 03:36 - Testing with Studio 5000 Logix Emulate 05:21 - Wrap-Up The most common Studio 5000 module used in the industry is Logix Designer. This module is used to configure and program the Allen Bradley Logix 5000 family of PLCs, including CompactLogix and ControlLogix PLCs. Another useful module is Logix Emulate. You will learn what Studio 5000 Logix Emulate is and how you can use it to test your Logix Designer projects. @RockwellautomationInc ============================= And if you want to learn more, here’s a list of the courses we mentioned in this video: Course #1: Learn Logix 1: The Logix 5000 Product Line https://www.realpars.com/courses/learn-logix-1-logix5000 Course #2: Learn Logix 2: A Complete Guide to CompactLogix Systems https://www.realpars.com/courses/learn-logix-compactlogix-plc-family Course #3: Learn Logix 3: A Complete Guide to ControlLogix Systems https://www.realpars.com/courses/learn-logix-3-controllogix-guide Course #4: Learn Logix 4: Basic PLC Programming with Studio 5000 Logix Designer https://www.realpars.com/courses/learn-logix-4-plc-programming-studio-5000 ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/micro800-simulator-factory-io https://www.realpars.com/blog/common-bit-instructions https://www.realpars.com/blog/change-unit-height-via-plc ============================= TWEET THIS VIDEO: https://ctt.ac/IC7Ja ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #allenbradley #plcprogramming

OZscJ_O0bps | 07 Apr 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/micro800-simulator-factory-io ⌚Timestamps: 00:00 - Intro 00:35 - Micro800 Simulator 01:31 - Factory IO 02:18 - Set up Factory IO 03:38 - Set up Connected Components Workbench 04:27 - Set up the simulator 04:54 - Finish configuring Factory IO 05:52 - Wrap-Up This video shows you how to connect the Micro800 Simulator to Factory IO and test your PLC code using 3D factory simulation software. It explains how to set up the simulator with Connected Components Workbench, declare the necessary variables, and configure Factory IO to test your PLC programs. @RockwellautomationInc ============================= PLC Programming from Scratch course series: https://www.realpars.com/courses?*=PLC+Programming+from+Scratch PLC Programming from Scratch 1: https://www.realpars.com/courses/plc-programming-from-scratch-1 PLC Programming from Scratch 2: https://www.realpars.com/courses/plc-programming-from-scratch-2 PLC Programming from Scratch 3: https://www.realpars.com/courses/plc-programming-from-scratch-3 PLC Programming from Scratch 4: https://www.realpars.com/courses/plc-programming-from-scratch-4 ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/common-bit-instructions https://www.realpars.com/blog/change-unit-height-via-plc https://www.realpars.com/blog/plc-digital-io-troubleshooting ============================= TWEET THIS VIDEO: https://ctt.ac/o05Lc ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #factoryio #RealPars #plcprogramming

f48AqqwPj8E | 31 Mar 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/common-bit-instructions ⌚Timestamps: 00:00 - Intro 01:22 - Principles of Ladder Diagram 03:12 - Direct Contact 03:43 - Reverse Contact 04:18 - Direct Coil 04:53 - Putting it together 05:35 - Wrap-Up This video introduces the most common instructions of the Ladder Diagram programming language using Connected Components Workbench for Allen-Bradley Micro800 PLCs. It explains the use of Direct Contact, Reverse Contact, and Direct Coil instructions. The video shows how these instructions combine to create a seal-in circuit that controls motor operation. @RockwellautomationInc ============================= PLC Programming from Scratch course series: https://www.realpars.com/courses?*=PLC+Programming+from+Scratch PLC Programming from Scratch 1: https://www.realpars.com/courses/plc-programming-from-scratch-1 PLC Programming from Scratch 2: https://www.realpars.com/courses/plc-programming-from-scratch-2 PLC Programming from Scratch 3: https://www.realpars.com/courses/plc-programming-from-scratch-3 PLC Programming from Scratch 4: https://www.realpars.com/courses/plc-programming-from-scratch-4 ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/change-unit-height-via-plc https://www.realpars.com/blog/plc-digital-io-troubleshooting https://www.realpars.com/blog/manufacturing-reshoring-usa ============================= TWEET THIS VIDEO: https://ctt.ac/a07jp ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #plcprogramming #RealPars #ladderdiagram

HdpkWoW6OMw | 24 Mar 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/change-unit-height-via-plc ⌚Timestamps: 00:00 - Intro 01:37 - Create a program 06:52 - Test the program 07:57 - Upload the program to Roboguide 08:42 - Run the program 09:19 - Summary This video shows how to modify a unit load's height using a PLC with the PTSETVAR function on PalletTool Turbo II. It covers configuring the program, setting up variable parameters, and running the program with a numeric register to dynamically adjust the unit load height. @FANUCAmericaCorporation ============================= Fanuc Robot Training 9: Advanced Pallet Data Techniques: https://www.realpars.com/courses/fanuc-robot-pallet-data Fanuc Robot Training course series: https://www.realpars.com/courses?brand=Fanuc Robotics Skill Path: https://www.realpars.com/skillpaths/robotics ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/plc-digital-io-troubleshooting https://www.realpars.com/blog/manufacturing-reshoring-usa https://www.realpars.com/blog/realpars-training ============================= TWEET THIS VIDEO: https://ctt.ac/HmN5c ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #fanucrobotics #robotics #RealPars

EOHVAhCudAM | 21 Mar 2025
With the RealPars course map, you’ll always know what to learn after completing a course. Just check the course map to see your next step based on your learning goal. 📌 Where to find it? - In your RealPars dashboard - In the footer of our website Not sure which course to start with? The course finder in your dashboard can help You. Check out how it works here: https://youtu.be/xkNPM-FHTzo ▶ Log in and check out the course map now: https://learn.realpars.com/users/sign_in ▶ Not a member yet? Join RealPars today and start learning: https://www.realpars.com/individual-pricing

xkNPM-FHTzo | 20 Mar 2025
Not sure which RealPars course to start with? Try the course finder It’s a simple tool that helps you find the best course based on your learning goal. You can select what you want to learn, your preferred skill path, platform, and skill level and we’ll show you the perfect starting point. Once you finish a course, you can use the course map to see what to learn next. No more guessing just straightforward learning🎯 ▶ Log in to your RealPars dashboard to try it now: https://learn.realpars.com/users/sign_in ▶ Not a member yet? Join RealPars today and get access to 100+ automation courses: https://www.realpars.com/individual-pricing

rYv9wCbw5NQ | 17 Mar 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/plc-digital-io-troubleshooting ⌚Timestamps: 00:00 - Intro 01:25 - Understanding digital and analog I/O 02:27 - Troubleshooting an input circuit 07:22 - Troubleshooting the output side 10:28 - Wrap-Up This video explains how to interpret PLC LED status indicators for digital inputs and outputs and how to perform troubleshooting tests using a Digital Multimeter. You will learn how to test an input circuit containing a PBNC or Push Button normally closed switch connected to an input of an Allen Bradley 1756-IB16 Sinking digital input module. It also explains an example of a fault condition of PLC's output side, containing a lamp connected to the output of an Allen Bradley 1756-OB16D digital Sourcing output module. ============================= Course Mentioned in Video: PLC Hardware Fundamentals: Power, I/O Modules & Signals: https://www.realpars.com/courses/plc-hardware-fundamentals ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/manufacturing-reshoring-usa https://www.realpars.com/blog/realpars-training https://www.realpars.com/blog/automation-engineering-careers ============================= TWEET THIS VIDEO: https://ctt.ac/RhEgx ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #allenbradley #PLCtroubleshooting

4w27JVfe4No | 10 Mar 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full article here: https://www.realpars.com/blog/manufacturing-reshoring-usa ⌚Timestamps: 00:00 - Intro 02:50 - Automation: The key to reshoring success 04:58 - Overcoming reshoring challenges 06:09 - Steps to make your factory reshoring-ready 08:10 - Conclusion: A new Era for U.S. manufacturing This video explains why many companies are moving their manufacturing back to the U.S. It shows how reshoring and automation techniques help factories operate more efficiently and lower costs. By keeping production in the USA, companies can reduce delays, cut downtime, and strengthen supply chains. The video also discusses challenges such as high startup costs and the need for additional training. ============================= Resources mentioned in the video: Is Your Factory Reshoring-Ready? A Free Step-by-Step Automation Guide: https://learn.realpars.com/products/digital_downloads/factory-reshoring-automation-guide RealPars Courses: http://realpars.com/courses Robotics Skill Path: https://www.realpars.com/skillpaths/robotics Industrial IoT Skill Path: https://www.realpars.com/skillpaths/industrial-iot ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/realpars-training https://www.realpars.com/blog/automation-engineering-careers https://www.realpars.com/blog/digital-multimeter-basics ============================= TWEET THIS VIDEO: https://ctt.ac/2bgiL ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #usmanufacturing #artificialintelligence #RealPars

D44e6X1gHkc | 04 Mar 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full post here: https://www.realpars.com/blog/realpars-training ⌚Timestamps: 00:00 - Intro 00:26 - The Value of Training 02:05- Issues with Traditional Training 02:53 - RealPars Business 05:34 - Wrap-Up RealPars is a modern training platform that gives employees access to training on demand. Using RealPars, maintenance teams can access high-quality content covering a range of topics, brands, and technologies whenever they have time. By training your maintenance team with RealPars Business, you can Lower your training costs and manage your team’s learning through a single dashboard to Improve productivity at your plant by ensuring that your team has the skills they need to work effectively. ============================= CODESYS 1: Introduction to PLC Programming in the CODESYS series: https://www.realpars.com/courses/codesys-1-introduction-to-plc-programming PLCnext Ladder Logic Programming for Beginners: https://www.realpars.com/courses/plcnext-ladder-logic-course IO-Link Essentials: Accelerating Towards Industry 4.0: https://www.realpars.com/courses/io-link-essentials-industry-4-0 ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/automation-engineering-careers https://www.realpars.com/blog/digital-multimeter-basics https://www.realpars.com/blog/servo-gripper-setup ============================= TWEET THIS VIDEO: https://ctt.ac/rnuj5 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #industrialautomation #maintenanceengineering

zlY6MttM5aU | 25 Feb 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full post here: https://www.realpars.com/blog/automation-engineering-careers ⌚Timestamps: 00:00 - Introduction 02:52 - Industrial Automation Engineer 04:16 - Automation Project Engineer 05:32 - Robotics Process Automation Specialists 06:47 - AI & Machine Learning Specialist 08:09 - Building Automation Engineer 09:29 - Summary Automation engineering is a diverse field with many opportunities arising for 2025 and beyond. For those who are willing to upskill their capabilities, there are numerous opportunities to be at the forefront of exciting developments in Industrial Automation, Automation Project Management, Robotics, Artificial Intelligence, and Building Automation. ============================= ▶ Courses Mentioned in Video: MELSOFT VIXIO: AI-Powered Visual Inspection Software for Industrial Automation: https://www.realpars.com/courses/melsoft-vixio-ai-inspection ▶ Skill paths mentioned in this video: PLC Programming: https://www.realpars.com/courses?learning=PLC+Programming HMI Design: https://www.realpars.com/courses?learning=HMI+Design SCADA: https://www.realpars.com/courses?learning=SCADA Industrial IoT: https://www.realpars.com/courses?learning=Industrial+IoT ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/digital-multimeter-basics https://www.realpars.com/blog/servo-gripper-setup https://www.realpars.com/blog/update-plc-firmware ============================= TWEET THIS VIDEO: https://ctt.ac/4t6Mf ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #automationengineering #AIcareers #RealPars

4d2j9T-YndU | 17 Feb 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full post here: https://www.realpars.com/blog/digital-multimeter-basics ⌚Timestamps: 00:00 - Intro 01:03 - Overview of the Fluke 87V 01:49 - Voltage measurement 04:49 - Troubleshooting Problems 06:15 - Current measurement 07:47 - Resistance measurement 09:29 - Summary This video explains how to use a digital multimeter. You’ll learn how to measure voltage, current, and resistance using a Fluke 87V multimeter. The video explains why high input impedance is necessary for accurate voltage readings and how to connect the meter correctly to avoid errors. It also covers how to safely measure current by connecting the meter in series and demonstrates the proper use of the resistance function by isolating the device under test. @fluke ============================= Courses Mentioned in Video: Industrial Electrical Maintenance Essentials 1: Safety, Inspection & Repair: https://www.realpars.com/courses/industrial-electrical-maintenance-essentials Industrial Electrical Maintenance 2: Electromechanical and Semiconductors Essentials: https://www.realpars.com/courses/industrial-electrical-maintenance-2 ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/servo-gripper-setup https://www.realpars.com/blog/update-plc-firmware https://www.realpars.com/blog/starlink ============================= TWEET THIS VIDEO: https://ctt.ac/U0d70 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #digitalmultimeter #RealPars #multimeter

0F7eMgeAV7g | 10 Feb 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full post here: https://www.realpars.com/blog/servo-gripper-setup ⌚Timestamps: 00:00 - Intro 00:48 - PalletPro configuration for servo gripper 02:16 - Configuring servo gripper parameters 04:17 - Robot integration and testing with servo gripper 06:54 - Wrap-Up This video explains how to set up a servo gripper in PalletPro using clear and simple steps. You'll learn how to add the R675 Servo Tool and set the necessary parameters, such as motor controls, speed settings, and axis configurations. You'll also learn how to choose the correct gripper type and fine-tune its settings, such as jaw thickness and release margin. After integrating the servo gripper with your Fanuc robot, you'll test it in a simulation environment. @FANUCAmericaCorporation ============================= And if you want to learn more, here’s a list of the courses we mentioned in this video: Fanuc Robot Training 6: Mastering Pallet Patterns: https://www.realpars.com/courses/fanuc-robot-palletizing Fanuc Robot Training 10: Advanced Bag Palletizing: https://www.realpars.com/courses/fanuc-robot-bag-palletizing Robotics Skill Path: https://www.realpars.com/courses?learning=Robotics Fanuc Robot Training course series: https://www.realpars.com/courses?brand=Fanuc ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/update-plc-firmware https://www.realpars.com/blog/starlink https://www.realpars.com/blog/mixed-load-palletizing ============================= TWEET THIS VIDEO: https://ctt.ac/dZbV7 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #robotics #RealPars #fanucrobotics

QtT2WuLLs3c | 03 Feb 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full post here: https://www.realpars.com/blog/update-plc-firmware ⌚Timestamps: 00:16 - Intro 01:40 - Download firmware 03:21 - Flash firmware 05:18 - Wrap-Up A PLC’s firmware is the software that provides basic machine instructions that allow the hardware to function and communicate with other software running on a device. You’ll learn how to download firmware for a Logix 5000 PLC and update a PLC’s firmware using ControlFLASH. @RockwellautomationInc ============================= And if you want to learn more, here’s a list of the courses we mentioned in this video: Course #1: Learn Logix 1 - The Logix 5000 Product Line https://www.realpars.com/courses/learn-logix-1-logix5000 Course #2: Learn Logix 2 - A Complete Guide to CompactLogixSystems https://www.realpars.com/courses/learn-logix-compactlogix-plc-family Course #3: Learn Logix 3 - A Complete Guide to ControlLogix Systems https://www.realpars.com/courses/learn-logix-3-controllogix-guide ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/starlink https://www.realpars.com/blog/mixed-load-palletizing https://www.realpars.com/blog/industrial-calibration ============================= TWEET THIS VIDEO: https://ctt.ac/W3d9u ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #allenbradley #firmware #plcprogramming #RealPars

6IZvmht0aik | 27 Jan 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full post here: https://www.realpars.com/blog/starlink ⌚Timestamps: 00:00 - Intro 00:29 - Starlink network 01:37 - How Starlink works 03:33 - Starlink satellites’ speed and coverage 05:18 - Ground stations 05:41 - Starlink satellites vs. Traditional satellites 07:32 - Wrap-Up Starlink is the new internet from space by @SpaceX. Watch this video to learn how it works. In this video, @Shahpour explains the different parts of a Starlink network and how they all work together. The video is so simple, even your grandma could easily understand it. :) ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/mixed-load-palletizing https://www.realpars.com/blog/industrial-calibration https://www.realpars.com/blog/linear-rails-with-fanuc-robots ============================= TWEET THIS VIDEO: https://ctt.ac/EQbV1 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #starlink #starlinksatellite

E-Co3xew3lQ | 20 Jan 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full post here: https://www.realpars.com/blog/mixed-load-palletizing ⌚Timestamps: 00:00 - Intro 01:32 - Adding unit loads 03:16 - Configuring simple mixed layers 06:18 - Advanced mixed layer setup techniques 07:56 - Conclusion In this video, you'll learn how to set up and operate mixed-load palletizing using Fanuc robots. We'll show you how to create unit loads, configure mixed layers, and run simulations with PalletPro. @FANUCEurope ============================= Fanuc Robot Training course series: https://www.realpars.com/courses?brand=Fanuc Robotics Skill Path: https://www.realpars.com/courses?learning=Robotics ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: ttps://www.realpars.com/blog/industrial-calibration https://www.realpars.com/blog/linear-rails-with-fanuc-robots https://www.realpars.com/blog/applications-of-edge-and-cloud ============================= TWEET THIS VIDEO: https://ctt.ac/CpTi1 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #fanucrobotics #palletizing #robotics #RealPars

gjdBYcTsfFE | 13 Jan 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full post here: https://www.realpars.com/blog/industrial-calibration ⌚Timestamps: 00:14 Intro 01:16 Calibration and adjustment 03:47 Field calibration 06:17 Laboratory calibration 08:06 Wrap - Up Calibration involves applying a known standard to the device input and checking the output to ensure it matches the expected values. During field calibration, this process often utilizes sensors simulated by process calibrators from manufacturers like Fluke, Ametek, WIKA, or Druck. If field calibration does not meet the required precision or industry-standard compliance, laboratory or factory calibration is then performed. @endresshauser ============================= Temperature Transmitters: Calibration, Principles & Industry Applications: https://www.realpars.com/courses/temperature-transmitter Master RTDs: Understand, Implement & Maintain: https://www.realpars.com/courses/introduction-to-rtd industrial sensors Skill path: https://www.realpars.com/courses?learning=Industrial+Sensors ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/linear-rails-with-fanuc-robots https://www.realpars.com/blog/applications-of-edge-and-cloud https://www.realpars.com/blog/pid-controller-applications ============================= TWEET THIS VIDEO: https://ctt.ac/99G1a ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #calibration #RealPars #rtd

0nZcgefU1cw | 07 Jan 2025
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full post here: https://www.realpars.com/blog/linear-rails-with-fanuc-robots ⌚Timestamps: 00:00 Intro 00:42 Creating a new robot cell 02:26 Adding rail components to robot setup 03:42 Jogging the robot 05:14 Pallet station configuration 07:27 Configuring infeed stations 16:48 Change the pallet system 17:52 Summary This video shows you how to integrate a linear rail with a Fanuc palletizing robot using Roboguide software, including how to set up six pallet stations for handling multiple unit loads. Learn how to create a new robot cell, add rail components, and configure infeed stations to manage your robotic palletizing systems. @FANUCEurope ============================= Fanuc Robot Training course series: https://www.realpars.com/courses?brand=Fanuc Robotics Skill Path: https://www.realpars.com/courses?learning=Robotics ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/applications-of-edge-and-cloud https://www.realpars.com/blog/pid-controller-applications http://realpars.com/blog/cloud-computing ============================= TWEET THIS VIDEO: https://ctt.ac/uk1g6 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #Fanuc #robotics #RealPars

znmjPpwiqeE | 30 Dec 2024
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full post here: https://www.realpars.com/blog/applications-of-edge-and-cloud ⌚Timestamps: 00:00 Intro 02:53 What is edge computing? 04:27 What is industrial cloud computing? 05:09 Integration of edge and cloud for automation 05:56 A practical example 08:03 Challenges and solutions 08:55 Future trends and innovations 10:11 Conclusion Let’s see how edge and cloud computing work seamlessly together to improve manufacturing processes, support real-time decision-making, and ensure security. Learn about their roles, the challenges they address, and the future trends that could shape the industrial landscape. This video also includes a practical example of how edge devices and cloud platforms collaborate for efficient and secure operations. ============================= Internet of Things (IoT): Learn the Basics: https://www.realpars.com/courses/internet-of-things-iot IIoT Fundamentals: Smart Sensors & Actuators in Automation: https://www.realpars.com/courses/iiot-sensors-actuators IoT Basics: Introduction to Industrial Applications: https://www.realpars.com/courses/iot-basics Industrial IoT Skill Path: https://www.realpars.com/courses?learning=Industrial+IoT ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/pid-controller-applications http://realpars.com/blog/cloud-computing https://www.realpars.com/blog/allen-bradley-plc-troubleshooting ============================= TWEET THIS VIDEO: https://ctt.ac/QaRUr ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #cloudcomputing #edgecomputing #iiot

LMXlPasYYtE | 23 Dec 2024
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full post here: https://www.realpars.com/blog/pid-controller-applications ⌚Timestamps: 00:00 - Intro 00:28 - What is a PID controller? 01:04 - Car temperature example 02:48 - Evolution of PID controllers 03:39 - PLCs and DCS control systems 06:17 - Applications and tuning of PID controllers 08:27 - Other control methods A PID Controller's purpose is to maintain a process variable at a desired setpoint automatically. a process variable is constantly being measured and compared against a desired setpoint, Suppose a difference exists between the measured value and the desired setpoint value. In that case, corrective action will occur on a manipulated variable to bring the process variable closer to the set point. ============================= If you want to learn more about PID controllers, make sure to check out the current courses: https://www.realpars.com/courses/pid-controller https://www.realpars.com/courses/how-to-configure-a-pid-controller-in-tia-portal ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: http://realpars.com/blog/cloud-computing https://www.realpars.com/blog/allen-bradley-plc-troubleshooting https://www.realpars.com/blog/node-red-use-cases ============================= TWEET THIS VIDEO: https://ctt.ac/bcLPR ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #PID #pidcontroller #RealPars #indutrialautomation

JIwBEJ3HBYw | 16 Dec 2024
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full post here: http://realpars.com/blog/cloud-computing ⌚Timestamps: 00:00 - Intro 01:12 - What is cloud computing? 03:28 - Cloud computing in Industry 4.0 06:03 - Cloud computing providers 06:53 - Wrap-Up Cloud computing lets you use powerful computers over the internet to store information and perform tasks, so you don’t need to rely on your own computer’s hardware, manage physical servers, or run software applications locally. Cloud computing is also used in the Industrial IoT. It enables smart sensors and machines to connect, share, and process data in real time, making it invaluable in manufacturing and automation. ============================= Want to learn more about programming Omron PLCs: https://www.realpars.com/courses?brand=Omron ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/allen-bradley-plc-troubleshooting https://www.realpars.com/blog/node-red-use-cases https://www.realpars.com/blog/fanuc-palletizing-robot ============================= TWEET THIS VIDEO: https://ctt.ac/Qg_R2 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #cloudcomputing #RealPars #predictivemaintenance

3TnhGy_6plA | 09 Dec 2024
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full post here: https://www.realpars.com/blog/allen-bradley-plc-troubleshooting ⌚Timestamps: 00:00 - Intro 01:26 - Autobrowse 02:38 - IP Address 03:43 - Network driver 04:15 - Device icons 06:05 - Conclusion With Allen Bradley PLC systems, you use RSLinx Classic or FactoryTalk Linx to communicate with a PLC. These products let you configure communication drivers that enable data exchange between a computer and a PLC. The most common issues that people face when trying to connect to a PLC are that they cannot find the PLC or cannot communicate with the PLC over an EtherNet/IP driver. You’ll learn some common troubleshooting steps that you can use when communication does not go smoothly. ============================= If you’d like to learn more about programming Logix 5000 PLCs, check our Learn Logix courses: https://www.realpars.com/courses?*=Learn+Logix+ How to Set the IP Address of your Computer: https://www.youtube.com/watch?v=YF5wmkhTHR4&t=155s ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/node-red-use-cases https://www.realpars.com/blog/fanuc-palletizing-robot https://www.realpars.com/blog/wincc-project ============================= TWEET THIS VIDEO: https://ctt.ac/e86d2 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #AllenBradley #PLC_Communication
VkVYl_HYwEY | 02 Dec 2024
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full post here: https://www.realpars.com/blog/node-red-use-cases ⌚Timestamps: 00:00 Intro 00:56 Community Survey 01:21 Usage capacity 02:16 Professional roles 03:21 Industry use 04:15 Application areas 04:39 Deployment environments 06:37 Messaging technologies 06:37 Conclusion Node-RED is a graphical programming tool widely used for Industrial IoT applications. In this video, we review the results of the 2023 Node-RED community survey. You’ll learn who uses Node-RED, what they’re building with it, and its applications in manufacturing and industrial automation. The survey results highlight its professional use cases, deployment environments, and key industries that use Node-RED. @WAGO_Germany ============================= If you want to learn more about how to build IIoT applications with Node-RED, then check out our course Node-RED with WAGO PLCs: https://www.realpars.com/courses/node-red-wago-plcs Why Is Node-RED Used for PLC IIoT Applications? https://www.realpars.com/blog/node-red-iiot-applications ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/fanuc-palletizing-robot https://www.realpars.com/blog/wincc-project https://www.realpars.com/blog/node-red-iiot-applications ============================= TWEET THIS VIDEO: https://ctt.ac/3sif1 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #wago #manufacturingindustry #nodered #RealPars
A782BSKBnco | 30 Nov 2024
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full post here: https://www.realpars.com/blog/fanuc-palletizing-robot ⌚Timestamps: 00:00 Intro 00:31 Change the Layers 03:39 What is an alternative infeed? 04:27 Alternative infeed in PalletPro 06:10 Improving palletizing with multiple infeeds 08:06 Configuring infeeds for limited space 09:06 Conclusion In this video, we’ll talk about Fanuc palletizing robots and how to configure them using ROBOGUIDE software through PalletPro. You’ll learn how to adjust unit loads, layers, and unit heights for real-world automation needs. Plus, we’ll cover alternate infeed setups to optimize workflows, even in tight spaces. We’ll also explain solutions for common challenges, like handling mixed loads. @FANUCAmericaCorporation ============================= Fanuc Robot Palletizing 6: Tools, Patterns & Adjustments: https://www.realpars.com/courses/fanuc-robot-palletizing Fanuc Robot Training course series: https://www.realpars.com/courses?brand=Fanuc ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/wincc-project https://www.realpars.com/blog/node-red-iiot-applications https://www.realpars.com/blog/edge-computing ============================= TWEET THIS VIDEO: https://ctt.ac/4FX62 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #fanuc #robot #palletizing

7jw0IZ0AMNI | 25 Nov 2024
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full post here: https://www.realpars.com/blog/wincc-project ⌚Timestamps: 00:14 Introduction to WinCC 00:45 Installation and system requirements 02:30 Creating a new WinCC project 03:38 WinCC interface overview 05:10 Configuring communication 05:33 Defining tags and variables 06:30 Designing basic HMI screens 07:43 Saving and backing up the project 08:03 Summary Learn how to set up your first Siemens WinCC project using the TIA Portal. This video takes you through the main steps, from installation to creating interactive HMI screens. Follow step-by-step instructions to configure communication with PLCs, define tags, and build a simple HMI screen. ============================= HMI Design Skill Path: https://www.realpars.com/courses?learning=HMI+Design WinCC MADE EASY: Program Siemens HMIs by Building Real World Applications: https://www.realpars.com/courses/wincc-made-easy-program-siemens-hmis-by-building-real-world-applications PLCnext eHMI Design: Create & Optimize Interfaces: https://www.realpars.com/courses/plcnext-ehmi-interface-design Real-World Example of HMI Panel Application: https://www.realpars.com/courses/hmi-panel-tia-scl-example High-Performance HMI Design Principles and Best Practices: https://www.realpars.com/courses/hmi-design-best-practices CODESYS 2: Introduction to Visualization: https://www.realpars.com/courses/codesys2-visualization-intro CODESYS 3: Deploy and Test Visualizations: https://www.realpars.com/courses/codesys-3-deploy-test-visualizations Building PCS7 Graphics Using WinCC: https://www.realpars.com/courses/building-pcs7-graphics-using-wincc ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/node-red-iiot-applications https://www.realpars.com/blog/edge-computing https://www.realpars.com/blog/wincc-basics ============================= TWEET THIS VIDEO: https://ctt.ac/e3FkG ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #wincc #hmi #RealPars

l3OF4Ju-mCk | 11 Nov 2024
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full post here: https://www.realpars.com/blog/node-red-iiot-applications ⌚Timestamps: 00:00 - Intro 01:09 - What is Node-RED? 02:39 - Node-RED Nodes 03:42 - Programming in Node-RED 05:24 - Conclusion Node-RED is an open-source tool designed to help engineers quickly connect devices, APIs, and cloud services. In this video, we'll demonstrate how Node-RED simplifies the development of IIoT applications for PLCs using its low-code, flow-based programming environment. With its drag-and-drop interface, Node-RED allows users to create IIoT applications easily, even without extensive programming knowledge. For example, you can use WAGO nodes in Node-RED to read data from a WAGO CC100 PLC and send it to the cloud, or write data back to the PLC. @WAGO_Germany ============================= If you are interested in learning more about how to build Node-RED applications then we suggest you check out our course Node-RED with WAGO PLCs: https://www.realpars.com/courses/node-red-wago-plcs ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/edge-computing https://www.realpars.com/blog/wincc-basics https://www.realpars.com/blog/single-pair-ethernet-advantages ============================= TWEET THIS VIDEO: https://ctt.ac/9IqJ7 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #iiot #nodered #industrialautomation #RealPars #iot

qn6GDlMgoPA | 05 Nov 2024
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full post here: https://www.realpars.com/blog/edge-computing ⌚Timestamps: 00:00 - Intro 00:52 - Edge computing vs. Cloud computing 02:19 - Edge Devices 03:34 - Phoenix Contact EPC 1522 05:08 - EPC 1522 in action 07:37 - Wrap-Up Edge computing changes the way data is processed in industrial settings by handling it close to the source instead of sending it to a central server. This allows for quicker responses and actions, which are essential for IIoT and industrial applications that require real-time decisions. Edge devices, including industrial PCs, gateways, and controllers, facilitate these functions by collecting and processing data from sensors and PLCs. ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/wincc-basics https://www.realpars.com/blog/single-pair-ethernet-advantages https://www.realpars.com/blog/factorytalk-linx ============================= TWEET THIS VIDEO: https://ctt.ac/a75H8 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #iiot #edgecomputing #industrialautomation

mdfuOUB1TBc | 28 Oct 2024
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full post here: https://www.realpars.com/blog/wincc-basics ⌚Timestamps: 00:00 - Intro 00:42 - What is WinCC? 02:33 - Key features 04:02 - Components of WinCC 05:40 - Conclusion Siemens WinCC is a powerful SCADA and HMI tool for industrial automation, designed to give operators a visual interface to monitor and control processes. It is integrated into Siemens' Totally Integrated Automation platform, known as TIA Portal. This integration allows WinCC to work seamlessly with other Siemens products, creating a single software solution for both development and monitoring. In this video, we’ll cover WinCC’s key features—like real-time data analysis, advanced graphics, and strong cybersecurity—that make it valuable for Industry 4.0 and IIoT. @Siemens ============================= WinCC MADE EASY: Program Siemens HMIs by Building Real World Applications: https://www.realpars.com/courses/wincc-made-easy-program-siemens-hmis-by-building-real-world-applications ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/single-pair-ethernet-advantages https://www.realpars.com/blog/factorytalk-linx https://www.realpars.com/blog/plc-analog-io ============================= TWEET THIS VIDEO: https://ctt.ac/yHN3i ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #wincc #RealPars #siemens #scada #hmi

5lMqfy4adW4 | 21 Oct 2024
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full post here: https://www.realpars.com/blog/single-pair-ethernet-advantages ⌚Timestamps: 00:00 - Overview of SPE 00:36 - Advantages of Single Pair Ethernet 01:16 - Integration and compatibility 01:43 - Power over Data Lines (PoDL) 02:02 - Time-Sensitive Networking (TSN) 02:23 - Case study – factory automation 02:46 - Case study – building automation In this video, you'll learn how Single-Pair Ethernet or SPE simplifies and enhances factory and building automation. Discover the advantages of using a single twisted pair of wires for data transmission and power delivery. @teconnectivity ============================= Single Pair Ethernet Fundamentals: https://www.realpars.com/courses/single-pair-ethernet-fundamentals Single Pair Ethernet: Real-World Examples & Best Practices: https://www.realpars.com/courses/single-pair-ethernet-applications ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/factorytalk-linx https://www.realpars.com/blog/plc-analog-io https://www.realpars.com/blog/inside-industrial-boiler ============================= TWEET THIS VIDEO: https://ctt.ac/d8Tu9 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #factoryautomation #singlepairethernet #RealPars
0bqrSDUC6vY | 14 Oct 2024
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full post here: https://www.realpars.com/blog/factorytalk-linx ⌚Timestamps: 00:00 - Intro 00:54 -Communication drivers 01:58 - Access FactoryTalk Linx 03:03 - Types of drivers 04:32 - Work with communication drivers 06:01 - Wrap-Up In this video, we’ll focus on configuring communication drivers within FactoryTalk Linx. FactoryTalk Linx is a Live Data Server and communication server developed by Rockwell Automation. It is designed to exchange information between Allen Bradley control systems and Rockwell Automation software like Studio 5000 Logix Designer and FactoryTalk View applications. ============================= Learn how to program Allen Bradley Logix 5000 PLC systems: https://www.realpars.com/courses?*=Learn+Logix Learn how to program Allen Bradley Micro800 PLC systems: https://www.realpars.com/courses?*=PLC+Programming+from+Scratch ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/plc-analog-io https://www.realpars.com/blog/inside-industrial-boiler https://www.realpars.com/blog/single-pair-ethernet-automotive ============================= TWEET THIS VIDEO: https://ctt.ac/nqXDc ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #allenbradley #RealPars #plcprogramming #rockwellautomation

32wE5ypUuec | 07 Oct 2024
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full post here: https://www.realpars.com/blog/plc-analog-io ⌚Timestamps: 00:00 - Introduction 00:43 - What is a digital signal? 01:29 - What is an analog signal? 02:07 - PLC analog input signals 03:09 - Applications of analog input modules 03:41 - Direct sensor connections 04:11 - RTDs and thermocouples 04:47 - Load cells and analog input module 05:14 - PLC analog output modules 06:16 - Wrap-Up In this video, we’ll discuss the different types of analog input and output field devices, along with examples of commonly used analog input and output PLC modules. We’ll also cover analog input modules that can connect directly to a sensor. ============================= Transmitter Basics: https://www.realpars.com/courses/transmitter-basics ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/inside-industrial-boiler https://www.realpars.com/blog/single-pair-ethernet-automotive https://www.realpars.com/blog/ai-machine-vision ============================= TWEET THIS VIDEO: https://ctt.ac/hJBQ6 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #industrialcontrol #plc #plcbasics
nOTXXgMekIk | 30 Sep 2024
▶ Want to learn industrial automation? Go here: http://realpars.com ▶ Want to train your team in industrial automation? Go here: http://realpars.com/business ▶ You can read the full post here: https://www.realpars.com/blog/inside-industrial-boiler ⌚Timestamps: 00:00 - Intro 02:08 - Boiler parts and function 02:19 - Boiler parts and function: Economizer 02:48 - Boiler parts and function: Combustion chamber 03:40 - Boiler parts and function: Steam drum - Water wall 05:11 - Boiler parts and function: Mud drum 05:49 - Boiler parts and function: Superheater 07:48 - Wrap-Up Industrial boilers heat water to create steam for various applications, like in power plants. In this video, we’ll learn about key components of boilers, such as economizers, combustion chambers, steam drums, and superheaters, and how they all contribute to efficient steam production. ============================= Power Generation Essentials From Turbines to Hydroelectricity: https://www.realpars.com/courses/power-generation-essentials ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/single-pair-ethernet-automotive https://www.realpars.com/blog/ai-machine-vision https://www.realpars.com/blog/right-plc-for-process-control ============================= TWEET THIS VIDEO: https://ctt.ac/rc66f ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #automationengineering #boiler #realpars #powergeneration

ZV06EXZYmRo | 23 Sep 2024
▶Want to learn about industrial automation? Go here: https://www.realpars.com/individual-pricing ▶Want to reduce downtime in your business? http://realpars.com/business ▶ You can read the full post here: https://www.realpars.com/blog/single-pair-ethernet-automotive ⌚Timestamps: 00:00 - Intro 00:12 - Ethernet’s role in industrial automation 00:34 - What is Single Pair Ethernet 01:49 - Single Pair Ethernet: Properties and benefits 02:16 - Cables and connectors 02:49 - SPE benefits to automation engineers 03:24 - Single Pair Ethernet: A case study 07:02 - Conclusion Single Pair Ethernet (SPE) uses a single pair of twisted copper wires for data transmission. In this video, we explore its application in automobile control modules, onboard diagnostic systems, and advanced driver assistance systems (ADAS). Find out how Single Pair Ethernet benefits automation engineers. @teconnectivity ============================= Single Pair Ethernet Fundamentals: https://www.realpars.com/courses/single-pair-ethernet-fundamentals Single Pair Ethernet: Real-World Examples & Best Practices: https://www.realpars.com/courses/single-pair-ethernet-applications ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/ai-machine-vision https://www.realpars.com/blog/right-plc-for-process-control https://www.realpars.com/blog/omron-nx5-controller ============================= TWEET THIS VIDEO: https://ctt.ac/d9wHf ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #singlepairethernet #RealPars #automotiveindustry #automationengineering

NGPwaExODXQ | 16 Sep 2024
▶Want to learn about industrial automation? Go here: https://www.realpars.com/individual-pricing ▶Want to train your team in industrial automation? Go here: https://www.realpars.com/pricing-team ▶ You can read the full post here: https://www.realpars.com/blog/ai-machine-vision ⌚Timestamps: 00:00 - Intro 00:28 - Machine Vision 02:14 - AI-Powered Visual Inspection 03:44 - AI-Powered Visual Inspection Use Case - Primary Inspection 05:04 - Wrap-Up Machine vision, in the context of industrial automation, is the process of performing automated visual inspections on parts using cameras and software algorithms. A machine vision system is made up of a camera, inspection software running on a computer, and an interface to a control system. When the control system detects a part, it sends a trigger to the inspection software. The inspection software sends a trigger to the camera. The camera takes a picture of the part and sends it to the inspection software. The software runs an algorithm on the image to determine if the part is good or bad and sends the result to the control system. The control system rejects the part if it is bad. Although machine vision systems are simple to understand, they can be very complex to set up. That’s because, with traditional machine vision systems, the algorithm used to inspect parts is a rule-based algorithm. In a rule-based algorithm, an engineer manually defines the limits that the algorithm uses to determine if a part is good or bad. Rule-based algorithms work well for defects that are easy to define such as dimensions, shapes, and counts. They do not work as well for more abstract defects that require judgment, such as scratches, stains, and contamination. Thanks to advances in computing technology, AI-powered machine vision systems can now be deployed to improve the results of these difficult inspections. Modern visual inspection software like Mitsubishi’s MELSOFT VIXIO lets engineers easily build AI-powered algorithms to detect anomalies on parts without defining limits. To do this, an engineer uploads photos of good parts and uses them to train an AI model. A general rule is that you will use around 100 images to train a model. Once the model is trained on images of good parts, the engineer can validate the model by uploading more photos of good and bad parts and running the algorithm on those parts. After validation, the AI model can be deployed to a production environment and be used to inspect all of the parts on a production line. Without ever being shown what is a bad part or having limits set, the algorithm can consistently and accurately identify bad parts that have difficult-to-define defects like color imperfections and scratches. A very common use of AI-powered visual inspection is for primary inspection of products on a production line. In a primary inspection use case, a machine vision system is used to inspect every part on a production line. Unlike an operator, the machine vision system can inspect thousands of parts per hour in a consistent and reliable way. If the machine vision system detects a defective part, the control system rejects the part from the production line. These rejected parts accumulate in a manual work area where they are double-checked by an operator. If the part is genuinely bad, the operator can triage the part for rework. If the part is a false reject, the operator can add this image to the algorithm's training data to improve its performance and reintroduce the part to the production line. This is a very good solution for manufacturing companies because it limits the amount of manual inspection that is required for a production line, limits the amount of unnecessary scrap material produced, and provides an opportunity to continuously improve the performance of the system. @MitsubishiFAEU ============================= MELSOFT VIXIO: AI-Powered Visual Inspection Software for Industrial Automation: https://www.realpars.com/courses/melsoft-vixio-ai-inspection ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/right-plc-for-process-control https://www.realpars.com/blog/omron-nx5-controller https://www.realpars.com/blog/sinking-and-sourcing-connection ============================= TWEET THIS VIDEO: https://ctt.ac/P4a53 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #automationengineering #ai #smartmanufacturing

lIN7yYY5eDo | 09 Sep 2024
▶Want to learn about industrial automation? Go here: https://www.realpars.com/individual-pricing ▶Want to train your team in industrial automation? Go here: https://www.realpars.com/pricing-team ▶ You can read the full post here: https://www.realpars.com/blog/right-plc-for-process-control ⌚Timestamps: 00:00 - Overview of control systems 01:57 - Focus on process control 03:58 - Criteria for evaluating PLCs 06:15 - Top PLCs for process control: Siemens SIMATIC S7 06:46 - Top PLCs for process control: Allen-Bradley ControlLogix 07:19 - Top PLCs for process control: Mitsubishi MELSEC 07:43 - Top PLCs for process control: Schneider Electric Modicon 08:31 - Real-world examples: Case study 1 09:14 - Real-world examples: Case study 2 09:49 - Real-world examples: Case study 3 10:38 - Conclusion In the world of industrial automation, control systems play a crucial role in ensuring processes run smoothly and efficiently. There are two primary types of control systems: discrete control and process control. Discrete control systems are used to manage specific, distinct events. Think of them as controlling the on-and-off states of machinery. Process control, on the other hand, involves continuous monitoring and regulation of processes to maintain a desired output. Programmable Logic Controllers (PLCs) are the backbone of process control. They are specialized computers used to automate and monitor industrial processes, providing the precision and reliability needed to achieve the goals of process control. PLCs come in many different configurations, with varying capabilities and requirements. First, when choosing a PLC for process control, I need to consider the following criteria. - Performance - Ease of programming - Scalability - Integration - Cost I will highlight four of the top PLCs for Process Control. The Siemens' SIMATIC S7 has been a leading choice in the industry for 30 years, known for its robustness and reliability. Some of its strengths include excellent performance, a high level of modularity and scalability, and broad compatibility with various systems using standard industrial ethernet communication protocols, including OPC-UA. On the downside, an S7 system can be costly and moderately complex to set up and program. Allen-Bradley's ControlLogix is renowned for its user-friendly programming and robust performance. ControlLogix is easy to program, reliable in demanding environments, and provides a wide array of I/O interfaces. ControlLogix, however, generally has a higher processor cost than other systems. Mitsubishi's MELSEC series is a cost-effective PLC option, ideal for small to mid-sized applications. Modicon by Schneider Electric is known for its versatility and strong integration capabilities. Modicon is versatile and scalable and is easily integrated with other systems. Its biggest weakness is its moderate performance capabilities as compared to other top-tier PLCs. A large oil refinery uses multiple Siemens SIMATIC S7 processors and dozens of remote I/O panels to maintain precise control over its refining processes, ensuring product quality and safety for the 10,000 I/O points in the plant. A manufacturing plant utilizes an Allen-Bradley ControlLogix for seamless automation of assembly lines, resulting in increased efficiency and reduced downtime. The plant has integrated ControlLogix PLCs with robotic arms and conveyor systems using its feature-rich motion control capabilities, enabling synchronized operations that significantly boost production rates. A mid-sized food processing facility uses a Mitsubishi MELSEC processor for reliable and cost-effective process control, ensuring consistent product quality. The MELSEC PLCs manage various processes such as mixing, baking, and packaging, with real-time monitoring of its 1500 I/O points to maintain optimal conditions. ============================= PLC programming skill path: https://www.realpars.com/courses?learning=PLC+Programming ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/omron-nx5-controller https://www.realpars.com/blog/sinking-and-sourcing-connection https://www.realpars.com/blog/node-red-mqtt-plcnext ============================= TWEET THIS VIDEO: https://ctt.ac/4FYfp ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #plcbasics #electricalengineering #RealPars

QPnbCf8aafg | 02 Sep 2024
▶Want to learn about industrial automation? Go here: https://www.realpars.com/individual-pricing ▶Want to train your team in industrial automation? Go here: https://www.realpars.com/pricing-team Learn about the collaboration between RealPars and Emerson, the new IoT course focused on smart sensors and actuators in industrial automation, and how it equips learners with valuable knowledge. Upon completion, you'll receive a Certificate of Completion from Emerson—a great way to showcase your new skills. Understand the importance of IoT and Emerson's 'floor to cloud' strategy in advancing automation. Special thanks to @DiscreteAutomation for their contribution! ============================= IIoT Fundamentals: Smart Sensors & Actuators in Automation: https://www.realpars.com/courses/iiot-sensors-actuators ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/omron-nx5-controller https://www.realpars.com/blog/sinking-and-sourcing-connection https://www.realpars.com/blog/node-red-mqtt-plcnext ============================= TWEET THIS VIDEO: https://ctt.ac/0al19 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #iiot #electricalengineering #realpars

AuVG5Vk849c | 19 Aug 2024
▶Want to learn about industrial automation? Go here: https://www.realpars.com/individual-pricing ▶Want to train your team in industrial automation? Go here: https://www.realpars.com/pricing-team ▶ You can read the full post here: https://www.realpars.com/blog/omron-nx5-controller ⌚Timestamps: 00:00 - Intro 00:14 - History 02:31 - NX5 feature1: High-Speed database communication 03:58 - NX5 feature2: Safety 04:49 - NX5 feature3: Automation Playback Omron launched the first machine automation controller “NJ series” in 2011. Two years later, Omron introduced NX I/O modules to provide seamless and flexible I/O expansion options for NJ controllers. These I/O modules support the safety controller NX-SL3 series using FSoE, or Safety over EtherCAT communication. In 2015, Omron introduced the new machine automation controller NX7 Series. The NX7 architecture was based on the Intel® Core™ processor significantly increasing instruction speed. NX7 began to integrate machine learning and artificial intelligence (AI) capabilities, enabling predictive maintenance and data-driven optimization. In 2018, Omron added the new NX1 controller series and the new safety controller NX-SL5 series. The NX-SL5 provides integrated CIP, or Common Industrial Protocol Safety within the NX series. Then along came the NX5 Programmable Automation Controller in April 2023. Enhancements and developments are ongoing but let’s introduce you to the NX5 current features. The NX5 controller offers fast processing speeds enabling quick execution of control programs and efficient handling of complex automation tasks. It supports real-time data handling and connectivity to other systems and devices, including cloud integration and IIoT features. The NX5 is capable of direct connection to an SQL database as a standard feature requiring no extra software or middleware further reducing real-time analysis time. The NX5 also works well with MQTT and OPC UA. The NX5 can collect data from all EtherCAT I/O synchronously and can have up to 4 Ethernet/IP units mounted to it. Each Ethernet/IP unit has two ports. Up to 10 Ethernet/IP networks can be built using the built-in NX5 Ethernet/IP ports alongside expansion Ethernet/IP units. Each Ethernet/IP port is capable of high-speed communication up to 1Gbps. NX5 controllers can integrate safety control functions within the same system, ensuring safe and efficient operation. The NX5 multi-network ability allows production line modules to be controlled as isolated processes that can be shut down without stopping the entire line. Ten separate networks and 254 safety connections are possible. The last new feature we’ll introduce is Automation Playback. This feature combines the power of Sysmac Studio with the NX5 controller to visually collect and playback control behavior data to identify problems that are hard to reproduce. You can record and replay the status of equipment in the event of a short-time or intermittent breakdown. The lead time for identifying the faulty culprit is reduced significantly. You don’t even have to be onsite to identify the fault. Let’s say you are starting up some new equipment using trial and error. There are problems, but the movement is too fast, the change is too subtle, and you can’t see the problem with the human eye. Maybe there are problems caused by machinery hidden under protective covers. Or, it’s a nasty intermittent fault that occurs randomly and you don’t have time to watch until it happens again. You are in a situation where your production line can’t start as equipment acceptance cannot be confirmed. Using a typical system layout, as the ladder logic program is executed, a camera records and stores visual actions in a Hard Disk Drive. Sysmac Studio is used to review the video recording and observe I/O and program operation. @OMRONGlobalChannel ============================= Omron PLC Advanced Skills - NX5 Controllers: https://www.realpars.com/courses/omron-nx5-controllers ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/sinking-and-sourcing-connection https://www.realpars.com/blog/node-red-mqtt-plcnext https://www.realpars.com/blog/transforming-industrial-networks ============================= TWEET THIS VIDEO: https://ctt.ac/0al19 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #industrialsafety #RealPars #Omron

r4lCN5cBR24 | 12 Aug 2024
▶Want to learn about industrial automation? Go here: https://www.realpars.com/individual-pricing ▶Want to train your team in industrial automation? Go here: https://www.realpars.com/pricing-team ▶ You can read the full post here: https://www.realpars.com/blog/sinking-and-sourcing-connection ⌚Timestamps: 00:00 - Intro 01:45 - Sinking Input/Output 02:16 - Sourcing Input/Output 02:44 - Design Considerations 04:23 - Conclusion Powering a circuit requires a voltage source, a load, and a ground. Sinking and sourcing are ways of powering a circuit. Sourcing provides the voltage source for a circuit. Sinking provides the necessary ground for a circuit. The difference between sourcing and sinking is simply the direction of the flow of current. If Device 1 is connected to Device 2 and the current flows from Device 1 to Device 2, then Device 1 is sourcing and Device 2 is sinking. If we flip it and imagine the electrons flowing the other way, then we make Device 2 a source and Device 1 a sink. Why does it matter? The direction of the current flow dictates whether you have a sourcing or sinking, but the actual devices chosen depend on wiring, terminal blocks, and the number of inputs and outputs that might share a common. Also, your PLC card will be specified as either sink or source and must be wired accordingly. This is part of the thought process that design engineers take on when specifying components in a system design. Sinking provides a path to the supply common. Imagine we have a button connected to a PLC sinking input module. When the button is pressed and the contacts are made, the current flows from positive to negative as an input to the PLC. It's a positive signal input, and the supply common is negative. Therefore, it's considered sinking. The sinking output module will have the current flowing into it from the load. It uses NPN transistors for switching. Sourcing provides a path to the supply source. Imagine we have a button connected to a PLC sourcing input module. Compared to the sinking example, the change is in the common and button location. The input to the PLC is still a positive value. The sourcing output module will have the current flowing out of it and into the load. It uses PNP transistors for switching. What does the instrument you are wiring to, require? Instruments may have PNP or NPN transistors in their circuits. “P” stands for positive and “N” stands for negative. Positive and negative refer to the current polarity. This will determine what power sourcing needs to happen. Transistors as opposed to relays, rely on polarity. Many proximity switches have PNP or NPN transistors today. Good design habits require wiring all I/O points with the shared common to either source or sink. This will save time, cabinet space, and terminal blocks. If you wire the circuit as a block the common can be shared and supply more than one sensor. Note that we have been discussing 3-wire sensor circuits and not AC-powered circuits. AC changes polarity naturally. DC uses transistors. Do not use an AC power supply to source a DC source/sink point. Why? DC and AC do not match, and instruments will fault. Along the lines of good practice, it's prevalent to see common as negative (-) as seen in the sinking examples. However, it's not about better, just more common. Most modern PLCs allow the flexibility to wire NPN or PNP but may require doing so as a block, based on a shared “common”. Checking out your PLC common wiring scheme is key if you are troubleshooting or adding to an input/output card. For design, planning ahead will make sure cards, instruments, and commons match. Thus, matching the design to the application is more important than debating over whether PNP (sourcing) is better than NPN (sinking). ============================= Sinking and Sourcing PLC Outputs Explained: https://www.realpars.com/blog/sinking-output PLC Fundamentals - Essentials for Control Systems: https://www.realpars.com/courses/plc-fundamentals PLC Hardware Fundamentals - Power, I/O Modules & Signals: https://www.realpars.com/courses/plc-hardware-fundamentals ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/node-red-mqtt-plcnext https://www.realpars.com/blog/transforming-industrial-networks https://www.realpars.com/blog/motion-control-components ============================= TWEET THIS VIDEO: https://ctt.ac/3e6b2 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #PLC #RealPars #automationengineering #PLCsetup

Hqlot2xC4Ng | 05 Aug 2024
▶Want to learn about industrial automation? Go here: https://www.realpars.com/individual-pricing ▶Want to train your team in industrial automation? Go here: https://www.realpars.com/pricing-team ▶ You can read the full post here: https://www.realpars.com/blog/node-red-mqtt-plcnext ⌚Timestamps: 00:00 - Intro 00:43 - IoT Vs. IIoT 01:49 - Node-RED 03:49 - MQTT 04:53 - Node-RED and MQTT integration 07:11 - Conclusion In this video, we’ll introduce you to the future of manufacturing made possible by the Industrial Internet of Things, or IIoT, and explore some of the tools that will work with and alongside it. Unless you’ve been living under a rock, you’ve probably heard about the Internet of Things or IoT already. The IoT is not new. The IoT has been around for many years, but the term was not made popular until the early 2000s. The first emerging IoT devices were consumer devices such as home thermostats and security systems. So, what’s the difference between the IoT and the IIoT? The big difference is their applications. IoT devices are consumer-focused, while IIoT devices are industry-focused. The IoT refers to a network of physical devices or “things” embedded with sensors, software, and other technologies to connect and exchange data with other devices and systems over the internet. The IIoT is technically part of the IoT but specifically targets industrial applications. It connects machines, sensors, and systems using more robust and secure technologies to improve operational efficiency, safety, and reliability. Let’s go back a few years and introduce you to Node-RED. Node-RED is a visual programming tool developed by IBM for IoT and designed to connect devices and online services. Node-RED is a star player in the IoT world, facilitating the connection and automation of IoT devices. What’s great about Node-RED is that it’s open-source and free for anybody to use. It can be run on many cloud services, such as AWS, Microsoft Azure, and IBM Cloud. With its visual interface, you can quickly build robust applications to automate and monitor your processes. The Node-RED community has grown substantially, and numerous plugins have been developed to extend its functionality. The Node-RED library includes thousands of community-contributed nodes, continually expanding integration with increasing devices and services. In Node-RED, users create flows by connecting nodes on a worksheet representing functions or devices, forming a visual representation of the workflow. Node-RED comes loaded with many standard default nodes for your use. Other nodes that interface with a PLC program can be added and consequently collect data from field devices. For example, nodes can be added to interface with “PLCnext Technology”. We use Node-RED to collect data from field devices connected to a PLC. How can we move this data via the Internet or a cloud-based database? A very popular messaging protocol is Message Queuing Telemetry Transport, or MQTT. Its inherent characteristics make it ideal for IoT devices. MQTT has two primary entities: the broker and the clients. The broker acts as a central hub directing communication between clients. Clients can be devices or applications that send or receive messages. MQTT operates on a publish/subscribe model. An MQTT message consists of a topic and a payload. The payload carries the actual data, while the topic categorizes the message and determines which clients will receive it. MQTT requires the use of a central Broker. MQTT Brokers are available on the internet, including Mosquitto, HiveMQ, CloudMQTT, and many more. So, if we combine Node-RED with MQTT, we get a dynamic team for IIoT solutions. We can set up a system in which sensors, controllers, and monitoring tools all communicate seamlessly. @phoenixcontact1923 ============================= IIoT Essentials: Node-RED & MQTT on PLCnext Technology: https://www.realpars.com/courses/node-red-mqtt-plcnext ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/transforming-industrial-networks https://www.realpars.com/blog/motion-control-components https://www.realpars.com/blog/machine-vision ============================= TWEET THIS VIDEO: https://ctt.ac/s81aM ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #MQTT #IIoT #nodered
PG9zNZ78Etg | 29 Jul 2024
▶Want to learn about industrial automation? Go here: https://www.realpars.com/individual-pricing ▶Want to train your team in industrial automation? Go here: https://www.realpars.com/pricing-team ▶ You can read the full post here: https://www.realpars.com/blog/transforming-industrial-networks ⌚Timestamps: 00:00 - Evolution of Industrial Ethernet 01:04 - Unified Networking Beyond Ethernet Limits 04:34 - The Role of New Technologies in Digitalization 06:07 - Moxa Leading the Way in Industrial Networking 07:43 - Conclusion Ethernet has been adapted into manufacturing, delivering the same benefits as seen in the office: reliability, high-speed communication, large bandwidth, security, and simplified network management. The needs of manufacturing have rapidly outgrown the capabilities of standard Ethernet protocols. Digital transformation, cloud-based data services, high-speed analytics, and the increased need for plant floor security demand better solutions while maintaining traditional benefits. Modern manufacturing networks with multiple protocols, multiple cabling types, and multiple connection types were developed to meet specific vendor needs. This made it impossible to form large unified networks where all sensors, controllers, and other devices could talk seamlessly on a common network. Gateways, linking devices, and protocol converters were required, increasing complexity and overhead and reducing reliability and speed. Moxa, a leading provider of industrial networking, computing, and automation has provided cutting-edge solutions to overcome these challenges and meet the current needs of high-speed, reliable communications in manufacturing. The first transformative technology for modern manufacturing is Single-Pair Ethernet or SPE. SPE is defined by a set of new extensions to standard IEEE 802.3 and describes a new physical layer, providing advances in cabling and connector technology for Ethernet. The second of the major networking advancement is Time-Sensitive Networking. TSN is an extension to the standard IEEE 802. TSN adds critical features to Ethernet that ensure that time-critical data is delivered accurately and on time. Time-sensitive networking brings determinism to industrial networks. All messages communicated between nodes are synchronized according to a set timing structure, guaranteeing the delivery of messages according to a pre-defined schedule with no variability. Digital transformation is the process of using digital technologies and technology at scale to create new or to modify existing business processes, culture, and customer experiences to add value and to meet changing businesses and markets. One version of SPE, defined by standard IEEE 802.3cg, is the Advanced Physical Layer, or Ethernet-APL. Ethernet-APL is fully compatible with all Ethernet protocols. Ethernet-APL operates over a single pair of wires at 10 megabits per second and up to 1000m in length, providing for a streamlined pathway to digitalization and the benefits of a fully “connected plant”. Moxa is a global technology company that specializes in edge connectivity, industrial computing, and network infrastructure solutions. They provide world-class products for new networking technologies such as Time-Sensitive Networking and unified and open standard Ethernet infrastructures. TSN-enabled managed switches, media converters, communication gateways, and wireless gateways from Moxa are excellent ways to bring unified networking to any manufacturing plant. OPC-UA communication solutions can provide seamless integration of plant floor data to the cloud and enterprise-wide IIoT solutions. Time-sensitive networking, Ethernet-APL, and Single-Pair Ethernet are transforming the industrial automation landscape. @moxainc ============================= Unified Networking Essentials with Moxa: Transforming Industrial Connectivity: https://www.realpars.com/courses/moxa-unified-networking-solutionsl ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/motion-control-components https://www.realpars.com/blog/machine-vision https://www.realpars.com/blog/motion-control-commands ============================= TWEET THIS VIDEO: https://ctt.ac/eDew1 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #DigitalTransformation #SPE #RealPars

pg48ozahGw0 | 22 Jul 2024
▶Want to learn about industrial automation? Go here: https://www.realpars.com/individual-pricing ▶Want to train your team in industrial automation? Go here: https://www.realpars.com/pricing-team ▶ You can read the full post here: https://www.realpars.com/blog/motion-control-components ⌚Timestamps: 00:00 - Intro 00:21 - What is motion control? 01:42 - Essential components 02:34 - Actuator 02:59 - Controller 04:11 - Amplifier 04:51 - Feedback device 06:12 - Control loop 06:57 - Summary Motion control refers to the methods used to precisely regulate and control the movement and position of mechanical systems. The two keywords in that statement are “movement” and “position.” In a well-tuned Motion Control system, the actual position must closely follow the target or setpoint position. Motion control is used in the manufacturing industry on CNC machines, assembly lines, and packaging equipment. It is also used in Robotics, where the precise movement of robot arms is required. Aerospace, another field that uses motion control, controls the motion of aircraft components. The four essential components of a motion control system are the controller, driver/amplifier, sensing/feedback devices, and actuator. We base our discussion on a system where we control the position of saw blades on a sawmill conveyor belt to ensure precise and accurate lumber cutting. Actuators convert electrical, hydraulic, or pneumatic energy into mechanical motion. In our sawmill scenario, the actuator must move the saw blades to a precise position relative to the lumber passing through the conveyor. Proportional valves control the movement and speed of actuators such as hydraulic cylinders or motors. The Controller is the Device that examines the difference between our controlled Variable's current state and its desired state. The controller determines what action is to take place and generates an output signal that is a function of the result of this comparison. You can choose motion controllers based on the number of axes, update time, resolution, and the type of motion supported. Can you use the same device for process control and motion control? Several years ago, the answer to that question would have been a “hard no.” Many of today’s controllers are capable of both process and motion control. Vendors like Delta have dedicated motion controllers like the RMC75, which can control two axes. This little beauty has full PID loop control with velocity and acceleration feedforwards. Older traditional PLC controllers cannot offer the precision control available on the Delta controller. The RMC75 requires an additional device, such as the Delta MA1, to provide the drive and amplification needed to move the actuator. Amplifiers convey the amount of current and voltage needed to drive the actuator. In other words, the amplifier receives information from the motion controller and relays it to the actuator through a driver. Vendors such as Omron offer multi-function controllers. The Omron NX5 can be both a process and motion controller while simultaneously controlling up to 64 axes. Feedback devices are sensors that provide information about the moving parts' position, speed, and other parameters. Standard feedback devices include encoders to measure the position and speed of rotating shafts and linear displacement devices such as a magnetostrictive linear displacement transducer or MLDT. A commonly used MLDT in the sawmill industry to determine position and speed is the “Temposonics L-Series Start-Stop”. An MLDT works based on the principle of magnetostriction, which is the property of certain ferromagnetic materials to change their shape or dimensions in a magnetic field. The Temposonics MLDT informs the controller of the saw position. The Controller compares the actual position with the desired Target Position. The controller performs rapid calculations based on preset conditions and provides corrective action to the amplifier. The hydraulic proportional valve moves the saw actuator to the desired position. ============================= Temposonics website: https://www.temposonics.com/ Motion Control skill path: https://www.realpars.com/courses?learning=Motion+Control ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/machine-vision https://www.realpars.com/blog/motion-control-commands https://www.realpars.com/blog/smart-sensors-actuators ============================= TWEET THIS VIDEO: https://ctt.ac/cU90e ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #MotionControl #RealPars #ControlSystem
emPWRQshsXQ | 15 Jul 2024
▶Want to learn about industrial automation? Go here: https://www.realpars.com/individual-pricing ▶Want to train your team in industrial automation? Go here: https://www.realpars.com/pricing-team ▶ You can read the full post here: https://www.realpars.com/blog/machine-vision ⌚Timestamps: 00:00 - Intro 00:45 - What is machine vision? 01:21 - How does a vision system work? 02:39 - Advantages of machine vision systems 04:27 - Wrap-Up Machine vision, in the context of industrial automation, is the use of cameras to perform automated visual inspections on components. Some common applications of machine vision include; - Checking if the dimensions of parts are within specification before assembly, - Checking the position of parts on a conveyor so that a robot can pick them, and - Checking if parts are damaged so that they can be removed from the manufacturing line before value-added processes. To capture images of parts, a machine vision system has a camera and a light source which are mounted over a production line. The camera is connected to an industrial PC, or IPC, that runs specialized inspection software to analyze captured images. The industrial PC is connected to the PLC that is running the production line. When the PLC detects a part underneath the camera, it sends a trigger to the inspection software running on the IPC. The IPC then sends a trigger to the camera. The camera captures an image of the part and sends the image back to the IPC. The machine vision software running on the IPC analyses the image to determine if this is a good or bad part and sends a pass-fail result back to the control system. The control system receives the result and rejects the part from the production line or allows it to continue to the next process. Machine vision systems help manufacturers check the quality of parts on their line in an automated way. The alternative to automated visual inspection with a machine vision system is manual inspection with an operator. Many companies prefer using automated visual inspection over manual inspection because; - Machine vision systems are faster than people. A machine vision system can inspect many parts per second. - Machine vision systems are more reliable than people. A machine vision system doesn’t get distracted or have a bad day so the results of automated inspections are consistent and reliable. - Machine vision systems see more than people. Modern high-resolution cameras can accurately measure and inspect parts to detect minor flaws that people may miss. - Machine vision systems reduce the amount of manual labor companies require. This helps companies to reduce their costs and to mitigate the effects of the labor shortage that many companies are facing. Machine vision systems do not always replace people working on production lines, in many cases, they complement the work of operators. For example, a machine vision system may be used to do a first inspection of all parts on a production line and an operator may be used to inspect all of the rejected parts to confirm that they are really defective. In this case, the machine vision system helps to reduce the operator's workload so that he has more time to do a thorough check on the parts that have been rejected. The machine vision system can even help the operator to do his inspection by providing an image of the rejected part with a heat map highlighting the defective area. @MitsubishiFAEU ============================= If you want to continue learning about machine vision, then you can check out our course MELSOFT VIXIO: AI-Powered Visual Inspection Software for Industrial Automation: https://www.realpars.com/courses/melsoft-vixio-ai-inspection ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/motion-control-commands https://www.realpars.com/blog/smart-sensors-actuators https://www.realpars.com/blog/parts-of-a-plc ============================= TWEET THIS VIDEO: https://ctt.ac/5dhZ9 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #MachineVision #MitsubishiElectric

dR8wYx8_ltw | 08 Jul 2024
▶Want to learn about industrial automation? Go here: https://www.realpars.com/individual-pricing ▶Want to train your team in industrial automation? Go here: https://www.realpars.com/pricing-team ▶ You can read the full post here: https://www.realpars.com/blog/motion-control-commands ⌚Timestamps: 00:00 - Intro 00:28 - Resetting a servo axis 00:54 - Enabling a servo axis 01:24 - Homing a servo axis 02:38 - Moving a servo axis 04:50 - Stopping a servo axis 06:05 - Wrap-Up Understanding the fundamentals of motion control is essential for operating a servo axis efficiently. Regardless of the hardware vendor or software platform you’re using, certain core principles apply universally to controlling a servo axis. Today, we’ll explore these essential pillars and focus on five basic motion commands crucial for operating a servo axis. Most instructions on a servo axis require the drive to be free of any errors. That is why one of the most essential servo axis commands is the reset command. Resetting a servo axis prepares the drive for normal operation by removing any error states or alarms on the drive and by clearing any active commands or setpoints that may interfere with new operations. After an axis has been cleared of any faults, the axis is ready to be energized. Before an axis can execute any type of movement command, it needs to be powered on, or enabled first. After the enable command is activated, the servo axis powers up and prepares itself for motion control. Furthermore, enabling the axis activates position control, causing the axis to start regulating and maintaining its setpoint position. Although the axis might be enabled, it cannot move to a setpoint position until it knows its current position. Here is where the homing command comes into play. Homing a servo axis sets a reference position, a home position in the axis, and ensures accurate and repeatable positioning for subsequent operations. There are various types of homing commands, which also depend on the type of encoder used for your servo axis. Generally speaking, there are two main categories of homing commands: Active and Passive; - Active Homing Commands involve moving the axis toward a home sensor, stopping at it, and setting the reference position at this point. - Passive Homing Commands do not move the axis but instead set the home position at the location where the homing command was initiated. After completing a homing command, the axis accurately knows its position and is ready for the next phase: moving the axis. The main objective of integrating a servo axis in an industrial application is to achieve precise positioning. Positioning an axis involves moving it to a specific location. There are various instructions available for moving a servo axis: - Absolute Move Instruction moves the axis to a specified absolute position. - Relative Move Command moves the axis a specified distance relative to its starting point. - Velocity Command moves the axis at a constant speed. - Jog Command moves the axis in a specific direction as long as the command is being executed. - Superimposed Move Command triggers an additional motion to be overlaid on top of an ongoing movement. Stopping an axis halts its motion, either immediately or in a controlled manner. An immediate stop command abruptly stops the motion by braking the drive as quickly as possible, aiming to prevent any harm to operating personnel. On the other hand, a controlled stop command decelerates the servo axis smoothly, avoiding mechanical stress on the system or overshooting the position. Stopping a servo axis is crucial for system and operator safety, providing a way to halt motion appropriately depending on the situation. ============================= Motion Control Skill Path: https://www.realpars.com/courses?learning=Motion+Control Robotics Skill Path: https://www.realpars.com/courses?learning=Robotics ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/smart-sensors-actuators https://www.realpars.com/blog/parts-of-a-plc https://www.realpars.com/blog/what-is-a-plc ============================= TWEET THIS VIDEO: https://ctt.ac/04q14 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #motioncontrol #servomotor #RealPars

i0_gJFYyb2g | 01 Jul 2024
▶Want to learn about industrial automation? Go here: https://www.realpars.com/individual-pricing ▶Want to train your team in industrial automation? Go here: https://www.realpars.com/pricing-team ▶ You can read the full post here: https://www.realpars.com/blog/smart-sensors-actuators ⌚Timestamps: 00:00 - Intro 00:59 - Introduction to smart sensors and actuators 02:53 - Basics of smart sensors and actuators 04:50 - Future of smart sensors and actuators 05:34 - IIoT The Industrial Internet of Things is enabling a revolution of data and improved operations with opportunities for better control, faster data collection, direct transmission from the plant floor to the cloud, and enhanced diagnostics and analytics. Improved data collection starts with making data available. Smart Sensors and Actuators allow us to gather large numbers of values with high resolution directly from the field device. Smart sensors and actuators are critical components of many advanced technologies, including IIoT devices, industrial automation, robotics, analyzers, and more. A smart sensor is a device that takes input from the physical environment, like a flow or pressure, and uses its built-in computing resources to perform predefined functions upon detection of specific input and then process data before passing it on. Smart actuators are similar in their capabilities to smart sensors. Using similar constructions of digital communications and microprocessor-based data collection and analysis, smart actuators integrate additional capabilities such as control algorithms and communication interfaces. Smart sensors and actuators are important in automation because their enhanced processing capabilities allow the sensor to store its own configuration parameters, scale the input to a specified range or signal level, generate alarms, determine the health of the sensor through diagnostic routines, and provide calculated values, such as totalized flow or average temperature. For example, the Aventics AF2 flow sensor can measure not only the air flow rate but also pressure, temperature, and velocity. This allows for complex variables such as mass flow rate to be calculated by forwarding the sensor data to a computing device on the network in real-time. Manufacturers offer almost all types of sensors as smart sensors, including level sensors, pressure sensors, temperature sensors, proximity sensors, flow sensors, analytical sensors (such as pH and conductivity), and many others. Smart sensors typically utilize digital communication protocols, such as Ethernet, OPC UA, MQTT, or IO-Link to provide fast, efficient, real-time data transfer. A smart sensor also usually includes a microprocessor or microcontroller for data processing. These microprocessors can often run complex algorithms, enabling the sensor to interpret the data it collects, make decisions, or even learn from the patterns it identifies. Provisioning is fast and, in most cases, able to be performed while the system is operating. This allows sensors to be added or replaced without fear of disrupting the network. Modern manufacturing methods enable today’s smart sensors to be produced with higher sensitivity and data resolution than ever before. As processing power becomes more powerful and more compact, smart sensors and actuators will be able to deliver not only more data, but more relevant data, to allow for more precise control, enhanced diagnostics, and connectivity across the plant floor and beyond. Data transmission speeds and bandwidths will increase, allowing for bidirectional data flows, enabling autonomous operations, real-time control decisions, and adaptive control to improve throughput and process efficiencies. Smart sensors and actuators, through Ethernet interfaces, will provide connectivity through IIoT networks that span from the plant floor to the cloud. @EmersonCorporate ============================= IIoT Fundamentals: Smart Sensors & Actuators in Automation: https://www.realpars.com/courses/iiot-sensors-actuators ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/parts-of-a-plc https://www.realpars.com/blog/what-is-a-plc https://www.realpars.com/blog/esg-management ============================= TWEET THIS VIDEO: https://ctt.ac/27kbQ ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #IIoT #smartsensors #RealPars #sensor #actuators

hFTKM73kLY8 | 17 Jun 2024
▶Want to learn about industrial automation? Go here: https://www.realpars.com/individual-pricing ▶Want to train your team in industrial automation? Go here: https://www.realpars.com/pricing-team ▶ You can read the full post here: https://www.realpars.com/blog/parts-of-a-plc ⌚Timestamps: 00:00 - Intro 00:14 - Power supply 01:13 - Central Processing Unit (CPU) 01:59 - Memory 03:10 - Isolation bus 04:03 - Network card/interface 04:38 - Programming interface 04:50 - Inputs and outputs 05:58 - Conclusion PLC parts include the power supply, central processing unit, memory, isolation bus, network card, input and output cards, and programming interfaces. The power supply converts power that will be used by the central processing unit (CPU), memory, and the rest of the components. It normally is fused. It may be a specific line voltage and varies by country. In the United States, it's typically 120 VAC and 60 Hz. Many companies have gone toward supplying the PLC with 24 volts due to safety. Thus, the source power coming in could be 220 VAC at 50 Hz and then converted to 24 Volts AC. A PLC has a controller that is a CPU. The CPU will be able to take a “program” and convert the program into machine language. There will also be an interface such as an external PC for programming so that an executable program may be downloaded to the controller. A program is downloaded into the CPU, and signals based on decisions are sent out to the field. The program's purpose is to monitor the inputs and make decisions based on the application the PLC is being used for. Memory may be part of the CPU or located on a separate card. Wherever the memory is located, it stores data. The program is stored in memory as a run-time executable file. Each input and output will have a register or a location where the CPU keeps its values. Output registers are used to correlate to physical output locations that will receive a signal once the program decides what to do with the input feedback. Understanding how your PLC memory is configured will influence how tag assignments are made and help you understand register assignments for inputs and outputs. The power supply provides source power to drive the CPU and the input and output cards, or any kind of power on the PLC rack. Power and communication can be bussed on the PLC backplane. Think about it as where the “cards” are seated on a bus. The cards on the PLC rack share power. They get the power off the bus. When sizing a fuse or circuit breaker for the PLC rack, the power consumption across the whole rack should be understood. The PLC has to be able to be networked or programmed so there needs to be some physical communication port. This communication port may be an Ethernet IP port, a USB port built into the CPU, or a separate card type that connects to the bus. There are other protocol types as well, like Profibus, serial communications, and sometimes wireless radio interfaces. Another type of interface is IO-Link , and this RealPars IO-Link video explains IO-Link in more detail. PLCs’ have a programming interface where a connection may be made via Ethernet or a USB port. This port is used to connect the software design environment to the PLC. The PLC chassis has slots that are allocated in the rack for the input and output (IO) cards. Field terminal blocks are wired to the IO cards. These allow versatility due to being discrete, analog, high-speed counter, or thermocouple inputs. There are many types of cards and card configurations. Power, space on the rack, and application needs will determine what kind of cards are required for a PLC to execute and meet the application requirements successfully. ============================= IO-Link: https://www.realpars.com/blog/io-link PLC Programming Made Easy course series: https://www.realpars.com/courses?*=PLC+Programming+Made+Easy Remote IO: https://www.youtube.com/watch?v=urcx_wQ6g8U PLC Fundamentals for Control Systems: https://www.realpars.com/courses/plc-fundamentals PLC Hardware Fundamental: https://www.realpars.com/courses/plc-hardware-fundamentals ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/what-is-a-plc https://www.realpars.com/blog/esg-management https://www.realpars.com/blog/what-is-rslogix ============================= TWEET THIS VIDEO: https://ctt.ac/M7zKd ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #PLC #RealPars #plcprogramming

a8p4PiIRuiY | 10 Jun 2024
▶Want to learn about industrial automation? Go here: https://www.realpars.com/individual-pricing ▶Want to train your team in industrial automation? Go here: https://www.realpars.com/pricing-team ▶ You can read the full post here: https://www.realpars.com/blog/what-is-a-plc ⌚Timestamps: 00:00 - Intro 00:38 - What is a PLC? 03:01 - Why did PLCs replace relays? 03:56 - Relay Diagram to Ladder Diagram 06:21 - Evolution of PLC technology 07:42 - Skills needed to program a PLC 08:33 - Conclusion The PLC is a computer that has been adapted for industrial use. PLC controllers and components are selected to meet heat and vibration standards set for industrial environments. PLC operating systems also do not have the same overhead as Windows or Apple machines. Regular computers can be configured for PLC-type processing but are not considered reliable for industrial control. The main components between a PLC and a computer are the same. The computer was developed in 1942. Transistors were derived in 1947. The first monolithic chip was made in 1959, by Robert Noyce. The first PLC followed. Dick Morley created the MODICON 084 for General Motors in 1968. MODICON is short for Modular Digital Controller. A PLC has inputs, outputs, and a central processing unit or CPU. The CPU is programmed via an interface that allows a human-created program to be converted into machine language understood by the CPU. This machine language is stored in memory as 1’s and 0’s. The program is downloaded from a computer once it is compiled and has no errors. The PLC will be put into run mode to run the program. The PLC can then use the program to make decisions about the condition of the inputs to turn on or off outputs. This is the basis of the PLC. You should be able to see similarities when comparing the architecture of the PLC and a computer. The two architectures are the same. If you compare the architectures side by side, there are inputs, outputs, power supply, CPU, memory, and buses to interconnect. There is also a user interface for each. The ability to program memory locations in a computer allowed a virtual digital representation of a physical relay. This efficiency led to PLCs being implemented over relay systems. Relay diagrams are like ladder logic in a PLC software development environment. Some of the symbology is different but the outcome is the same. Boolean Logic can represent either the physical relay circuit, or the PLC ladder logic digital representation. Boolean logic is a way of describing a binary format that applies to building a relay system or a program. Once all of the logic is worked out via line drawings or tables or ladder diagrams, then a program can be made and downloaded into the PLC and it becomes an application. This is usually via Ethernet or USB connections. Other advancements that made PLCs possible and advanced industrial communications and signal processing are digital excitation controllers (DEC) and the ability to convert analog to digital and digital to analog at the chip level. Pulse code modulation (PCM) allowed analog signals to be put into a binary form. Control systems engineers, programmers, and technicians need to have mechanical and electrical knowledge. The ability to read schematics and understand processes is also necessary because this must be put into logic for the PLC to achieve the desired states needed to run a process. Computer programming skills, problem-solving, and attention to detail are required. In addition, hardware and software knowledge related to the control software environments provided by Rockwell, Siemens, Schneider, CODESYS, and the like, is required. ============================= PLC vs PC: https://www.realpars.com/blog/plc-vs-pc An Introduction to Allen-Bradley PLC | Rockwell Automation: https://www.realpars.com/blog/allen-bradley-plc PLC Programming Made Easy course series: https://www.realpars.com/courses?*=PLC+Programming+Made+Easy CODESYS course series: https://www.realpars.com/courses?brand=CODESYS ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/esg-management https://www.realpars.com/blog/what-is-rslogix https://www.realpars.com/blog/omron-vibration-analysis ============================= TWEET THIS VIDEO: https://ctt.ac/9RJ39 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #PLC #programmablelogiccontroller

RePr9P4bBak | 03 Jun 2024
▶ The easiest way to learn industrial automation: https://realpars.com ▶ Get a membership for your team: https://www.realpars.com/for-teams ▶ You can read the full post here: https://www.realpars.com/blog/esg-management ⌚Timestamps: 00:00 - Intro 00:42 - The importance of ESG management 02:02 - ESG definition 02:42 - Benefits of ESG management 04:07 - OMRON and ESG management 05:48 - Solar panel production 06:59 - Summary Today, we're exploring ESG which stands for Environmental, Social, and Governance, and discussing why ESG Management is a rapidly growing undertaking among manufacturers. There is growing evidence that companies with strong ESG management and performance are more likely to outperform their competition over the long term. We’ll also discuss ESG management reporting and introduce you to some recognized standards and reporting frameworks. In addition, we’ll talk about how PLC vendors are participating in ESG Management and the impact their products are having on their ESG reports. Today, as concerns about climate change, environmental consciousness, carbon emissions, and pollution intensify, ESG has emerged as the guiding light for corporate responsibility. But this isn't entirely new; think back to historic management philosophies like ISO 9001 and Corporate Social Responsibility (CSR). One could argue that these initiatives paved the way for ESG, emphasizing quality standards and ethical practices. Compliance with ISO 9001 is usually seen as a mark of quality and a CSR enhances a company's reputation, brand image, and long-term profitability. So… what is ESG? It is a set of standards for how a company operates and its effect on the planet and the people living on it. The three pillars or topic areas are Environment, Social, and Governance. The company’s goal is to evaluate and report on its impact in three areas: environmental sustainability, social responsibility, and corporate governance. There are lots of benefits to adopting ESG management. For example, adopting energy-efficient technologies can reduce utility expenses and reduce costly production line defects. ESG management reporting involves the disclosure of a company's performance and practices related to environmental sustainability, social responsibility, and corporate governance. Transparency and trust are key. These reports give stakeholders a birds-eye view as companies bear it all. Okay… let’s zero in on a highly-rated industrial automation company across ESG dimensions. OMRON has been listed within the top 97% among peer sector companies on the globally recognized Dow Jones Sustainability World Index as identified by “S&P Global” through the Corporate Sustainability Assessment (CSA). OMRON received top scores in the categories of emissions management, resource efficiency & circularity, waste management, and water consumption. OMRON’s NX5 PLC offers advanced functionality for process optimization and control, allowing companies to improve efficiency, minimize waste, and reduce resource consumption. The NX5 PLC supports remote monitoring and predictive maintenance capabilities, enabling companies to monitor equipment performance in real-time and identify potential issues before they result in defective products. The NX5 has a high-speed SQL communication feature that facilitates the transfer of high‐resolution production data to a database shortening the time between when a problem occurs and when it is detected. Defect prevention and yield improvement are the result. If temperature control is crucial, OMRON offers the NX-HAD Analog Input unit, renowned for its high speed and resolution, alongside the NX-HTC Temperature Control Unit, equipped with high resolution and built-in PID control. @OMRONGlobalChannel ============================= If you would like to know more about the features and functionality of the OMRON NX5 PLC, check out our course called Omron PLC Advanced Skills – NX5 Controllers: https://www.realpars.com/courses/omron-nx5-controllers ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/what-is-rslogix https://www.realpars.com/blog/omron-vibration-analysis https://www.realpars.com/blog/plc-timers ============================= TWEET THIS VIDEO: https://ctt.ac/U6z5J ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #ESG #RealPars #omronautomation #socialresponsibility #esgreporting
W-gVV1n7hbk | 27 May 2024
▶ The easiest way to learn industrial automation: https://realpars.com ▶ Get a membership for your team: https://www.realpars.com/for-teams ▶ You can read the full post here: https://www.realpars.com/blog/what-is-rslogix ⌚Timestamps: 00:00 - Intro 00:58 - RSLogix 500 02:21 - RSLogix 5000 03:36 - Studio 5000 Logix Designer 04:59 - Which Software Should I Learn? Hello and welcome back to another free video from RealPars, the world’s largest online platform for learning about industrial automation. In today’s video, I will answer the question, what is RSLogix? RSLogix is a programming software that is used to program Allen-Bradley PLCs from Rockwell Automation. RSLogix 500 is the programming software that is used to program older Allen-Bradley brand PLCs like SLC and MicroLogix. Since RSLogix 500 is an older piece of software, it does not have many modern features like tag-based programming, the ability to program in a modular way using Add-On Instructions, or support for other IEC 61131-3 programming languages like Sequential Function Chart, Function Block Diagram, and Structured Text. RSLogix 500 is mostly used to support older automation systems that are controlled by SLC or MicroLogix PLCs. Eventually, these automation systems will be updated to use newer Allen-Bradley PLCs, and RSLogix 500 will be discontinued. RSLogix 5000 is used to program Allen-Bradley CompactLogix and ControlLogix PLCs up to firmware version 20. These are more powerful PLCs than SLC and MicroLogix PLCs that are used to control connected machines and large processes. RSLogix 5000 is a more full-featured programming environment than RSLogix 500. Unlike RSLogix 500, RSLogix 5000 lets users write code in any of the IEC 61131-3 programming languages, supports tag-based programming so that programmers don’t have to worry about memory allocation, and lets users leverage Add-On Instructions to develop applications in a modular way. Studio 5000 Logix Designer is the programming environment that is used to program CompactLogix and ControlLogix PLCs running on firmware version 21 and higher. Studio 5000 Logix Designer is very similar to RSLogix 5000 but has continued to be updated to include even more features to help PLC programmers work in a productive and efficient way. Some features that have been added to Studio 5000 Logix Designer include the ability to download comments and tag descriptions to the PLC, the ability to define extended properties for tags and support for modern hardware like Flex5000 I/O for process control. As a general rule, if you are starting a new project, you will use Studio 5000 Logix Designer to program the PLCs in the project and if you are maintaining an older system, you will use RSLogix 500 or RSLogix 5000, depending on the type of PLC that you are working with. With so many different types of programming software and Allen-Bradley PLCs available, it can be hard for beginners to understand what software they need to learn to launch their careers as automation professionals. If you have the chance, learn PLC programming with Studio 5000 Logix Designer or RSLogix 5000. PLC programming with Studio 5000 Logix Designer is an in-demand skill and more companies will require PLC programmers who know Studio 5000 Logix Designer as they upgrade the PLCs in their factories and plants. The only problem is that the license for Studio 5000 Logix Designer is quite expensive. If you don’t have access to a Studio 5000 Logix Designer license, then I recommend that you learn PLC programming with Connected Components Workbench. Connected Components Workbench is another software from Rockwell Automation that is used to program Micro800 PLCs. Micro800 PLCs are a new generation of PLCs that will replace MicroLogix PLCs. Finally, I recommend learning PLC programming with RSLogix 500 if you have a specific reason to. In this video, we introduce "Learn Logix3 - The ControlLogix PLC Family" which is set to be released shortly. Stay tuned for more updates! @RockwellautomationInc ============================= Learn Logix: https://www.realpars.com/courses?*=Learn+logix PLC Programming from Scratch: https://www.realpars.com/courses?learning=PLC+Programming&*=PLC+Programming+from+Scratch ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/omron-vibration-analysis https://www.realpars.com/blog/plc-timers https://www.realpars.com/blog/io-link-to-cloud ============================= TWEET THIS VIDEO: https://ctt.ac/e6V95 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #RSLogix #PLCProgramming #rslogix5000 #studio5000

qVQK6FJiQeU | 20 May 2024
▶ The easiest way to learn industrial automation: https://realpars.com ▶ Train your team with RealPars: https://www.realpars.com/for-teams ▶ You can read the full post here: https://www.realpars.com/blog/omron-vibration-analysis ⌚Timestamps: 00:00 - Intro 01:30 - Vibration analysis for Predictive Maintenance 03:01 - What is vibration 04:04 - Omron Vibration Analysis Tool 04:35 - Overall architecture 05:34 - Vibration Analysis Template Programs 06:11- Vibration Analysis Process steps 07:08 - Sysmacs Studio VA Template 09:35 - Visualization Tool 11:07 - Hardware configuration 11:23 - Why use Omron Vibration Analysis 12:17 - Summary The video focuses on Omron's Vibration Analysis Solution, a critical tool for predictive maintenance in industrial environments. It introduces the Omron NX machine controller and its integration with the Sysmac Studio vibration waveform analysis library, demonstrating how these technologies collaborate to analyze equipment vibration effectively. The discussion begins by outlining the evolution of maintenance strategies, from the outdated "Run it until it breaks" approach to preventive and predictive maintenance. Preventive maintenance involves scheduled inspections and part replacements, whereas predictive maintenance uses real-time data and condition monitoring to anticipate and mitigate equipment failures. This shift aims to reduce downtime and extend the lifespan of machinery, essential for maintaining productivity and reducing operational costs. Central to the video is the role of vibration analysis within predictive maintenance. Vibration analysis is essential for the early detection of machinery faults, preventing catastrophic failures and optimizing maintenance schedules. The process involves collecting vibration data via sensors, analyzing time waveforms, and examining frequency spectrums using Fast Fourier Transform (FFT). These techniques provide a comprehensive understanding of machinery behavior, aiding in condition monitoring and fault diagnosis, which guide maintenance decisions. The video details Omron's tools designed to facilitate this analysis, including the Omron Vibration Analysis Tool and the Sysmac Studio template program, which incorporates the Waveform Analysis library Function blocks. These user-friendly tools are pivotal in extracting and analyzing vibration data effectively. It also discusses the necessary hardware setup, featuring the NX-HAD Analog input unit and accelerometers that capture and send vibration data for analysis. The analysis process is outlined in three key steps: 1. Data Collection: Gathering and storing vibration data, either locally or in the cloud. 2. Data Analysis: Using the Omron Waveform Analysis Tool to identify significant features that indicate potential anomalies. 3. Data Utilization: Using analyzed data to develop programs that detect abnormalities and prevent equipment failures. It also emphasizes compliance with global standards like ISO 20816-3:2022, which specifies norms for measuring and evaluating machine vibration, ensuring maintenance practices meet international benchmarks. Furthermore, the script highlights the application of Omron's Vibration Analysis Solution across various industries such as corrugated packaging, food and beverage, and automotive. In these sectors, it monitors critical components like robots, gearboxes, and conveyor chains. @omronEurope ============================= If you're interested in deepening your understanding of Omron PLC programming and controller management, check out our courses on Omron PLC Programming Basics using Sysmac Studio and Omron PLC Basics: Fast-Track Training in NX & NJ Series. https://www.realpars.com/courses/omron-plc-programming-basics-sysmac-studio https://www.realpars.com/courses/omron-nx-and-nj-plcs ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/plc-timers https://www.realpars.com/blog/io-link-to-cloud https://www.realpars.com/blog/mint-energy-management ============================= TWEET THIS VIDEO: https://ctt.ac/N28fx ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #PredictiveMaintenance #RealPars #OmronAutomation #vibrationanalysis

KMOP6mz9GJg | 13 May 2024
▶ The easiest way to learn industrial automation: https://realpars.com ▶ Train your team with RealPars: https://www.realpars.com/for-teams ▶ You can read the full post here: https://www.realpars.com/blog/plc-timers ⌚Timestamps: 00:00 - Intro 01:20 - Importance of timers 03:04 - Structure of timers 04:42 - Types of timers 06:52 - Best practices for timer usage 08:00 - Advanced timer functions 08:50 - Conclusion Timers are one of the most often-used functions in PLC programming, and for good reason. Timers allow the programmer to delay taking action for a period of time, to allow actions to proceed only for a set period of time, or to allow actions to continue for a total amount of time, even if the time is accumulated over several distinct periods. These actions make advanced alarming strategies possible and allow the transfer of operation from a primary pump to a secondary pump after the primary pump has been in service for a set period of time. Timers are pre-defined functions. They are added to a PLC program as an instruction block, with parameters such as Enable, Accumulated Time, and Timer Reset built into the timer function. While there are several libraries of timers available, we will concentrate on IEC timers in this video, since most current PLC programming tools use this set of timers. In a PLC program, timers let us know how much more time is left in the current operational step, and they indicate how long to wait when a valve is told to open to evaluate if the valve did open. In complex systems with multiple actuators, sensors, and processes, timing functions help synchronize the actions of different components. Timers are critical in many industries such as manufacturing assembly lines, chemical processing, batch operations such as paint manufacture, and others. Timers all have a memory address. Depending on the PLC model, this address can be a file number and element, a simple timer number, such as T12, or a numeric address. The “Time Base” is the smallest unit of time tracked by the timer, such as 1.0 sec, 0.1 sec, or 0.01 seconds. The Preset is the timer setpoint. The Accumulated value is the elapsed time. All of these parameters are built into the timer function. We just need to provide the correct timer type, add the correct values to support our application, and then let the timer do its thing! ▶️ On-Delay Timer: When the logic upstream of the timer on the same rung is true, the timer is enabled. The timer times until the preset is reached, and the done bit is set. If the timer input is no longer enabled, the timer resets. Once set, the done bit stays true until the rung goes false. ▶️ Off-Delay Timer: An off-delay timer acts somewhat in the reverse of an on-delay timer. Once the time rung goes true, the done bit is set immediately. When the timer input goes false, the timer begins to time and after the preset is reached, the done bit turns off. This type of timer is useful for delaying an action until a certain time period has elapsed. ▶️ Retentive Timer: This type of timer is like the on-delay timer, except the timer does not reset when the timer input goes false. The accumulated time is preserved, and when the timer is enabled again, it continues to accumulate time until the preset time is reached. At that point, the done bit is set. With a retentive timer, a reset instruction must be executed to reset the timer. A typical use of retentive timers is to track run time on a piece of equipment so that the optimal time for maintenance can be determined. ============================= PLC Programming Made Easy course series: https://www.realpars.com/courses?*=PLC+Programming+Made+Easy CODESYS course series: https://www.realpars.com/courses?brand=CODESYS ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/io-link-to-cloud https://www.realpars.com/blog/mint-energy-management https://www.realpars.com/blog/compactlogix-tray-stacker ============================= TWEET THIS VIDEO: https://ctt.ac/d56Nk ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #PLCProgramming #Timers

VbC3P8NX91o | 29 Apr 2024
▶ The easiest way to learn industrial automation: https://realpars.com ▶ Train your team with RealPars: https://www.realpars.com/for-teams ▶ You can read the full post here: https://www.realpars.com/blog/io-link-to-cloud ⌚Timestamps: 00:00 - Intro 01:50 - The Y-Path of data in ifm DataLine IO-Link Masters 03:27 - Configure an MQTT connection 06:18 - MQTT broker setup 09:10 - Wrap-Up Hello and welcome back to another free video from RealPars, the world’s largest online platform for learning about cutting-edge industrial automation technologies. In today’s video, I’m going to show you how you can use ifm’s DataLine IO-Link Master modules to send data from sensors on the shopfloor to the cloud without modifying the control system. This is a really useful feature of ifm DataLine IO-Link Masters for two reasons. First, it means that manufacturing companies can adjust the data that they are collecting without interrupting a running process. Second, it means that companies can collect large amounts of data for analysis without affecting their PLC cycle time. Since data is sent directly from sensors to the cloud, there is no need for the PLC to do any data collection, aggregation, manipulation, or forwarding. In this video, you will see a quick demonstration of how ifm DataLine IO-Link Masters can be used to send data directly to the cloud. Industrial sensors generate a lot of data. According to ifm, about 5% of the data generated by a typical sensor is process data that is used by the PLC to control the process. The remaining 95% of the data generated by a sensor is additional information such as diagnostic information and alarms. Until recently, that information remained trapped in the sensor where it could not be used to improve process performance. With ifm DataLine IO-Link masters, this additional information can be transmitted directly from the IO-Link Master to a higher-level software system without going through a PLC. By using the IoT side of the Y Path, manufacturing companies can make full use of their sensor data for condition monitoring, energy monitoring, quality monitoring, and remote support services. Manufacturing companies can send data directly from an IO-Link master to higher-level software systems using modern communication protocols such as MQTT, JSON, and HTTPS for storage and analysis. Basically, companies can unlock their machines’ data to create value that was previously unimaginable. In this video, we’ll show you how to send data from a 05D150 distance sensor to the cloud via an AL1326 ifm DataLine IO-Link master using the MQTT protocol. In case you haven’t heard of it, MQTT is a lightweight publish-and-subscribe communication protocol that is being adopted for IIoT communications. @ifmgroup ============================= If you want to get hands-on experience with configuring and commissioning IO-Link products then check out our course IO-Link Essentials: Accelerating Towards Industry 4.0: https://www.realpars.com/courses/io-link-essentials-industry-4-0 How to Unlock Your Machine’s Data with IO-Link: https://youtu.be/jv-Xiv3GcLc ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/mint-energy-management https://www.realpars.com/blog/compactlogix-tray-stacker https://www.realpars.com/blog/wago-codesys-plc-programming ============================= TWEET THIS VIDEO: https://ctt.ac/QLAK7 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #MQTT #iiot #RealPars #iolink

2OkVbiJ417k | 22 Apr 2024
▶ The easiest way to learn industrial automation: https://realpars.com ▶ Train your team with RealPars: https://www.realpars.com/for-teams ▶ You can read the full post here: https://www.realpars.com/blog/mint-energy-management ⌚Timestamps: 00:00 - Intro 00:25 - What is MINT? 00:53 - PLCnext Technology Overview 02:00 - Practical Application Scenario 02:44 - MINT in Action 04:20 - PLCnext Engineer Basic Application 07:50 - Advanced Features and Training 10:13 - Conclusion In this video, we will give you an overview of the Phoenix Contact MINT AI-Enhanced Energy Management. We will also discuss the hardware and software required to operate the MINT. Finally, we’ll demonstrate how easily the associated “PLCnext Engineer“ program and associated software are parameterized to suit client Energy Management needs. MINT is a portfolio of energy management solutions including AI-based software and self-learning technology by Phoenix Contact. MINT is a self-learning and self-managing energy management solution developed by Phoenix Contact that connects and coordinates all your energy sources and consumers and continuously maintains the balance of the electricity grid. PLCnext Technology is at the heart of the MINT. The programming software PLCnext Engineer supports the 5 traditional IEC 61131-3 languages and easily integrates programs created in higher-level languages such as C++, MATLAB, and more. To enable integration with IoT devices and cloud services, PLCnext Technology supports several communication protocols and standards, including OPC UA, MQTT, RESTful APIs, and others. We will show an example where MINT effectively manages energy for a commercial EV charging station, optimizing solar power and load balancing. The system's brain is the PLCnext Engineer programming software and the muscle is the AXC F 2152 controller. The AXC F 2152 controller runs with an EMS app, a ready-to-use solution providing load management functions for system integrator programming. This solution allows you to operate your charging park, building, or property safely, reliably, and economically. As with most PLCnext apps, the “EMS.Core” PLCnext App can easily be installed via the web-based management of the PLCnext AXC F 2152 controller. The “EMS.Core” app allows the implementation of individual energy management systems (EMS) for the manufacturer-independent control of several loads and generators. The MINT EMS can provide on-premise Smart control of Energy flows providing many more basic features such as: - Dynamic Load Management - Manufacturer-independent interfaces - Charging/discharging management of storage devices - Optimized use of existing infrastructure - Support for any number of assets Looking at the big picture, PLCnext Engineer together with the Energy Management and Solarworx apps manages the EV Chargers based on information from the consumer data provided in the Facility Description XML File. But, if you want, MINT can do even more. The MINT incorporates AI via a PLCnext App to best utilize the solar potential. This AI functionality also plans and executes EV Charging Station energy shifting based on prediction, generation, consumption, and EV charging behavior. The EMS.Cloud.Optimizer is a powerful tool providing features such as: - Peak Shaving where the system learns load curves to adjust individual station energy flow. - Optimized Charging to adjust charging accordingly based on the EV charging behavior and weather forecasts. - Dynamic pricing based on the prediction of spot market prices, controllable consumers, and optimized charging processes. - Battery storage and discharge optimization during high price times System integrators can take advantage of the built-in HMI feature of PLCnext engineer to develop their own customized HMI or use an HMI template provided. @phoenixcontact1923 ============================= PLCnext Ladder Logic Programming for Beginners: https://www.realpars.com/courses/plcnext-ladder-logic-course PLCnext eHMI Design: Create & Optimize Interfaces: https://www.realpars.com/courses/plcnext-ehmi-interface-design Using C++ Projects with PLCnext Technology: https://www.realpars.com/courses/c-plus-plus-plcnext ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/compactlogix-tray-stacker https://www.realpars.com/blog/wago-codesys-plc-programming https://www.realpars.com/blog/functional-safety ============================= TWEET THIS VIDEO: https://ctt.ac/7OHci ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #PLCnext #RealPars #systemoptimization

cHrriZFE4ns | 08 Apr 2024
▶ The easiest way to learn industrial automation: https://realpars.com ▶ Check out the link for a free consultation: https://www.realpars.com/for-teams ▶ You can read the full post here: https://www.realpars.com/blog/compactlogix-tray-stacker ⌚Timestamps: 00:00 - Intro 01:00 - Tray stacker 02:12 - I/O modules and devices 03:11 - Variable Frequency Drives 03:58 - Servo drives 04:52 - HMI 05:48 - Safety devices 06:23 - Conclusion In today’s video, we will learn about Allen Bradley CompactLogix PLCs by looking at a typical application of a CompactLogix PLC. Along the way, we will see how a CompactLogix system can be used to control a mid-sized machine and what components make up a CompactLogix system. In this video, we’ll see how a CompactLogix system can be used to control a tray stacker machine. The tray stacker has three conveyors that are used to transport trays through the machine. When trays are stopped on the middle conveyor, an arm is lowered and a set of actuators are used to grab the tray. Once the tray is secure, the arm lifts the tray from the conveyor to make room for the next tray. The arm is lowered to place any currently stacked trays in the new tray and then grab the bottom tray. This process is repeated to build a stack of trays. Once a stack is complete, it is transported out of the machine using the conveyor belts. Now that we know what the machine does, let’s take a look and see how a CompactLogix PLC system could be used to control this machine. The control system for this machine is made up of a CompactLogix PLC, which controls the machine. The CompactLogix PLC is connected to several other devices to monitor and control the machine. A CompactLogix controller can be extended with I/O modules to interface with these devices. The most common types of I/O modules are digital input and digital output modules. The sensors in the application are wired to input modules and tell the PLC important information about the process like if a button is pressed or if a tray is in position on the conveyor. The actuators in this application are wired to output modules. Variable frequency drives are devices that are used to control motors. In this application, PowerFlex variable frequency drives are used to control the motors because they are designed to be integrated easily into CompactLogix systems. Variable frequency drives are used when you want to control the speed of a motor and servo drives are used when you want to control the position of a motor. In this application, the lifting arm has to move to a precise position to lift the stack of trays from the conveyor belt. For this positioning application, an Allen Bradley Kinetix servo drive is used. The machine is equipped with a Human Machine Interface, also known as an HMI. In this case, a PanelView 5000 HMI is used and communicates with the PLC over an EtherNet/IP network. This device is a touchscreen terminal that lets an operator see the status of the machine and send commands to the PLC. Some common commands may be reset to reset a fault, start to start running the machine, and stop to stop the machine. Finally, safety devices are used to ensure that the machine can stop safely in case of an emergency. Although there are safety-rated CompactLogix PLCs available, mid-sized machines like this one often use hardwired safety equipment. With hardwired safety, the PLC doesn’t control the safety logic. Instead, safety devices like emergency stops and safety light curtains are connected to safety relays which inhibit movement of the machine when a safety event has occurred. @RockwellautomationInc ============================= If you want to learn how to program Allen Bradley CompactLogix PLCs using Studio 5000 Logix Designer, don't forget to check out the Learn Logix skill path: https://www.realpars.com/courses?*=learn+logix ============================= variable frequency drives: https://www.realpars.com/blog/variable-frequency-drive ============================= What is an HMI? : https://www.realpars.com/blog/what-is-hmi ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/wago-codesys-plc-programming https://www.realpars.com/blog/functional-safety https://www.realpars.com/blog/codesys-traces ============================= TWEET THIS VIDEO: https://ctt.ac/W1VsU ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #allenbradley #industrialautomation #RealPars

e4N0K41TpGU | 01 Apr 2024
▶ The easiest way to learn industrial automation: https://realpars.com ▶ Check out the link for a free consultation: https://www.realpars.com/for-teams ▶ You can read the full post here: https://www.realpars.com/blog/wago-codesys-plc-programming Discover how CODESYS changes the game in PLC programming. It's a versatile tool that works with many PLC brands like @WAGO_Germany and Festo, making programming easier and more accessible. With CODESYS, you don't need to learn different software for each brand, saving time and effort. Join a community that values sharing knowledge and support. Learn why CODESYS is a top choice for programmers at all levels, helping them do more without high costs. If you are interested in learning how to develop CODESYS applications, then check out our course CODESYS 1: Introduction to PLC Programming which shows you how to write and test your first application with CODESYS: https://www.realpars.com/courses/codesys-1-introduction-to-plc-programming ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/functional-safety https://www.realpars.com/blog/codesys-traces https://www.realpars.com/blog/ladder-logic-optimization ============================= TWEET THIS VIDEO: https://ctt.ac/fOYqo ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #plcprogramming #codesys #RealPars #industrialautomation

KmxV4eZqxnQ | 25 Mar 2024
▶ The easiest way to learn industrial automation: https://realpars.com ▶ Check out the link for a free consultation: https://www.realpars.com/for-teams ▶ You can read the full post here: https://www.realpars.com/blog/functional-safety ⌚Timestamps: 00:00 - Intro 00:24 - What is Functional Safety? 01:27 - Safety Instrumented System (SIS) 02:51 - Safety Integrity Level (SIL) 05:47 - MooN system 07:01 - Summary In this video, we will explore the concepts commonly included within the domain of Functional Safety. The International Electrotechnical Commission (IEC), defines functional safety as identifying potential dangers and activating protective measures to prevent or reduce the impact of hazardous events. It seems logical then that the goals of functional safety are to ensure a system or equipment is operating appropriately and actively prevent the failure of a system from causing harm to people and property. All regulatory process control systems are designed and installed with safety in mind. Even so, the risk of injury, fire, explosion, and other catastrophes is not at a tolerable level. Deploying a functional safety system allows for an automated, safe shutdown of processing units in instances of unusually risky or potentially catastrophic situations that exceed the capabilities of the automatic process control system or trained operators to rectify. Adding another layer of protection called the Safety Instrumented System, or SIS, moves us closer to achieving the desired functional safety condition. The regulatory process control system and the SIS are separate. A Safety Instrumented System consists of sensors, logic solvers, and final control elements with the sole aim of ensuring the process enters a safe state upon encountering specific conditions. The logic solver is often a Safety PLC manufactured by vendors such as Allen Bradley, Omron, or Schneider. In functional safety, SIL is a measure of the probability of failure on demand (PFD) for a Safety Instrumented System. PFD is the probability that a device or logic solver will fail causing the SIS not to respond when demanded. There are four discrete SIL integrity levels. The higher the SIL level, the lower the PFD for the safety system. A SIL integrity level applies to an entire system. Individual devices or components do not have SIL ratings. To be clear, there is no such thing as a SIL-rated device. You can't buy SIL-rated temperature transmitters. You can buy a transmitter suitable for use in a SIL environment. The International Electrotechnical Commission IEC 61508:2010 standard classifies the safety functions into four discrete SIL integrity levels. Alright, so how are the SIL environment requirements determined? In a nutshell, each hazard is assigned to a target SIL. The determination process involves Hazard Analysis and Risk Assessment to bring the overall risk to an acceptable level. Not every company uses the same determination process. There's the Layer of Protection Analysis (LOPA) method whereby all known process hazards and layers of protection are carefully examined. Some companies use an Assignment Matrix to assign a SIL based on a qualitative ranking of the event likelihood, event consequences, and the availability of regulatory process control safeguards already in place. Let's go to the MooN system concept… Not the actual MooN in the sky, but the "M out of N" system. The MooN system introduces a collective decision-making framework. It is defined as a system with N units (components, channels, etc.), in which M out of N units are sufficient to initiate an action. There are a required minimum of M units to vote in agreement to command the execution of the safety action. ============================= If you would like to learn more about Temperature Transmitters, then we suggest you check out our course Temperature Transmitters: Calibration, Principles & Industry Applications: https://www.realpars.com/courses/temperature-transmitter This course was developed in partnership with @endresshauser At the end of the course, you will receive a certificate of completion from Endress + Hauser. ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/codesys-traces https://www.realpars.com/blog/ladder-logic-optimization https://www.realpars.com/blog/opc-ua-automotive-industry ============================= TWEET THIS VIDEO: https://ctt.ac/SNRkL ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #functionalsafety #industrialsafety

ckxLVEpMRN0 | 18 Mar 2024
▶ The easiest way to learn industrial automation: https://realpars.com ▶ Check out the link for a free consultation: https://www.realpars.com/for-teams ▶ You can read the full post here: https://www.realpars.com/blog/codesys-traces ⌚Timestamps: 00:00 - Intro 01:03 - How does a trace work in CODESYS? 02:25 - Add a trace in CODESYS 03:15 - Configure a trace 04:49 - Add a variable to a trace 05:30 - Monitor a trace 06:27 - Wrap-Up In today’s video, we are going to learn about Traces in CODESYS. This video shows you how to add Traces to an existing CODESYS application. Traces are powerful debugging tools that let you create a graph of the values of application variables over time. Traces are particularly useful for understanding what is happening in production systems that cannot be stopped, systems with real-time feedback like PID loops, and high-speed systems like labeling machines. In CODESYS, a trace is an object that runs in the runtime on the PLC. While the trace is running, it records the values of a defined set of variables every PLC cycle. The data captured by the trace is stored in a buffer with a fixed size in the PLC’s memory. Once the buffer is full, the oldest data in the buffer is overwritten by new data. This is what is called a ring buffer. If you are logged in to the PLC through the CODESYS Development System, then you can monitor the trace’s data in real-time. If you are not logged in to the PLC, the trace continues to collect data and this data can be uploaded to the CODESYS Development System for analysis later on. Traces can be configured to have a trigger. When a trigger is detected, the trace records a pre-defined number of post-trigger samples and then stops recording data until the trigger is reset. This is a very useful feature when you are trying to debug intermittent problems in a control system that are hard to monitor. In this video, you will learn how to configure and utilize tracing in CODESYS for better debugging and monitoring of your applications. We'll cover the process of adding a trace to your project, setting it up with specific tasks, and customizing its configuration, including triggers and sample rates. You'll also find out how to add variables for detailed data analysis and how to download and monitor this data on a PLC. @Codesys-AutomationSoftware ============================= If you are interested in learning how to develop CODESYS applications, then check out our course CODESYS 1: Introduction to PLC Programming which shows you how to write and test your first application with CODESYS: https://www.realpars.com/courses/codesys-1-introduction-to-plc-programming Become a RealPars member: https://www.realpars.com/individual-pricing ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/ladder-logic-optimization https://www.realpars.com/blog/opc-ua-automotive-industry https://www.realpars.com/blog/smart-temperature-transmitters ============================= TWEET THIS VIDEO: https://ctt.ac/eStcv ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #plcprogramming #RealPars #CODESYS #debugging

zauI7zTh_CQ | 11 Mar 2024
▶ The easiest way to learn industrial automation: https://realpars.com ▶ Check out the link for a free consultation: https://www.realpars.com/for-teams ▶ You can read the full post here: https://www.realpars.com/blog/ladder-logic-optimization ⌚Timestamps: 00:00 - Intro 01:48 - Application example 03:00 - Naming 03:58 - Variable comments 04:56 - Rung comments 05:48 - Engineering units and constants 07:15 - Conclusion In today’s video, we are going to talk about optimizing your Ladder Diagram programs for readability. Sometimes, when PLC programmers talk about optimization, they are talking about performance optimization. With performance optimization, you want to improve the performance of your PLC code to reduce scan times and improve memory utilization. Other times, we are talking about readability optimization. With readability optimization, you are optimizing your PLC programs for the people who have to work with them. Readability optimization focuses on making your code more understandable so that it is easier to debug, maintain, and extend. It is very important to make sure that your PLC programs are optimized for readability because in many cases, the PLC program is the only documentation available for a machine after it has been running for many years. Unreadable PLC code can lead to lost production time for factories and late-night service phone calls for PLC programmers. In this video, we will see how to optimize a program for readability and highlight what a big difference optimization can make to the readability of your programs. We will optimize the code for a simple PLC program that controls a mixing tank. In this application, an operator can press a start button to start a mixing process. When the process is started, two valves open to fill a mixing tank with input liquids to be mixed. Once the tank is filled, the valves close and an agitator turns on to mix the liquids. After a predefined mixing time, the agitator stops rotating and a discharge valve is opened to drain the tank. The first step that we can take toward optimizing a program is to define logical names for all of the variables that are used in the program. This will help to provide some context about what is happening in the program. In general, you should use a naming convention to name all of your variables to ensure that variable names are consistent throughout your projects. Next, we can add comments to the variables to provide more information about them such as the range of values that a variable can have, the unit of measure of the variable’s value, and information about the hardware that is associated with the variable. If you trying to debug an unfamiliar program, variable comments can be a lifesaver for helping you understand what each variable represents quickly and without needing to dig through drawings. As well as variable comments, we can use rung comments to make our programs more understandable. Where variable comments document variables in a project, rung comments can be used to document logic. You can use rung comments to explain what is happening in a particular piece of code and give more context about why it's programmed that way. As well as adding comments to our code, we can make our code easier to understand by scaling raw data to use engineering values and avoiding the use of hardcoded constants. Instead of using hardcoded numbers like 4.0 and 20.0, we can use constants in their place. Constants let us give a logical name to values while ensuring that they cannot be changed at runtime. @Codesys-AutomationSoftware ============================= If you want to learn how to write your own PLC applications from scratch, then I encourage you to check out our course CODESYS 1: Introduction to PLC Programming: https://www.realpars.com/courses/codesys-1-introduction-to-plc-programming ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/opc-ua-automotive-industry https://www.realpars.com/blog/smart-temperature-transmitters https://realpars.com/blog/allen-bradley-plc-types ============================= TWEET THIS VIDEO: https://ctt.ac/pNQ1e ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #plcprogramming #RealPars #ladderlogic #ladderdiagram

3A61fB0wQHo | 04 Mar 2024
▶ The easiest way to learn industrial automation: https://realpars.com ▶ Check out the link for a free consultation: https://www.realpars.com/for-teams ▶ You can read the full post here: https://www.realpars.com/blog/opc-ua-automotive-industry ⌚Timestamps: 00:00 - Intro 02:05 - Sensors 03:46 - Robots 04:28 - OPC-UA configuration 07:03 - Summary Automobile manufacturing is a complex assembly of multiple work cell operations that form, weld, attach, paint, test, and inspect each of the tens of thousands of parts that are used to assemble a vehicle. It is imperative to collect and analyze a wealth of data from these many operations. OPC-UA, built on TCP/IP is perfectly suited to provide these data collection services from each work cell in the plant and to supply these data to central servers and monitoring systems. Because OPC-UA communicates using TCP structured command statements, it can integrate seamlessly into the plant’s manufacturing networks. The automotive factory floor is a symphony of precision and coordination. This coordination is made possible through the use of various sensors. Leading this effort are position sensors, which stand vigilant, ensuring parts are delivered to each work cell precisely when and where they are needed and ensuring that every car part aligns perfectly, down to the millimeter. These position sensors use inductive or capacitive technology, detecting the exact position of car parts during the assembly process and ensuring precise alignment and fit. Torque sensors, deployed on robotic arms and tools, help guarantee that the correct force is applied when attaching components, like fasteners and bolts. Too little torque and components might come loose; too much torque, and there is a risk of damage. Optical sensors are used for many purposes, including inspection of sub-assemblies to verify proper fit and to monitor the quality of paint and coatings application, checking for uniformity and spotting any imperfections. Each car component, especially critical ones like the engine or transmission, carries an RFID 'identity' embedded on a small tag. Automotive plants require the movement and placement of oddly shaped and heavy parts, such as side panels, axles, stiffeners, and roof sections. Each must be placed precisely and welded together. These movements and welds are -performed by robot arms, providing a safe and efficient way to complete these tasks. Controlled by PLCs (Programmable Logic Controllers), these robot arms can execute these tasks precisely. Their actions need to be synchronized to prevent collisions and ensure efficient assembly as the vehicles move down the assembly line. OPC-UA is a central part of collecting, analyzing, and storing multiple streams of data. Records specific to each vehicle, customer order, and the assembly process are captured and securely stored to provide proper order fulfillment, assist marketing efforts, support maintenance reminders, and support any future recall if required. OPC-UA operates in real time and can adapt to changes in the production line. This is called adaptive production. As an example, if an RFID scanner detects a variant or change, such as the unavailability of a required part, the subsequent assembly steps can be adjusted automatically. A very important function OPC-UA can assist with is predictive maintenance. Collection of runtime data, diagnostic codes, number of movements or cycles of operation, and time in service are used to determine when failures in production equipment may occur or need routine maintenance. To protect data streams and to ensure data integrity, OPC-UA has the latest cybersecurity features built directly into the protocol. ============================= If you're eager to dive deeper and truly master more of these OPC-UA concepts, don't forget to check out OPC-UA: Learn the Basics: https://www.realpars.com/courses/opc-ua-learn-the-basics ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/smart-temperature-transmitters https://realpars.com/blog/allen-bradley-plc-types https://www.realpars.com/blog/industrial-automation-training ============================= TWEET THIS VIDEO: https://ctt.ac/8fb7O ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #OPCUA #automotiveindustry #RealPars
XE0POJqwvBY | 26 Feb 2024
▶ The easiest way to learn industrial automation: https://realpars.com ▶ Check out the link for a free consultation: https://www.realpars.com/for-teams ▶ You can read the full post here: https://www.realpars.com/blog/smart-temperature-transmitters ⌚Timestamps: 00:00 - Intro 00:47 - Smart sensors and smart transmitters 02:52 - Redundancy & safety 04:24 - NAMUR NE 107 In this video, we will discuss the importance of accurate temperature measurement in industrial settings. We’ll introduce you to smart temperature transmitters and their pivotal role in ensuring accurate and precise temperature control. We will also introduce you to the impact of NAMUR NE 107 in enhancing the reliability of industrial processes. A sensor is a device that detects changes in physical properties and produces an electrical output in response to that change. A smart sensor goes beyond simply sensing basic physical properties. It combines a traditional sensor with a microprocessor that handles data conversion, digital processing, and facilitates communication with external devices. Smart transmitters are devices designed to convert sensor signals, typically originating from traditional sensors, into standardized signals that can seamlessly communicate with control systems. Some smart transmitters are equipped with various diagnostic tools to detect sensor faults. Smart transmitters can perform a variety of sensor diagnostic tests. Sensor drift detection looks for a gradual change in the sensor output that deviates from the expected behavior over time thus predicting when calibration or maintenance is required. Sensor fault detection recognizes faults such as sensor damage, open circuits, or short circuits in the sensor circuit. Out-of-range detection monitors if the sensor reading falls outside predetermined ranges. Sensor health detection helps to predict sensor degradation by tracking the overall health of the sensor by analyzing various parameters. When faults or anomalies are detected, smart transmitters often display error codes or trigger alarms to alert operators or control systems about the issue. This feature holds significant power as ensuring safe and efficient plant operations is a top priority. Before we move on to NAMUR NE 107, let's discuss the dual sensor redundancy and fail-safe features of some smart transmitters such as the Endress+Hauser iTEMP TMT82. Dual sensor redundancy in smart temperature transmitters involves using two separate temperature sensors. If one sensor fails or malfunctions, the transmitter can switch to the other sensor ensuring a fail-safe environment and maintaining continuous and accurate temperature monitoring. Some smart transmitters have built-in self-diagnostics that ensure the device operates reliably, accurately, and consistently. Self-monitoring smart transmitters can optimize their performance by compensating for issues such as sensor drift, or environmental factors that might affect temperature readings. Ok… let’s move on to NAMUR NE 107. The Endress+Hauser iTEMP TMT82 temperature transmitter is capable of producing diagnostic status information according to NAMUR NE 107. NE 107 is a recognized standard detailing how to make use of smart transmitters and other smart device diagnostics. NAMUR is a group of end users and systems integrators from European process industries. Why is the NAMUR NE 107 standard becoming so popular? There are several reasons but perhaps one of the most important is it ensures that devices provide clear and standardized error messages, facilitating quicker identification and resolution of issues. NAMUR NE 107 with its standardized error messages greatly assists the plant operator in making timely and correct decisions. Knowing the device status is useful and can help the control room operator initiate appropriate action as required. The device diagnostic status is displayed as one of four categories: - Failure - Out of Specification - Maintenance Required - Function Check @endresshauser ============================= Temperature Transmitters: Calibration, Principles & Industry Applications: https://www.realpars.com/courses/temperature-transmitter ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://realpars.com/blog/allen-bradley-plc-types https://www.realpars.com/blog/industrial-automation-training https://www.realpars.com/blog/opc-ua-oil-gas-industry ============================= TWEET THIS VIDEO: https://ctt.ac/Ad5b1 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #Transmitter #RealPars #temperaturesensor #temperaturemeasurement

ScMYK2EEVJw | 12 Feb 2024
▶ The easiest way to learn industrial automation: https://realpars.com ▶ Check out the link for a free consultation: https://www.realpars.com/for-teams ▶ You can read the full post here: https://realpars.com/blog/allen-bradley-plc-types ⌚Timestamps: 00:00 - Intro 01:05 - Micro800 PLCs 02:11 - CompactLogix PLCs 02:50 - ControlLogix PLCs 03:41 - Software 04:36 - Wrap-Up Hello and welcome to another free video from RealPars, the world's largest online learning platform for cutting-edge industrial technologies. In today’s video, I will explain the main types of Allen Bradley PLC that are available to use in your applications. When starting a new project or choosing a platform to learn PLC programming with, it can be a lot of work to know what type of PLC to select. There are many different manufacturers to choose from and each manufacturer sells different families of PLCs to serve different markets and applications. To make PLC selection easier for you, this video will provide an overview of the different PLC families sold by Rockwell Automation under the Allen Bradley brand. Let’s start by talking about Allen Bradley Micro800 PLCs. The Micro800 PLC family is Allen-Bradley’s entry-level range of PLCs. These are low-cost PLCs that are mostly used for small, standalone machines. Micro800 PLCs have limited functionality to meet the needs of simple applications. Micro800 PLCs can be extended with plug-in modules that add extra IO, communication options, or functionality to a controller. Since Micro800 hardware is very affordable and the programming software, Connected Components Workbench, is available to download and use for free, Micro800 PLCs are great to learn PLC programming with. CompactLogix PLCs are Allen Bradley’s mid-range PLC system. In general, CompactLogix PLCs have higher performance than Micro800 PLCs. Not only do they tend to have faster scan times and more configuration options, but CompactLogix PLCs can control more devices making it easier to control complex machines and small processes. For applications that require high I/O counts, motion control, many variable frequency drives, or integrated safety, you should consider using a CompactLogix PLC. ControlLogix PLCs are Allen-Bradley’s flagship range of PLCs. In general, ControlLogix PLCs are the most advanced and powerful Allen-Bradley PLCs available to buy. These PLCs are typically used to control full production or packaging lines and large processes. ControlLogix PLCs generally have lower scan times, support for higher IO counts, and the ability to integrate more devices. They also support advanced functionality that is not available in Micro800 and CompactLogix PLCs such as redundancy, where a process can continue running even if one device faults, and more communication options such as HART, which is a communication protocol commonly used in the process industry. ControlLogix and CompactLogix PLCs are both programmed using Studio 5000 Logix Designer. Unlike Connected Components Workbench, Studio 5000 Logix Designer is not free. But like with many things in life, you get what you pay for and Studio 5000 Logix Designer is packed with advanced features that are not included with Connected Components Workbench to help you be a more productive programmer. @RockwellautomationInc ============================= Learn Logix 1: The Logix 5000 Product Line: https://www.realpars.com/courses/learn-logix-1-logix5000 PLC Programming from Scratch 1: https://www.realpars.com/courses/plc-programming-from-scratch-1 ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/industrial-automation-training https://www.realpars.com/blog/opc-ua-oil-gas-industry https://www.realpars.com/blog/breakpoints-in-codesys ============================= TWEET THIS VIDEO: https://ctt.ac/WZTed ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #allenbradley #RealPars #plcprogramming

AUFUOGdmsps | 05 Feb 2024
▶ The easiest way to learn industrial automation: https://realpars.com ▶ Check out the link for a free consultation: https://www.realpars.com/for-teams ▶ You can read the full post here: https://www.realpars.com/blog/industrial-automation-training Had a great filming day at Scholten Panelen b.v. (SPL BV), starting a new chapter in industrial automation education! At RealPars, we explored the latest in industrial automation practices and knowledge. Our aim? To change how we share information in industrial automation, matching the speed of innovation from companies like @WAGO_Germany . This partnership is more than just about tech—it's about growing talent and creating a community of thinkers. We aim to support the next leaders of the industry! ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/opc-ua-oil-gas-industry https://www.realpars.com/blog/breakpoints-in-codesys https://www.realpars.com/blog/learn-logix ============================= TWEET THIS VIDEO: https://ctt.ac/7X0c8 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #industrialautomation #e_learning #RealPars

bz-bpN9ZZvQ | 29 Jan 2024
▶ The easiest way to learn industrial automation: https://realpars.com ▶ Check out the link for a free consultation: https://www.realpars.com/for-teams ▶ You can read the full post here: https://www.realpars.com/blog/opc-ua-oil-gas-industry ⌚Timestamps: 00:00 - Intro 02:36 - Sensors 05:14 - OPC-UA configuration 07:51 - Summary The Oil & Gas industry is a vital industry for the world economy. Petrochemical products are used in products including plastics, medications, heating fuels, gasoline, cosmetics, and tires. The extraction of these raw materials is expensive, resource intensive, and dangerous. It is imperative to monitor and control operations reliably at the wellhead, with real-time collection and analysis of data to ensure a safe and efficient operation. OPC-UA, built on TCP/IP is perfectly suited to provide data transfer services from wellhead to central servers and monitoring systems. In the vast expanse of an oil rig, danger lurks in every corner, making vigilant monitoring paramount. Let's spotlight the guardians of safety on these rigs: the sensors. One such family of sensors found on every rig includes hazardous and flammable gas detectors. These sensors use catalytic bead or infrared sensing methods, which can accurately detect specific compounds in the atmosphere as dilute as 1 part per million. Also important in Oil & Gas production are temperature sensors. RTDs, or Resistance Temperature Detectors, and thermocouples are strategically placed around the rig, especially near drilling and extraction areas, to monitor temperature variations. Another important sensor is the pressure sensor. Piezoelectric pressure sensors monitor the well's pressure. Sudden drops or rises in pressure can indicate a potential blowout or equipment failure. Oil & Gas wells feature a wide range of pumps, compressors, and other mechanical equipment that are continuously operated, sometimes in extreme conditions. The stress on this equipment can be severe, so vibration monitors are critical to ensure that these mechanical components operate reliably and safely. Hydraulic safety valves or "blowout preventers" are designed to seal off a well in emergencies. They are automatically triggered in situations where sensor data indicates abnormal conditions. Position sensors on these safety valves detect when an emergency situation is occurring. Hydraulic systems are complex and require continuous monitoring and control to provide large, powerful hydraulic safety valves. But what coordinates this intricate dance of sensors, devices, and safety measures? That would be OPC-UA! Every second, it processes a deluge of data, ensuring real-time, razor-sharp responses. And its reach is global. Experts, miles away from the rig, can access, analyze, and advise on rig conditions, thanks to OPC-UA's seamless remote accessibility. OPC-UA has the latest cybersecurity features built directly into the protocol. This ensures that as the plethora of data is transferred from the wellhead to the operations center, no data is lost, interrupted, or stolen. Remote accessibility is the backbone of OPC-UA. Given the often remote locations of oil rigs, OPC-UA allows experts worldwide to monitor rig conditions and provide insights in real-time without being on-site. Directly tied to sensor inputs, OPC-UA can trigger alarms, through physical, on-site strobes and sirens and through digital alerts to off-site control centers. Alarms can be programmed within OPC-UA to trigger if any metrics go beyond safe thresholds. ============================= If you're eager to dive deeper and truly master more of these OPC-UA concepts, don't forget to check out our course: https://www.realpars.com/courses/opc-ua-learn-the-basics ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/breakpoints-in-codesys https://www.realpars.com/blog/learn-logix https://www.realpars.com/blog/pid-vs-advanced-control-methods ============================= TWEET THIS VIDEO: https://ctt.ac/aOS15 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #oilandgasindustry #opcua #RealPars #oilandgas #oilrig
-mC5Nuwxt_U | 22 Jan 2024
▶ The easiest way to learn industrial automation: https://realpars.com ▶ Check out the link for a free consultation: https://www.realpars.com/for-teams ▶ You can read the full post here: https://www.realpars.com/blog/breakpoints-in-codesys ⌚Timestamps: 00:00 - Intro 02:00 - Adding a Breakpoint 03:02 - Breakpoints in action 04:39 - Wrap-Up Hello and welcome back to another free video from RealPars, the world's largest online learning platform for cutting-edge industrial technologies. In today’s video, we are going to learn about Breakpoints in CODESYS. Breakpoints are a powerful but underutilized tool for debugging PLC programs. In this video, we will show you how you can use breakpoints in CODESYS to debug difficult problems. This video covers the process of debugging an existing CODESYS application. In programming, a breakpoint is a defined point in a program where the code will halt execution. In CODESYS, a breakpoint can be set on any box, rung, or line of code in a project. When the breakpoint is activated, the application is halted. This gives you the chance to inspect the value of variables and the call stack at a particular moment of application execution. After a breakpoint has been activated, you can resume the execution of your application as normal or you can single step through the application to continue debugging. Throughout this video, we will show you how to work with breakpoints using an example CODESYS project. In this project, we scale an analog input to a temperature in degrees Celsius and then convert that value to a temperature in Fahrenheit. We’ll start by adding a breakpoint to the first Network in the program. After we have installed a breakpoint, we run our application and see how it behaves. When we start running the application, the breakpoint is immediately activated and execution is halted. A key part of our demonstration involves modifying variable values and executing rungs to observe the changes. Single-stepping through the application makes it easy to spot where the application’s logic is not working as expected and correct it. Finally, after implementing the necessary changes, we run through the application again to ensure the corrections are effective, demonstrating the power of breakpoints in debugging PLC programs. Do you use breakpoints in your CODESYS applications? Let us know in the comments what you use them for. @Codesys-AutomationSoftware ============================= If you want to learn more about developing applications with CODESYS, then I suggest you check out our course, “CODESYS 1: Introduction to PLC Programming” which explains how to write and test your first PLC program with CODESYS: https://www.realpars.com/courses/codesys-1-introduction-to-plc-programming If you are interested in becoming a Pro member, check out this link: https://www.realpars.com/individual-pricing ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/learn-logix https://www.realpars.com/blog/pid-vs-advanced-control-methods https://realpars.com/blog/emerson-smart-solutions ============================= TWEET THIS VIDEO: https://ctt.ac/9bOFc ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #plcprogramming #debugging #breakpoints

Bsj6GCVFrbc | 15 Jan 2024
▶ The easiest way to learn industrial automation: https://realpars.com ▶ Check out the link for a free consultation: https://www.realpars.com/for-teams ▶ You can read the full post here: https://www.realpars.com/blog/learn-logix ⌚Timestamps: 00:00 - Intro 00:54 - Training 02:26 - Skill Paths 03:24 - Learn Logix 04:40 - Wrap-Up Hello and welcome to another free video from RealPars, the world's largest online learning platform for cutting-edge industrial technologies. In today’s video, I will explain how companies can retain employees by providing opportunities for continuous learning, how RealPars facilitates continuous learning with Skill Paths, and introduce our latest Skill Path “Learn Logix” which teaches you everything you need to know to program Logix 5000 controllers with Studio 5000 Logix Designer. One of the most effective ways that organizations can increase employee retention is to provide continuous training and development opportunities. Employees are much less likely to leave a company that provides opportunities for professional development. But, as many managers know, finding time and budget for week-long, in-person training is difficult. And this is where RealPars comes in. At RealPars, we aim to make training available for every employee in every manufacturing company. That’s why we provide bite-sized, self-guided courses that can be taken online at your own pace and a community where members can connect and support each other. With a RealPars subscription, employees get access to a growing library of courses covering PLC programming, Visualization, Industrial Networking and Cyber Security, Robotics, and more to help them develop the technical skills that they need to succeed in an organization. A Skill Path is a group of courses tied together for learners to progress through. Each course builds on the previous courses and provides a structured path to follow to master a specific topic. RealPars Skill Paths are assembled by domain experts to provide members with a more structured training program. This structure helps students reach their goals faster by spending more time learning and less time wondering what course to take next. For organizations, Skill Paths reduces administration time, nurtures an environment of continuous improvement, and increases employee retention by providing small steps toward larger goals and continuous learning opportunities. The Learn Logix Skill Path teaches you everything that you need to know to be an expert PLC programmer specializing in programming Logix 5000 PLCs with Studio 5000 Logix Designer. By following this Skill Path, you will learn; - The fundamental knowledge that you need to know before programming Logix 5000 PLCs, - Basic PLC programming techniques for developing and testing application logic in Studio 5000 Logix Designer, - Intermediate techniques to write modular code using all of the supported languages in Studio 5000 Logix Designer, - How to work with Logix 5000 hardware and how to use hardware data in your Studio 5000 Logix Designer projects, - Advanced techniques to read and write system data and schedule the execution of your application logic using tasks - The new features that are available with each release of Studio 5000 Logix Designer @RockwellautomationInc ============================= Become a RealPars Pro member: https://www.realpars.com/individual-pricing Learn Logix 1: The Logix 5000 Product Line: https://www.realpars.com/courses/learn-logix-1-logix5000 ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog/pid-vs-advanced-control-methods https://realpars.com/blog/emerson-smart-solutions https://realpars.com/blog/opc-ua-food-beverage ============================= TWEET THIS VIDEO: https://ctt.ac/S5Cb7 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #allenbradley #RealPars #plcprogramming

lRZ4NT5DRk8 | 08 Jan 2024
▶ The easiest way to learn industrial automation: https://realpars.com ▶ Check out the link for a free consultation: https://www.realpars.com/for-teams ▶ You can read the full post here: https://www.realpars.com/blog/pid-vs-advanced-control-methods ⌚Timestamps: 00:00 - Intro 01:35 - PID Control 03:13 - Components of PID control 04:27 - Fuzzy Logic Control 07:12 - Model Predictive Control 09:25 - Summary Almost everyone who has worked in automated systems and manufacturing industries will likely tell you that the gold plate standard for process control applications is PID Control. Most industrial control loops utilize some combination of PID control. In this video, we’ll discuss PID control and we’ll also introduce you to two advanced techniques: Fuzzy Logic Control and Model Predictive Control (MPC). Let’s start with a discussion about a very basic process control technique called ON/OFF or Bang-Bang Control. This technique is very common and found in applications such as home heating where a furnace is either ON or OFF. What we end up with is a continuous temperature fluctuation around the desired setpoint. Next up on the list is a feedback control algorithm called PID control. The 3 main components are Proportional, Integral, and Derivative. PID control is very versatile and goes a long way to ensure that the actual process under control is held as closely as possible to the setpoint regardless of disturbances, or setpoint changes. Controller tuning involves a procedure where each component of the PID algorithm is adjusted to produce the desired response to setpoint changes or disturbances. The Proportional component applies an effort in proportion to how far the process is away from the setpoint. The Integral component applies an effort to return the process to the setpoint after the Proportional control quits. The Derivative component looks at the speed at which the process is moving away from the setpoint. Each component contributes a unique signal that is added together to create the controller output signal. Let’s move on to advanced process control techniques. We’ll start with Fuzzy Logic Control (FLC). Fuzzification is the process of converting specific input values into some degree of membership of fuzzy sets based on how well they fit. Membership functions describe the degree of membership of a particular input or output variable to linguistic variables such as Temperature and Fan Speed. These membership functions can be represented graphically where each fuzzy set has a degree of membership to a temperature range based on the room temperature. What is a fuzzy set? A fuzzy set relates to membership linguistic variables. For example, a linguistic variable Temperature might have fuzzy sets like hot, warm, and cold, each with its membership function. Next up for discussion is MPC. MPC is a feedback control technique that uses a mathematical model to predict the behavior of the process variable. Let’s look at a block diagram of MPC for a robotic system. We’ll start with the MPC controller components. The MPC Controller uses the robot model, kinematics, and dynamics to calculate the optimal control inputs over a predetermined, limited period. The output of the MPC controller is the calculated control input trajectory for the robot. The Reference block represents the desired robot behavior including things like gripper positions, orientations, and motions to follow also referred to as Trajectories. The Kinematics and dynamics block provides a mathematical description of how control inputs affect the robot's movements, rotations, and joint angles. The Optimization block represents the algorithm within the MPC controller. Finally, the Control Inputs Block represents the actual control inputs that are applied to the robot as determined by the optimization algorithm. If you want to learn more about PID control concepts in-depth, be sure to explore our PID Controller Basics course: https://www.realpars.com/courses/pid-controller ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://realpars.com/blog/emerson-smart-solutions https://realpars.com/blog/opc-ua-food-beverage http://www.realpars.com/blog/io-link-technology ============================= TWEET THIS VIDEO: https://ctt.ac/22obX ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #PIDControl #IndustrialControl #RealPars

JlsbTJC3Lr0 | 01 Jan 2024
▶ The easiest way to learn industrial automation: https://realpars.com ▶ You can read the full post here: https://realpars.com/blog/emerson-smart-solutions Checking out the awesome tech at Emerson's booth! Join us as we dive into their cool innovations at Hannover Messe 2023. They've got smart devices, real-time analytics, and more in the world of factory automation. Come along for the ride! For those eager to learn more about Emerson's Smart sensors and actuators, we invite you to consider enrolling in our course, 'IIoT Fundamentals: Smart Sensors & Actuators in Automation.' It's your opportunity to stay updated on the latest trends in automation using smart technologies. @EmersonCorporate Join us on this enlightening journey. https://www.realpars.com/courses/iiot-sensors-actuators ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://realpars.com/blog/opc-ua-food-beverage http://www.realpars.com/blog/io-link-technology https://www.realpars.com/blog-post/single-pair-ethernet-benefits ============================= TWEET THIS VIDEO: https://ctt.ac/om7E6 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #Emerson #industrialiot #HannoverMesse

6_a8V7-RgZQ | 25 Dec 2023
▶ The easiest way to learn industrial automation: https://realpars.com ▶ You can read the full post here: https://realpars.com/blog/opc-ua-food-beverage ⌚Timestamps: 00:00 - Intro 01:06 - Sensors 03:07 - Equipment 03:31 - OPC-UA configuration 05:53 - Summary In the food and beverage industries, including dairy, the collection of process data is a key component of the manufacturing process. These data also provide proof that good manufacturing practices were followed and that the critical parameters of the product fall within strict guidelines. Many different sensors are used in milk production facilities to ensure quality and flavor. Platinum Resistance Thermometers, called RTDs, are used within pasteurization processes due to their high accuracy and stability over time. Regulations require a temperature of 72 °C to be reached and held for 15 seconds, enough to kill any bacteria. Even slight deviations from these parameters can render the milk product unsafe or ruin its taste. A common way to reach these parameters is to flow the raw milk through an HTST, a high-temperature, short-time, heat exchanger. The exchanger is heated to 72 °C and is sized so that the milk at the intended flow rate has a residence time of exactly 15 seconds. If the temperature is too high or if the milk remains at an elevated temperature for too long, scalding or protein breakdown may occur. If the temperature is too low or if the milk does not reach the pasteurization temperature, the milk may not be fully pasteurized. To measure flow rates, turbine or electromagnetic flow meters are used since they are able to perform well considering the viscous nature of the milk. Turbine and electromagnetic flow meters have virtually no pressure drop and are easily sanitized. pH sensors help the control system maintain the milk's acidity levels within acceptable ranges, thereby improving shelf life, consistency, and flavor. Equipment also plays a vital role in milk production. Plate and Frame heat exchangers are commonly used in milk production for heating, as described with the HTST, and for cooling. Plate and frame heat exchangers consist of multiple, thin, separated plates, and enable the milk to be spread out and to heat or cool uniformly and at the same rate. OPC-UA is the ideal communication method for amalgamating data from multiple sources, such as sensors, controllers, lab analysis equipment, and operator entries. This holistic view is crucial for quality assurance. Critical parameters that can be collected through OPC-UA connections from these various data sources include flows, pH, temperature, fat yield, fat percentage, protein yield, and protein percentage. OPC-UA plays a key role in adaptive feedback loops integrated into Programmable Logic Controllers. These advanced control schemes can monitor the milk product at every stage of production and initiate corrective actions before quality parameters are violated. A key regulatory requirement is traceability. The power of OPC-UA to collect and time stamp each piece of sensor data can be used to track the exact pasteurization heating cycle which would be beneficial in quality audits or should a recall become necessary. OPC-UA is fortified with advanced encryption methods and strict access controls. These security features are critical to maintaining food safety and to maintaining regulatory compliance. ============================= If you're eager to dive deeper and truly master more of these OPC-UA concepts, don't forget to check out OPC-UA: Learn the Basics: https://www.realpars.com/courses/opc-ua-learn-the-basics ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: http://www.realpars.com/blog/io-link-technology https://www.realpars.com/blog-post/single-pair-ethernet-benefits https://www.realpars.com/blog-post/opc-ua-pharma ============================= TWEET THIS VIDEO: https://ctt.ac/bpP32 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #foodandbeverageindustry #opcua #RealPars

jv-Xiv3GcLc | 18 Dec 2023
▶ The easiest way to learn industrial automation: https://realpars.com ▶ You can read the full post here: http://www.realpars.com/blog/io-link-technology ⌚Timestamps: 00:00 - Intro 02:02 - Application 02:56 - Optimization 04:15 - Engineering 05:11 - Commissioning 05:38 - Maintenance 06:25 - Wrap-Up Modern manufacturing companies understand the value of their data. They want to collect as much data from their machines and sensors as possible and analyze that data to optimize their processes and operations. Unfortunately, many sensors communicate with controllers using simple analog or digital signals, making it impossible to retrieve more data from them. IO-Link is a digital communication standard that can replace analog communication between a sensor and an IO block. Since IO-Link is a digital communication standard, more information can be exchanged on a single cable, making it possible for companies to collect more data from sensors using their existing infrastructure. IO-Link is basically a low-cost route to Industry 4.0 and data-driven decision-making for companies that want to collect more data without overhauling their existing infrastructure. In this video, we’ll look at an example of IO-Link being applied in an application to see the benefits of IO-Link. A Hydraulic Pressure Unit, also known as an HPU, is a machine that pressurizes fluid so that it can perform heavy lifting. A traditional HPU is equipped with several process sensors that monitor the flow, vibration, pressure, and level in the HPU and send their data back to a controller using analog signals in a range of 4 - 20 milliamps. By connecting these sensors to an ifm IO-Link Master, machine builders, and end users can unlock the data from the machine to optimize processes and ease engineering, commissioning, and maintenance of their machines. With IO-Link, process data is sent from the sensor to the controller using a digital signal in an engineering unit. Since IO-Link is a digital communication standard, more data can be sent over a single wire than ever before. Sensors can send multiple process values to the controller as well as diagnostic information. With ifm’s DataLine IO-Link Masters, this additional data can be sent from the IO-Link Master directly to the cloud via the dedicated IIoT port where it can be analyzed using IT tools and machine-learning algorithms to uncover real insights that optimize processes and operations. IO-Link also helps to streamline the engineering and commissioning of machines. Since IO-Link unlocks the intelligence of sensors, less work has to be done programming controllers. ifm provides IO-Link Startup Packages that contain everything you need to integrate an IO-Link sensor into your controls application including device descriptions and add-on instructions that can be imported into your projects. With Startup Packages, you can integrate IO-Link devices into your projects without writing a single line of code. Using moneo configure, ifm’s IO-Link configuration software, you can save machine configurations as a parameter set. Since a parameter set can include multiple masters and sensors, the full configuration for a standard machine can be stored. IO-Link makes more diagnostic data available from sensors to unlock the ability of maintenance departments to perform real predictive maintenance. IO-Link also makes maintenance easy through its Automated Device Replacement functionality. With ADR, the configuration for each device connected to an IO-Link Master is stored in the IO-Link Master. @ifmgroup For more insight check out the links below: Intro IO-Link page: https://bit.ly/intro-to-IO-Link Setup Videos: https://bit.ly/support-videos-IO-Link Expansion hubs: https://bit.ly/expansion-hubs-IO-Link Signal Converters: https://bit.ly/signal-converters-IO-Link ============================= If you want to learn more about IO-Link, then we suggest that you check out our course IO-Link Essentials: Accelerating Towards Industry 4.0: https://www.realpars.com/courses/io-link-essentials-industry-4-0 ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog-post/single-pair-ethernet-benefits https://www.realpars.com/blog-post/opc-ua-pharma https://realpars.com/opc-ua-basics/ ============================= TWEET THIS VIDEO: https://ctt.ac/4Cgfm ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #iolink #predictivemaintenance #realpars

8J5sIBTUz9c | 27 Nov 2023
▶ The easiest way to learn industrial automation: https://realpars.com ▶ You can read the full post here: https://www.realpars.com/blog-post/single-pair-ethernet-benefits ⌚Timestamps: 00:00 - Intro 01:31 - Server-to-sensor simplified 02:19 - Space savings 03:19 - SPE cables: easy install 04:08 - Cost savings 05:07 - Longer cable reach & runs 05:35 - Increased data speed 06:08 - Integrated power 06:43 - Stronger in harsh environment 07:18 - Enables IIOT and Industry 4.0 future 07:55 - Standardization for interoperability 08:35 - summary In this video, We will give you a peek into the world of single-pair Ethernet and the top 10 benefits it can bring to Industrial Automation. Single Pair Ethernet, or SPE, is a physical protocol. That means it describes, through a set of IEEE 802.3 standards, a method for physically connecting cables in a network using a single pair of wires. You are probably familiar with standard Traditional Ethernet CAT6 cables which use 4 pairs of wires for communication, and perhaps Industrial Ethernet cables which use 2 pairs of wires. Whether it is Traditional Ethernet, Industrial Ethernet, or single-pair Ethernet, all are physical protocols that can transfer data using the same types of Ethernet communication. So a Profinet communication network can be established using any of the three physical Ethernet protocols. A hint of the first benefit was just mentioned: the ability to use a communication protocol like Profinet over any of the physical Ethernet protocols. Single Pair Ethernet networks require only a single cable for both data and power, making the overall cabling infrastructure more straightforward and less bulky. As you can imagine, this simpler network and cabling design takes up less space. Since power and communications signals can be carried over the same cable to each sensor, the number of cables that need to be installed is cut in half. Power and data are delivered to the devices over a single cable using familiar 4-pin M8 connectors or 6-pin M12 connectors. These quick-connect cables eliminate the need for cable glands, removing the sensor housing, and making screw terminations. From the first three benefits of simplicity, space savings, and ease of installation, it is not hard to understand that there would be significant cost savings in employing SPE networks in industrial automation. SPE can reach longer distances than traditional Ethernet without the need for additional repeaters or switches, which is useful in expansive industrial environments. SPE can communicate faster than traditional Industrial Ethernet protocols. The 1000-BASE-T1 version of SPE covered by standard IEEE 802.3bp provides for cable lengths of up to 40 meters at a data communication rate of 1 Gigabit per second. We mentioned in the discussion of the simplicity of Single Pair Ethernet that both power and data can be transmitted over the same cable to field devices. SPE is also being developed and designed for robust performance, making it suitable for the harsh conditions often found in industrial environments, including resistance to EMI, heat, and moisture. The Industrial Internet of Things, or IIoT, is a part of the Industry 4.0 strategy to connect sensors, instruments, and autonomous devices through the Internet to industrial applications. SPE is governed by a comprehensive set of standards. The physical protocol is governed by several different subsections of IEEE 802.3, of which IEEE 802.3cg and IEEE 802.3bp have been mentioned in this video. Cables used in SPE applications are described by IEC 63171. @teconnectivity ============================= Single-Pair Ethernet Fundamentals: https://www.realpars.com/courses/single-pair-ethernet-fundamentals ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://www.realpars.com/blog-post/opc-ua-pharma https://realpars.com/opc-ua-basics/ https://realpars.com/codesys-hmi-interfaces/ ============================= TWEET THIS VIDEO: https://ctt.ac/D25eE ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #industrialautomation #RealPars #singlepairethernet #iiot

P9JsGGAFiMI | 13 Nov 2023
▶ The easiest way to learn industrial automation: https://realpars.com ▶ You can read the full post here: https://www.realpars.com/blog-post/opc-ua-pharma ⌚Timestamps: 00:00 - Intro 00:47 - Sensors 04:19 - Quality assurance camera 05:16 - Process Analytical Technology sensors 05:58 - OPC-UA Configuration 09:30 - Summary In this video, we will present how OPC-UA can provide benefits to the pharmaceutical industry. In the pharmaceutical industry, data is a key component of the manufacturing process. Manufacturing data is critical to providing proof that good manufacturing practices were followed during the manufacturing process and that the composition and purity of the product meet the required parameters. How is process data gathered? As with any process, we install sensors in the process to provide critical data from the operation. We will use a standard oral solids dosage process or OSD process, as an example. OSD processes are ones that take powdered ingredients, mix them, and press the mixture into tablets. The discussion of specific types of sensors in this type of process, along with detailed OPC-UA functionalities, will help provide an in-depth understanding for those who want to better understand the finer aspects of pharmaceutical pill manufacturing and monitoring. To do this efficiently, we first need to have several sensors that monitor the manufacturing process. - Resistance Temperature Detectors, called RTDs, or thermocouples, are often chosen for their precision in the narrow temperature bands typical for pharmaceutical processes. - Capacitive pressure sensors are commonly used for monitoring pill compaction in the tablet press. - Magnetic or optical encoders are installed on the product conveyor to monitor belt speed. Also of importance are optical sensors that can provide visual evidence of product quality. These cameras are the eyes of the operation. Every pill can be rigorously compared against a standard using sophisticated image processing algorithms. From cracks to color mismatches, nothing slips past. Process analytical technology (or PAT) can be thought of as a mechanism to design, analyze, and control pharmaceutical manufacturing processes through the measurement of critical process parameters. An example of a PAT sensor is based on near-infrared technology, which can penetrate through solid mixtures and provide feedback on how well-mixed the solids have become. The sensors we described each have a specific purpose in the tablet-making process. Each provides data that is important to controlling the process, monitoring the process, and documenting how the product was manufactured. Sensor data is collected in the manufacturing process by a number of computers, PLCs, and SCADA systems. In the digital realm, OPC-UA is the linchpin. OPC-UA is a machine-to-machine communication protocol used for industrial automation and provides a platform-independent protocol. OPC-UA allows the sampling of data at high frequencies, giving it the ability to capture every nuance of the production process in real time. There are four important characteristics that make OPC-UA so valuable. - First OPC-UA has a configurable data communication rate. - Second, security measures are equally as important as data collection rates. - Third, for operational support, OPC-UA is set up to trigger alarms when data from sensors breach predetermined thresholds. This helps ensure timely intervention by operators. - Finally, OPC-UA provides extensive Historical Data Access support. OPC-UA is used in the process data archive tasks, which is crucial for batch traceability, especially in the event of product recalls. ============================= If you're eager to dive deeper and truly master more of these OPC-UA concepts, don't forget to check out OPC-UA: Learn the Basics: https://www.realpars.com/courses/opc-ua-learn-the-basics ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://realpars.com/opc-ua-basics/ https://realpars.com/codesys-hmi-interfaces/ https://realpars.com/single-pair-ethernet/ ============================= TWEET THIS VIDEO: https://ctt.ac/3An32 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #OPCUAProtocol #pharmatech #opcua

_rQHcKwvRJw | 07 Nov 2023
▶ The easiest way to learn industrial automation: https://realpars.com ▶ You can read the full post here: https://realpars.com/opc-ua-basics/ ⌚Timestamps: 00:00 - Intro 00:33 - Key features of OPC UA 04:53 - OPC UA architecture 06:39 - Industry applications 07:57 - Future of OPC UA 08:59 - Summary OPC Unified Architecture, also known as OPC-UA, was developed in the mid-2000s as a TCP/IP-based protocol with the ability to share data at the control system level in real-time with high reliability and efficiency. OPC Classic opened the door for control system applications to share data quickly with minimal configuration. It was first released in 1996. This method was based on the Microsoft Distributed Component Object Model or DCOM services for client-server communications. In order to correct these issues, and to provide a more robust and secure method for exchanging data, the OPC UA architecture, was developed. OPC UA makes it possible to exchange process data, alarms and events, and historical data all from one client and server application. The original OPC UA specification was released in 2006. OPC UA is not based upon DCOM, but rather on a protocol stack built on top of the well-known TCP/IP protocol, the backbone of Ethernet, and the internet. OPC UA is a client-server-based application. The OPC UA server provides access to its data by exposing its data objects to an OPC UA client, such as an HMI application. The OPC UA interface is defined through configuration. An OPC UA application on the client subscribes to the data objects in the OPC UA server. These subscriptions are comprised of one or more data links to objects in the server that are used to request data from the server. Each configured OPC UA subscription has properties that request data such as: - DisplayName, which is the data object or tag, - Tag Value, - Quality or Status, - Timestamp of the OPC UA Server and Client, - Data Type, and - Subscription ID A typical OPC UA subscription link has this format: “opc.tcp://PCName192.168.1.45:62652/MyOPCProvider/UAServerName” The OPC UA TCP protocol uses essentially the same link structure as for an internet link. This gives OPC UA clients the ability to directly discover, address, and subscribe to data in the OPC UA server over any Ethernet network. To use OPC UA in your control system, you need OPC UA Server software to connect to the data sources, such as PLCs, application computers, and HMI stations. You also need OPC UA Client software to interact with the OPC UA server and to set up subscriptions for periodic data access. This data will be used to store the collected data for use on HMI screens, historical databases, alarm loggers, PLCs, or other applications. OPC UA is a vital component of the fourth industrial revolution, or Industry 4.0. The Industrial Internet of Things, known as IIoT, is all about access to data and making data available to those users that require it. This is exactly what the OPC UA data subscription feature is all about! OPC UA is often the only mechanism that HMI systems can access data from vendor-supplied equipment like chillers, boilers, compressors, lab equipment, and single-use pharmaceutical processing skids. Because OPC UA is based on the TCP/IP Ethernet stack, as Ethernet evolves, so will OPC UA. That means that OPC UA will be able to take advantage of advances in cybersecurity measures such as encryption. Efforts like the collaboration between OPC UA and TSN (Time-Sensitive Networking) will lead to creating comprehensive solutions by merging the strengths of different technology standards. OPC UA is positioned to be the cornerstone for IIoT communications solutions for manufacturing systems, providing seamless data integration across devices, machines, and systems. ============================= If you're eager to dive deeper and truly master OPC UA, don't forget to check out the course, “OPC-UA: Learn the Basics”: https://learn.realpars.com/courses/opc-ua-learn-the-basics ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://realpars.com/codesys-hmi-interfaces/ https://realpars.com/single-pair-ethernet/ https://realpars.com/codesys-visualization/ ============================= TWEET THIS VIDEO: https://ctt.ac/azb7w ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #opcua #Industrialnetworks #RealPars

YRmpa63vEsk | 30 Oct 2023
▶ The easiest way to learn industrial automation: https://realpars.com ▶ You can read the full post here: https://realpars.com/codesys-hmi-interfaces/ ⌚Timestamps: 00:00 - Intro 00:36 - Introduction to the visualization 01:18 - Static elements 01:56 - Status indicators 02:49 - Controls 04:03 - Wrap-Up In this video, we will show you how to use a visualization to interact with a CODESYS control application. By the end of the video, you will know what basic elements are available to build a visualization in CODESYS and how those elements can be used to interact with a control application. To demonstrate how to use HMI interfaces with CODESYS, we have created a sample control application and visualization in CODESYS. This visualization, like most CODESYS visualizations, is made up of a combination of static elements, status indicators, and controls. - Static elements are fixed elements that do not change while the visualization is running. These static elements provide the structure and branding for the visualization. We can use Image elements to display a brand image to the operator, Rectangle elements to segment the display into a header, status area, and control area, and Labels to identify fixed areas in the display. Other commonly used static elements that are available to use in a CODESYS visualization include lines, polygons, tabs, and group boxes. - Status indicators are dynamic elements. This means that their appearance can change based on the values of their associated variables while the visualization is running. Lamps visualize the status of a Boolean variable by turning on and off when the variable becomes True and False. Bar Displays fill and empty as the value of a variable changes. Bar displays are particularly useful for showing if the current value of a variable is within a normal range or if the value is reaching a critical threshold. Some other common status indicators include traces, trends, and meters. All of these elements provide different ways to visualize the value of a variable at the current moment or over a period of time. - Controls give an operator a way to modify the value of variables in a running control application. CODESYS comes with many different controls but one of the most important controls is the Button. Buttons can be configured to execute a certain action when a certain event occurs. Some other common controls include radio buttons, text fields, sliders, and checkboxes. All of these elements provide an operator with a way to affect the value of a variable in the control application. The CODESYS Development System provides many elements that can be used to quickly and easily create powerful visualizations for a control application. Being able to develop visualizations is an essential skill for any PLC programmer since almost every control application has a dedicated visualization that tells an operator how the process is running and provides a way for the operator to interact with the application. @Codesys-AutomationSoftware ============================= If you would like to learn more about how to create control applications and visualizations in CODESYS, you can check out the RealPars courses CODESYS 1 Introduction to PLC Programming and CODESYS 2 Introduction to Visualization. CODESYS 1 - Introduction to PLC Programming: https://learn.realpars.com/courses/codesys-1-introduction-to-plc-programming CODESYS 2 - Introduction to Visualization: https://learn.realpars.com/courses/codesys2-visualization-intro You can purchase your WAGO StarterKit through this link: https://www.wago.com/global/lp-wago-cc100-starterkit ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://realpars.com/single-pair-ethernet/ https://realpars.com/codesys-visualization/ https://realpars.com/ladder-logic-debugging/ ============================= TWEET THIS VIDEO: https://ctt.ac/cdNPl ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #codesys #RealPars #hmi

iGtucBO_4Pk | 23 Oct 2023
▶ The easiest way to learn industrial automation: https://realpars.com ▶ You can read the full post here: https://realpars.com/single-pair-ethernet/ ⌚Timestamps: 00:00 - Intro 01:25 - Ethernet as a physical protocol 03:11 - Ethernet as a communication protocol 05:03 - Enter the new kid: Single-Pair Ethernet 07:16 - Which Ethernet is right for you? Ethernet is a family of computer networking technologies commonly used in local area networks and wide area networks such as is used for our cell phones. It was commercially introduced in 1980 and first introduced as a standard in 1983 by the Institute of Electrical and Electronics Engineers as IEEE 802.3. Ethernet has been used in industrial plant settings for decades for communication between PCs, PLCs, and HMIs, as well as to various devices and servo drives on the plant floor using communication protocols such as Ethernet/IP and Profinet. The Ethernet standard describes the data transmission from one device to another over a cable, fiber, or wireless connection to a network of many devices. A network is the means by which this data is routed from one device to another. Ethernet networks typically consist of routers, switches, and network interface cards. Ethernet can be described using the OSI model. The OSI model describes any communication protocol as a collection of seven layers. The bottom layer is called the physical layer. The Ethernet physical layer describes the hardware required to connect the device to the network. OSI layers 2 - 7 that reside above the physical layer determine the structure of the Ethernet communication packets. An Ethernet physical layer requires an Ethernet data communication protocol. When we refer to Ethernet, it could refer to a number of data communication protocols, including Ethernet II, Profinet, Ethernet/IP, as well as others. All of these protocols fall under the IEEE 802.3 standard. These flavors of Ethernet can be called Traditional Ethernet since only data is transmitted over these physical and logical protocols. However, a new type of Ethernet physical layer has been introduced which has many advantages in an industrial manufacturing setting. This new Ethernet physical standard is called Single-Pair Ethernet, or SPE, and uses only a single pair of wires to communicate data and may contain an extra 1 or 2 pairs of wires to supply power to the end device, like a transmitter or valve positioner. Instead of multi-pair CAT-5 or CAT-6 unshielded cable, SPE uses cables that conform to standard IEC 63171. These cables may be constructed from a single pair of wires for data communication. IEC 63171-6 SPE cabling may also include a separate pair for power, which can deliver up to eight amps to end devices arranged in a multi-drop configuration, called Power over Data Line. So which Ethernet is right for your application? First, you need to determine your data needs and the requirements of your infrastructure. If you have an existing infrastructure that is based on traditional Ethernet network devices and cabling, it would be logical to extend that network with similar components. If a new system is to be installed, it would be advantageous to explore a Single-Pair Ethernet infrastructure. For plants undergoing upgrades or modifications, gateways are available to link new SPE subnetworks to existing plant fieldbus networks. The best news is: that you have a choice! Determine your data and network needs and plan for a successful installation of traditional Ethernet or Single-Pair Ethernet networks and devices on the plant floor. @teconnectivity ============================= If you're eager to dive deeper and fully understand Ethernet's intricacies, remember there's the Single-Pair Ethernet Fundamentals course waiting for you: https://learn.realpars.com/courses/single-pair-ethernet-fundamentals ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://realpars.com/codesys-visualization/ https://realpars.com/ladder-logic-debugging/ https://realpars.com/profibus-dp-network/ ============================= TWEET THIS VIDEO: https://ctt.ac/7314j ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #SinglePairEthernet #IndustrialEthernet

Pdg27ijoi1g | 16 Oct 2023
▶ The easiest way to learn industrial automation: https://realpars.com ▶ You can read the full post here: https://realpars.com/codesys-visualization/ ⌚Timestamps: 00:00 - Intro 00:27 - Advantages of CODESYS visualization 01:50 - Visualization options for CODESYS 02:23 - Local display 03:05 - Target visualization 03:58 - Remote target visualization 04:59 - WebVisu 06:16 - CODESYS HMI 07:05 - Wrap-Up In this video, we will give you a brief introduction to the advantages of developing visualizations with CODESYS and the different options that are available for deploying a “CODESYS visualization”. Developing visualizations for CODESYS control applications with CODESYS has two main advantages over using third-party visualization systems. The first advantage is that visualization development is integrated into the “CODESYS Development System”. The second advantage is that a CODESYS visualization can run on the same runtime as a control application. CODESYS is very flexible when it comes to deploying visualizations. Depending on the budget and technical requirements of a project, different methods can be used to deploy visualizations including “hardwired displays”, “network-based displays”, and “web-based displays”. - The Local Display is not really a way to deploy a CODESYS visualization but it is an important feature of the CODESYS Development System to be aware of. In the CODESYS Development System, you can preview a visualization while online. - In a Target Visualization deployment, a single instance of the CODESYS Runtime runs both the control code and the visualization. A Target Visualization deployment is generally used for CODESYS-compatible PLCs with integrated or hardwired displays. - A Remote Target Visualization deployment is a distributed version of a Target Visualization deployment. The runtime sends graphic commands to one or more CODESYS clients that are connected to the runtime over a network. The CODESYS clients receive the graphic commands from the runtime and render the graphics to hardwired displays that are connected to the clients. - In a WebVisu Deployment, a single CODESYS Runtime instance runs the control code, the visualization, and a web server. Any device that can run a modern web browser like Google Chrome and can reach the CODESYS runtime instance over a network connection can connect to the web server and display the visualization. If the device running the CODESYS Runtime is connected to the internet, then the visualization can be accessed from anywhere in the world to enable remote monitoring and support. - In a CODESYS HMI deployment, a dedicated CODESYS Runtime instance runs the visualization. This CODESYS Runtime instance exchanges data with other CODESYS instances that are running control code. The main advantage of a CODESYS HMI deployment is that the visualization can connect to and display data from many CODESYS instances running control code like a traditional SCADA system. Furthermore, an OPC-UA client can be used to connect the CODESYS visualization to non-CODESYS-compatible devices. The disadvantage of a CODESYS HMI deployment is that the complexity of the system is increased since there are more CODESYS runtime instances which are all engineered separately. @Codesys-AutomationSoftware ============================= CODESYS Basics | What is CODESYS and Why is it Important? https://realpars.com/codesys-basics/ Implementing Industrial Cybersecurity: https://learn.realpars.com/courses/implementing-industrial-cyber-security CODESYS 1 Introduction to PLC Programming: https://learn.realpars.com/courses/codesys-1-introduction-to-plc-programming CODESYS 2 Introduction to Visualization: https://learn.realpars.com/courses/codesys2-visualization-intro You can purchase your WAGO StarterKit through this link: https://www.wago.com/global/lp-wago-cc100-starterkit ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://realpars.com/ladder-logic-debugging/ https://realpars.com/profibus-dp-network/ https://realpars.com/codesys-plc-programming/ ============================= TWEET THIS VIDEO: https://ctt.ac/9n8pe ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #codesys #IndustrialAutomation #RealPars
gqqRWKwXanA | 25 Sep 2023
▶ The easiest way to learn industrial automation: https://realpars.com ▶ You can read the full post here: http://realpars.com/ladder-logic-debugging ⌚Timestamps: 00:00 - Intro 01:11 - Syntax errors 02:42 - Logical errors 04:04 - Timing and sequence errors 06:42 - Recommendations 07:48 - Conclusion Hello and welcome back to another free video from RealPars, the world's largest online learning platform for cutting-edge industrial technologies. In today’s video, we will show you how to debug common problems that you will encounter while programming, testing, and commissioning PLCs. After programming PLCs, the ability to test and debug code is the most important skill that a PLC programmer can have. Before being used in a production environment, all of your code has to be thoroughly tested to verify that it does what it is supposed to do in normal and abnormal situations like when a device fails. Any bugs found during this testing process must be solved since software bugs can lead to lost productive time, damaged products, and unsafe situations in a factory or plant. Let’s start by looking at the most common type of error that you will encounter: syntax errors. A syntax error is a mistake in the syntax, or wording, of your code. Most syntax errors are caused by programmers typing the name of a variable incorrectly. CODESYS is constantly checking your code for syntax errors while you work and any syntax errors are highlighted with a red squiggly line underneath the source of the error. Syntax errors are easy to find and fix because the CODESYS compiler highlights them to us. Logical errors are mistakes made by a programmer when writing his application logic. In this case, the syntax of the code is fine but the logic is not. Logical errors aren’t highlighted by the CODESYS compiler because the compiler doesn’t know how your logic should behave and therefore can’t tell you if it's wrong. Timing and sequence errors are a subset of logical errors that can cause a lot of difficulties for PLC programmers. A sequence error occurs when there is a problem with the sequencer and it does not activate the next sequential step or activates the wrong step. Very often, sequence errors are caused by timing errors. A timing error is a specific type of error that occurs because some variables don’t have the correct value at the correct time or the logic is not configured to check the correct variables at the correct time. To solve timing errors most PLC programmers will use a combination of techniques including; - trap bits which are test variables that are set to different values in your PLC program to see if a section of code is being executed, - traces which are graphs that show the values of a set of variables over time, and - breakpoints to stop the execution of a program at a certain time to see what values variables have and then execute the remainder of the program line by line to see where the error is occurring Solving errors can be very difficult and frustrating so the best thing you can do as a PLC programmer is write good code that doesn’t have any errors. Although it's not possible to write perfect code, you can increase the quality of your code and reduce the number of errors in your programs by; - Organizing your code well, - Following a descriptive naming convention, - Using rung and variable comments to document your logic, - Regularly having peers review your code to identify improvement areas, - Keeping regular backups to compare and revert logic if needed What other tips do you have to help reduce the number of errors in your PLC programs? Let us know in the comments. ============================= If you want to learn how to write error-free code, check out our course CODESYS 1 Introduction to PLC Programming: https://learn.realpars.com/courses/codesys-1-introduction-to-plc-programming ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://realpars.com/profibus-dp-network/ https://realpars.com/codesys-plc-programming/ https://realpars.com/ladder-logic-vs-other-languages ============================= TWEET THIS VIDEO: https://ctt.ac/GHcDa ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #LadderLogic #RealPars #plcprogramming

TSgps8GORoc | 18 Sep 2023
▶ The easiest way to learn industrial automation: https://realpars.com ▶ You can read the full post here: https://realpars.com/profibus-dp-network/ ⌚Timestamps: 00:00 - Intro 00:22 - PROFIBUS DP explained 01:26 - Healthy Network Traits 02:07 - Maintenance Tips 04:55 - Conclusion Today, we're diving deeper into making your PROFIBUS DP network run without hitches. In factories, sensors and actuators play a crucial role. They connect to industrial computers in a control room, often a programmable logic controller (PLC). To link the PLC to the sensors and actuators, we use cables. Given the distance between field devices and the control room, using multiple cables becomes inevitable, which is costly and inefficient. With PROFIBUS DP, we can relocate the inputs and outputs closer to the sensors and then connect them to the PLC using just a single RS-485. This method is not only more efficient but also cost-effective. "DP" in PROFIBUS DP stands for “Decentralized Peripherals”. Traditionally, I/Os are centralized in a control room. By moving them next to the sensors and actuators, we decentralize these I/Os. Let's delve into what an ideal and healthy PROFIBUS DP network should resemble. - Uninterrupted Communication: A top-notch PROFIBUS DP network should maintain seamless communication, transmitting data continuously without glitches. - Efficient Error Management: The network must swiftly and effectively handle minor issues. A robust monitoring system ensures you're promptly informed about any discrepancies. - Blackout Prevention: If there's a malfunction, the network should be adept at preventing a complete system shutdown. Let's explore some practical tips to maintain a robust PROFIBUS DP network. Tip 1: Diverse paths Avoid relying on a single cable. Just as a single highway accident can cause massive traffic, one cable issue can halt your entire network. Devices like ProfiHubs act as a lifesaver, switching to a backup route if the primary one faces issues, ensuring uninterrupted communication. Tip 2: Right cable PROFIBUS DP has various cables designed for specific scenarios. Some can withstand rain, sun, or even constant movement, like on robot arms. It's crucial to pick the right fit. Also, don't forget the connectors. They're like laces, they need to match with the shoes, or in this case, the cables! Tip 3: Grounding Grounding is a bit like giving your cables a safety net. Cables often have a protective layer to guard them from unwanted signals. For this protective layer to do its job right, it needs to be connected—or 'grounded'—to the earth. This grounding helps push away these unwanted signals. Make sure your cables are grounded correctly, both at the start and the end and at points in between. Tip 4: Fiber optics In areas with significant electrical interference, regular cables might struggle. Fiber optic cables are designed to handle these challenges, transmitting signals clearly over long distances. When transitioning from regular cables to fiber optics, a converter is necessary. Optical Link Modules (OLMs) serve this purpose, ensuring seamless communication between the two cable types. Tip 5: Monitoring - Check if everything's running smoothly. - Spot potential issues before they explode. - Quickly address any unexpected mishaps. ComBricks is a wonderful tool for this. It's like the security room where all camera feeds are monitored, ensuring everything is on track. @Anybus ============================= Anybus Diagnostics: https://www.anybus.com/products/diagnostics?mtm_campaign=RealPars-Video3&mtm_kwd=Influencer%20Marketing%20Real%20Pars&mtm_source=RealPars%20Youtube%20Channel&mtm_medium=Specific%20Video%20Description&mtm_content=PROFIBUS%20Network%20Components&mtm_placement=Video Industrial networking skill path on realpars.com: https://learn.realpars.com/collections/Industrial-Network ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://realpars.com/codesys-plc-programming/ https://realpars.com/ladder-logic-vs-other-languages http://realpars.com/Static-IP-Address-Configuration ============================= TWEET THIS VIDEO: https://ctt.ac/p61f9 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #PROFIBUS #PROFIBUSDP

FZZ7ppxyfR4 | 04 Sep 2023
▶ The easiest way to learn industrial automation: https://realpars.com ▶ You can read the full post here: https://realpars.com/codesys-plc-programming/ ⌚Timestamps: 00:00 - Intro 00:25 - Introduction to optimization 01:34 - Application introduction 02:04 - Optimization 05:10 - Test and benchmark 06:02 - Conclusion In this video, you will learn how to optimize your PLC code for performance. Before we talk about how to optimize your PLC code, let’s quickly define what optimization is in the context of PLC programming. In this video, you will see how we can refactor, or update, a CODESYS PLC application to optimize it for performance. In PLC programming, performance optimization usually aims to lower PLC cycle times and reduce the memory usage of the application. Low cycle times are important because we want to control processes at near real-time. High cycle times may lead to the loss of control of a process which can create dangerous situations. Low memory usage is important because PLCs have limited memory resources. Unlike computers which have a lot of memory available, a typical PLC, like the “Wago CC100”, has only 32 megabytes available to store an application. In this video, we will optimize a CODESYS application that monitors a temperature and controls a fan. When the temperature reaches an upper limit, the fan turns on, and when the temperature reaches a lower limit, the fan turns off. This sounds like a simple application but it will highlight how many opportunities there are to optimize even the easiest of applications. Optimization starts with an analysis of the current code. The aim here is to identify parts of the code that we can refactor to simplify calculations, consolidate logic, and improve memory usage by reducing the number of variables used. By simplifying calculations and removing duplicate logic from an application, we can significantly reduce the cycle time of the application. Starting with a complex three-rung calculation, we optimize the conversion from Celsius to Fahrenheit, initially using memory-consuming intermediate variables. We will introduce an efficient method using the “Function Block Diagram” to replace the current process, thereby removing several rungs and intermediate variables. Instead of converting values twice, we directly scale the analog input to Fahrenheit, saving cycle time. Duplicate calculations and excess intermediate variables for fan control are eliminated. The result? A streamlined, more comprehensible program. After this, we'll test and benchmark the outcome. After optimizing an application, you should check how much of an impact your changes have made to understand the value of the optimization and if the performance targets were reached. The first thing to check is the reduction in memory use. You can see the memory use of an application when you build the application. You can also check the reduction in cycle time by downloading the project to a PLC and opening the Monitor tab of the Task Configuration object. This tab gives some statistics about the cycle time of the PLC including the last cycle time, average cycle time, max cycle time, and min cycle time. ============================= If you want to learn more about programming PLCs using CODESYS, check out the course CODESYS 1 - Introduction to PLC Programming: https://learn.realpars.com/courses/codesys-1-introduction-to-plc-programming ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://realpars.com/ladder-logic-vs-other-languages http://realpars.com/Static-IP-Address-Configuration https://realpars.com/predictive-maintenance-machine-learning ============================= TWEET THIS VIDEO: https://ctt.ac/QT_od ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #PLCProgramming #RealPars #CODESYS

ny3wB4IKvzM | 28 Aug 2023
▶ The easiest way to learn industrial automation: https://realpars.com ▶ You can read the full post here: https://realpars.com/ladder-logic-vs-other-languages ⌚Timestamps: 00:00 - Intro 01:05 - Ladder Diagram 02:37 - Structured Text 04:01 - Function Block Diagram 05:07 - Sequential Function Chart 06:06 - Instruction List 06:40 - Recommendations 07:43 - Conclusion In today’s video, we are going to talk about Ladder Diagram and how it compares to other PLC programming languages. As you may be aware, PLCs are special-purpose computers that are designed to monitor and control automated processes. PLCs are programmed using programming languages defined in the IEC 61131-3 standard. This standard defines 5 programming languages called Ladder Diagram, Function Block Diagram, Structured Text, Sequential Function Chart, and Instruction List that are supported by almost all PLC manufacturers. - Ladder Diagram is the most popular PLC programming language because it was the first one introduced. When PLCs were first invented as a programmable alternative to hardwired relays in control panels, Ladder Diagram was the only programming language available. Ladder Diagram is a high-level, graphical programming language that is designed to look like electrical schematics. Because it is a visual language, it is very easy to understand and debug Ladder Diagram code. Ladder Diagram makes it easy to program and monitor complex Boolean logic which is exactly what it is designed for. - Structured Text (ST) is a text-based PLC programming language. It is generally preferred by people with traditional programming backgrounds because of its similarity to higher-level programming languages like Python. Structured Text is much better than Ladder Diagram for specific tasks, such as complex calculations on a single line and looping over sections of logic. - Function Block Diagram (FBD) is another high-level graphical programming language. It is commonly used in the process industry because its appearance is similar to P&IDs that define how process equipment is laid out. FBD is easy to program, monitor, and troubleshoot. Function Block Diagram can make implementing continuous process control using PID loops easier. - Sequential Function Char (SFC) is another high-level language that looks like a flow chart. It is a great programming language for modeling sequential processes on a high level, and should only be used to model processes, not to write control logic. - Instruction List (IL) is a text-based programming language similar to assembly languages. Instruction List is harder to write and debug than Ladder Diagram, or any of the other IEC 61131-3 programming languages. If you are working on new projects, you should not use the Instruction List programming language. I recommend using Ladder Diagram instead. I recommend that every PLC programmer learns how to program with the Ladder Diagram programming language and uses it as their default programming language. I make this recommendation because Ladder Diagram is the most widely used, understood, and accepted PLC programming language right now. In specific situations, use the other IEC 61131-3 programming languages: - For continuous process control, consider using Function Block Diagram, - For heavy computation, data processing, and looping, consider using Structured Text, - For modeling sequential processes on a high-level and implementing sequencers, consider using SFC ============================= CODESYS 1 - Introduction to PLC Programming: https://learn.realpars.com/courses/codesys-1-introduction-to-plc-programming ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: http://realpars.com/Static-IP-Address-Configuration https://realpars.com/predictive-maintenance-machine-learning/ https://realpars.com/actuator-applications/ ============================= TWEET THIS VIDEO: https://ctt.ac/AXH7Z ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #ladderlogic #plcprogramming #RealPars

YF5wmkhTHR4 | 22 Aug 2023
▶ Engineer's best friend for learning: https://realpars.com ▶ You can read the full post here: http://realpars.com/Static-IP-Address-Configuration ⌚Timestamps: 00:00 - Introduction 00:59 - What is an IP address? 01:37 - How is an IP address structured? 03:00 - Configure an IP address 06:27 - Test the connection 07:38 - Wrap-Up Hello and welcome to another video from RealPars, the world's largest online learning platform for cutting-edge industrial technologies. In this video, you will learn how to set a “static IP address” on your PC so that it can communicate with another device on a local Ethernet network. You'll also discover how to test the connection between your computer and a network device, along with troubleshooting steps if communication isn't successful. When programming PLCs, you will need to configure the IP address of your laptop so that you can download and test the PLC application. Any device that communicates on an Ethernet network using a TCP/IP-based communication protocol must have an IP address. This IP address is a unique identifier for the device that other devices can use to communicate with it. In case you aren’t familiar with it, TCP/IP stands for Transmission Control Protocol/Internet Protocol. This is the communication protocol that powers the internet and is used as the basis for many industrial communication protocols like EtherNet/IP, the communication protocol used by Allen Bradley PLCs. An IP address is made up of four octets, which are numbers in the range of 0 to 255, separated by period characters. An example of an IP address is 192.168.1.10. The IP address of a device contains a subnet address and a node address. A subnet mask defines which portion of the IP address is the subnet address. The most commonly used subnet mask is 255.255.255.0. When using this subnet mask, the first three octets of the IP address are the subnet address. This is important because two devices can only communicate with each other if they are on the same subnet or a router routes packets between the devices over different subnets. Networking and routing are complex topics. To keep things simple, you will generally configure your computer and the device you want to communicate with to be on the same subnet so that they can communicate directly with each other. You can test that the communication is working between your computer and the target device by pinging the target device from your computer. The command ping tells the computer to send a packet of data to the device and verifies that a reply is received from the device. The device will send a reply so I know that there is communication between the laptop and the device. If you don’t see a successful reply from the device, you should go back and check that: - The IP address of the device is set correctly, - The IP address of your computer is set correctly, - The Ethernet cable connecting your computer and PLC is plugged in and working correctly. ============================= If you are interested in learning more about how to download and test PLC applications, I highly recommend that you check out our course CODESYS 1: Introduction to PLC Programming: https://learn.realpars.com/courses/codesys-1-introduction-to-plc-programming This course teaches you everything you need to know about programming PLCs with CODESYS including writing, downloading, and testing your first PLC application. ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://realpars.com/predictive-maintenance-machine-learning/ https://realpars.com/actuator-applications/ https://realpars.com/eplan-electric-p8-omron-sysmac-studio ============================= TWEET THIS VIDEO: https://ctt.ac/cR849 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #ipaddress #plcprogramming

zXcp2HvpJLE | 14 Aug 2023
▶ Engineer's best friend for learning: https://realpars.com ▶ You can read the full post here: https://realpars.com/predictive-maintenance-machine-learning/ ⌚Timestamps: 00:00 - Intro 01:44 - Problem 04:10 - Solution 06:59 - Opportunities 07:49 - What is needed to deploy machine learning? 09:37 - Wrap-Up Modern companies understand the value of data. Data allows factories and plants to run their processes more efficiently to increase capacity and quality. Raw data has to be analyzed and processed to yield the insights that will actually help a company improve its processes. Until recently, advanced data analytics was a highly specialized skill that was not available to many manufacturing companies. In this video, we will show you how recent advancements in machine learning are making it easier to apply machine learning to manufacturing data to extract insights from data and use those insights to make informed decisions on maintenance and quality monitoring. Machine learning enables manufacturers to move from a preventative maintenance system to a predictive maintenance system. Many companies have started implementing a digitalization strategy where they use modern technologies like Single Pair Ethernet to collect data from the factory floor, IoT gateways to transmit the data, and on-premise or cloud-based databases to store the data. Although there are many different ways to analyze large data sets, machine learning is quickly emerging as the most efficient and cost-effective way to generate results. Until recently, using machine learning on your data involved hiring a team of data scientists to build a bespoke model, waiting for months while they trained the model, and eventually getting some results from the project. Since data scientists are so rare, it has been hard for manufacturing companies to hire people with the right combination of data science skills and manufacturing knowledge. What was required to deploy machine learning on the factory floor was an easy-to-use software that allows engineers to build, train, and deploy machine learning knowledge without data science skills. That is exactly what Weidmüller has delivered with their automated machine learning software Industrial AutoML. It is a SaaS product that enables anyone to easily train machine learning algorithms on their data and deploy those algorithms either in the cloud or on the factory floor. Training machine learning models in Industrial AutoML is an easy, three-step process. You upload your data to Industrial AutoML and the tool visualizes your data in a time series graph. In your visualized data, you use your domain knowledge to identify normal and abnormal data points. Once your data has been identified as normal or abnormal, the tool creates a range of machine-learning data models. Finally, you can deploy the trained model in the cloud or on-premises to detect and predict anomalies. Tools like Weidmüller’s PROCON-WEB are built on modern web technologies and can be used to collect data from any type of PLC or controller and store it in an efficient database called a historian. Once data is being collected, manufacturers can use software tools to monitor their data in real-time. Weidmüller is offering a modular Industrial IoT software kit that can be easily integrated into customer environments. In addition to PROCON-WEB, you can install ResMa®, to record and monitor energy flows to find inefficiencies in your energy usage. @WeidmuellerGlobal ============================= Using AutoML to monitor and predict maintenance with machine learning algorithms: https://youtu.be/vjdI8Fl3yZs Using AutoML to create new data-driven services: https://youtu.be/D0da-Kq3bww AutoML tutorial from Weidmüller: https://youtu.be/vOkPgFsc6AI ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://realpars.com/profibus-network-health/ https://realpars.com/eplan-electric-p8-omron-sysmac-studio https://realpars.com/industrial-control-systems-cybersecurity ============================= TWEET THIS VIDEO: https://ctt.ac/h8iLf ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #weidmüller #predictivemaintenance #RealPars

P6aLH8-rhaQ | 07 Aug 2023
▶ Engineer's best friend for learning: https://realpars.com ============================ ▶ You can read the full post here: https://realpars.com/database-enabled-controllers/ ⌚Timestamps: 00:00 - Intro 01:01 - MQTT communication 02:01 - OPC UA communication 02:39 - JSON data format 03:26 - Accessing the database 04:55 - Wind turbine and weather station data 06:20 - Database queries 07:07 - Summary ============================= In this video, we will demonstrate how Omron’s Sysmac Studio and an NX machine controller can directly access a relational database without a separate computer or middleware. We use Sysmac Studio to move and use data from IoT sources and store some of this data in the NX Controller Database. We’re going to move and use data from a wind turbine and an outdoor weather station. We’ll show you how to easily perform insert and select operations on this database. In this demonstration, we are going to use MQTT to capture the wind turbine and weather station data. MQTT is a very popular publish/subscribe messaging communication protocol for IoT devices allowing the exchange of data via Cloud services. MQTT uses an MQTT Server or Broker intermediary entity that enables MQTT clients to communicate. The Server collects Published messages from MQTT clients and delivers the messages addressed to receivers that were Subscribed. An MQTT Client can work simultaneously as a publisher or a subscriber on several topics. Sysmac Studio and the NX machine controller can also speak using OPC UA which is another mechanism for transferring information between servers and clients. Omron controllers can accomplish MQTT via Sysmac Studio communication Function Blocks. Sysmac Studio has an MQTT Library with simple-to-use FBs to Connect, Ping, Publish & Subscribe to an MQTT server. JSON (JavaScript Object Notation) is a very popular data format with the IoT and can be used to exchange data via MQTT. OMRON has created a JSON library to convert Sysmac variables to JSON string and to extract variables from a JSON string. Messages can be encoded with JSON at the source, communicated via MQTT, and decoded at the receiver using JSON. Unlike most other PLCs or control systems, OMRON controllers do not need any additional software, hardware, or Server Middleware. Sysmac Studio has several DB Function blocks to perform functions such as insert, select, and delete. Connecting with one of several possible relational database types servers to choose from is easily accomplished. @OmronAutomationAmericas ============================= Omron PLC Basics: Fast-Track Training in NX & NJ Series: https://learn.realpars.com/courses/omron-nx-and-nj-plcs Omron PLC Programming Basics - Sysmac Studio: https://learn.realpars.com/courses/Omron-PLC-Programming-Basics-Sysmac-Studio ============================= TWEET THIS VIDEO: https://ctt.ac/d64T7 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #mqtt #database

XnCHWxX4eRo | 17 Jul 2023
▶ Engineer's best friend for learning: https://realpars.com ============================ ▶ You can read the full post here: https://realpars.com/actuator-applications/ ⌚Timestamps: 00:00 - Intro 01:08 - Examples of actuators 01:47 - Importance of actuators in manufacturing 02:25 - Introduction to robots 04:06 - Smart actuators 04:41 - Soft robots 05:10 - Conclusion ============================= Let's kick things off with a quick discussion about the term "Actuator". An actuator is a device that makes something move or operate. Digging a bit deeper we find that an actuator receives a source of energy and uses it to move something. In other words, an actuator converts a source of energy into a physical mechanical motion. There are 3 sources of energy used by an actuator to produce the physical-mechanical motion. - Pneumatic actuators are operated by compressed air. - Hydraulic actuators use a variety of liquids as a source of energy. - Electric actuators use some form of electric energy to operate. A pneumatic actuator receives a pneumatic signal through a top port. This pneumatic signal exerts pressure on a diaphragm plate. This pressure will move the valve stem downward in a way that moves, or strokes the control valve. As the industry becomes more and more dependent on automated systems and machines, the demand for more actuators increases. Actuators are used extensively in a multitude of manufacturing processes such as assembly lines and material handling. With the advances in actuator technology, there are a vast number of actuators at our disposal with different strokes, speeds, shapes, sizes, and capacities to best satisfy any specific process requirements. Without actuators, many processes would require human intervention to move or position many mechanisms. This is a good time to introduce you to the device called a “Robot”. A robot is an automated machine that can execute specific tasks with little or no human involvement and with speed, accuracy, and precision. These tasks can be as simple as moving a finished product from a conveyor to a pallet. Robots are very good at pick-and-place tasks, welding, and painting. Robots are excellent at doing tedious repeatable tasks that were performed by a human a few years ago. Robots can be used for more complex assignments such as manufacturing automobiles on an assembly line or executing very delicate and precise tasks in the surgical operating room. Robots come in many shapes and sizes. The type of robot is defined by how many axes are used. The main component of every robot is the servo motor actuator. For each axis, there is at least one servo motor actuator that moves to support that part of the robot. For example, a 6-axis robot has 6 servo motor actuators. A servo motor actuator receives a command to go to a specific position and then acts on that command. The Smart Actuator contains an integrated sensor. This device is capable of providing actuation or movement in response to sensed physical properties such as light, heat, and humidity. You’ll see smart actuators used in applications as complex as nuclear reactor process control systems, and as simple as home automation and security systems. Peering into the near future, we see a device called a “Soft Robot”. A Soft robot has soft actuators integrated and distributed throughout the robot, unlike a Hard Robot with actuators for every joint. Adding Artificial Intelligence to the mix, Biomimetic intelligence provides a robot with the ability to learn new environments and the decision-making ability to respond to external changes. ============================= Industrial Sensors skill path https://learn.realpars.com/collections/instrumentation Robotics skill path https://learn.realpars.com/collections/robotics Fanuc Robot Training: Fundamentals & Roboguide Mastery https://learn.realpars.com/courses/industrial-robotic-systems-with-fanuc-robots ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://realpars.com/profibus-network-health/ https://realpars.com/eplan-electric-p8-omron-sysmac-studio https://realpars.com/industrial-control-systems-cybersecurity ============================= TWEET THIS VIDEO: https://ctt.ac/fZRlA ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #actuators #robotics #RealPars

Cf8gpuBfkCU | 26 Jun 2023
▶ Engineer's best friend for learning: https://realpars.com ============================ ▶ You can read the full post here: https://realpars.com/profibus-network-health/ ⌚Timestamps: 00:00 - Intro 00:15 - Message level diagnostics on PROFIBUS DP 02:00 - Tools for displaying message-level diagnostics 02:26 - Electrical signal diagnostics 02:59 - Tools for displaying electrical signal diagnostics 03:14 - Conclusion ============================= In this video, we're going to help you understand the key indicators for a healthy PROFIBUS network. We'll discuss several indicators to measure your network's health, the tools you need, and how to access the information most effectively. First, we'll dive into “Message Level Diagnostics” on PROFIBUS DP. This concept is about understanding the dialogue taking place between devices in your network. You can think of it as being like a coach observing a football game, where the players are our master and slave devices. The coach watches the passes (the data exchanges) and looks out for any patterns or anomalies. Spotting these early could provide warning signs of a potential problem in your network, just like a coach can preempt a shift in the game by noticing changes in play. Our attention primarily focuses on three indicators - retries, syncs, and illegal messages. - 'Retries' are akin to a player trying to pass the ball to a teammate repeatedly after an initial miss. It's like the midfielder continually attempting to get the ball to the striker when the striker isn't receiving the passes effectively. - 'Syncs', in contrast, is about the timing of the passes. You can compare them to the rhythm of a football game, where good timing between passes ensures smooth play. If the players fall out of sync, the game - or in our case, the communication - can get disrupted. - Lastly, 'illegal messages' can be thought of as external disruptions to the game - like having an extra ball suddenly bouncing onto the field or a fan running across the pitch. Just as these unexpected events disrupt the smooth progression of a football match, illegal messages - being out of place or incorrect - can similarly cause significant disruption in the communication process. Now, you might be wondering, how can I view these message-level diagnostics? That's where ComBricks comes in. This modular monitoring system by Anybus, our video sponsor today, can collect and display message-level diagnostics around the clock. ComBricks is like a personal assistant, constantly monitoring your network's conversation and flagging any potential issues. Next up, we have Electrical Signal Diagnostics. This is like checking the heartbeat of your network - the voltage levels, signal quality, and integrity of your electrical signals. One way to do this is by looking at oscilloscope images, which are graphic representations of your electrical signal. If the oscilloscope image looks like a neat square, you can be confident your electrical signal is good. With proper training, you can learn to understand the altered shape forms and associate them with a specific fault “ComBricks SCOPE repeater” is the tool that can help you visualize and analyze these oscilloscope images. It reads and captures the electrical signals in your network and shows them in a user-friendly way through a web browser. @Anybus ============================= If you're interested in diving even deeper into the world of industrial networking, RealPars has just what you need: Industrial Networking Fundamentals: https://learn.realpars.com/courses/industrial-networking-fundamentals Profibus: https://learn.realpars.com/courses/how-to-configure-profibus-dp-network Single Pair Ethernet: https://learn.realpars.com/courses/single-pair-ethernet-fundamentals Learn how a cloud-based AI analyzer can revolutionize your approach to network diagnostics: Anybus Diagnostics: https://www.anybus.com/products/diagnostics?utm_source=google&utm_medium=video&utm_campaign=RealPars2&utm_term=english&utm_content=anybus ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://realpars.com/eplan-electric-p8-omron-sysmac-studio https://realpars.com/industrial-control-systems-cybersecurity http://realpars.com/siemens-s7-1200-plc-selection-guide ============================= TWEET THIS VIDEO: https://ctt.ac/y9Xg6 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #PROFIBUS #Industrial_networking
qOd2W-qvOkA | 19 Jun 2023
▶ Engineer's best friend for learning: https://realpars.com ============================ ▶ You can read the full post here: https://realpars.com/eplan-electric-p8-omron-sysmac-studio ⌚Timestamps: 00:00 - Intro 00:57 - EPLAN Electric P8 Project Overview 02:07 - Importing Electric P8 Drawings into Sysmac Studio 02:40 - Creating the AML File in Electric P8 03:32 - Importing the AML File into Sysmac Studio 04:43 - Hardware and network configuration overview 06:07 - Summary ============================= In this video, we are going to show you how “EPLAN Electric P8 CAD designs” can be imported into “OMRON Sysmac Studio”. EPLAN Electric P8 is electrical design software, which supports 2D computer-aided engineering for the creation of schematics and circuit diagrams. Sysmac Studio is the software that provides an “integrated development environment” for programming, debugging, and simulation for OMRON Machine Automation Controllers and HMIs. Important data created in Electric P8 can be imported into Sysmac Studio reducing duplicate data entry and eliminating possible errors in the design process. Typical imported data includes the physical location or placement of PLC modules, controller and network configuration, and device variables. We will start with a completed Electric P8 project that has a set of schematics typically found in most electrical project drawings. This project includes: - a title page - single-line pages showing network and communication links. - a page that shows the CPU Rack with OMRON part numbers and slot locations of the components in the rack. - a page that shows the Expansion Rack with OMRON part numbers and slot locations of the components in the rack. - a page that shows the Node Coupler and the I/O modules connected to the coupler… - Some pages show the individual I/O modules and provide data on the Variable assignments for the inputs and outputs of each module. Next, we will demonstrate how an AML file is created in EPLAN Electric P8 and how it is imported into Sysmac Studio. It is possible to import the Electric P8 electrical drawings into Sysmac Studio via an IEC 62714 Automation ML or AML file. An AML file is a data file used to store and exchange plant engineering information. It is based on the XML format. @OmronAutomationAmericas ============================= OMRON License Portal: https://license-user.automation.omron.com/ ============================= If you're finding this content valuable and wish to gain a more comprehensive understanding of Omron Controllers, consider signing up for our free course: Introduction to Omron NX and NJ PLCs: https://learn.realpars.com/courses/omron-nx-and-nj-plcs ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://realpars.com/industrial-control-systems-cybersecurity http://realpars.com/siemens-s7-1200-plc-selection-guide https://realpars.com/s7-1200-plc-Introduction ============================= TWEET THIS VIDEO: https://ctt.ac/0Qmd1 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #OMRON #RealPars #EPLAN

5Wpu6dsWEb8 | 12 Jun 2023
▶ Engineer's best friend for learning: https://realpars.com ============================ ▶ You can read the full post here: https://realpars.com/industrial-control-systems-cybersecurity ⌚Timestamps: 00:00 - Intro 01:44 - Threats to ICS 03:25 - ICS Security Challenges 05:07 - Best Practices for ICS Cybersecurity 06:55 - Patching and Vulnerability Mitigation 07:49 - Conclusion ============================= Industrial Control Systems are what we call specialized industrial computers that control critical infrastructure and process automation systems. Examples of where industrial control systems are used in critical infrastructure include the power grid, water and wastewater management, transportation, and natural gas. Process automation systems that use industrial control systems include nuclear power plants, oil refineries, steel mills, and most types of factories. Any time an industrial process is automated, an industrial control system is likely being used. Because so much of modern life depends upon the convenience and safety afforded by industrial control systems, cybersecurity is of utmost importance for these systems. With attacks on industrial control systems becoming more common every year, cybersecurity for industrial control systems is quickly becoming a necessary component for many organizations. Malware such as Stuxnet, Industroyer, Triton, and Pipedream, to name a few, have been used to target ICS hardware specifically, with the intent of disrupting operations or destroying equipment. While a ransomware attack on an IT system can cripple an organization, an attack on an OT system has the potential to not only hinder the operations of an organization, but to destroy equipment, disrupt critical infrastructure, and cause loss of life as well. While there is some overlap between cybersecurity best practices for IT systems and OT systems, there are some special considerations for industrial control systems. While IT systems are often managed using centralized management systems such as Active Directory, industrial control system components must usually be managed as standalone systems. PLCs, HMIs, and other ICS components usually ship with a default username and password which are well-documented and easy for attackers to guess. Special care must be taken to ensure that default credentials have been changed or removed for each component. The new credentials must then be securely stored in order to prevent an attacker from gaining access to them. Another unique aspect of securing industrial control systems is that endpoint protection software and firewall software typically cannot be installed on these systems. In addition to adequately defending your industrial assets, it is important to have an incident response plan in place to determine how you will respond to, and recover from a cyberattack, should one take place. This will enable you to quickly and effectively respond to an event and minimize the impact of a cyberattack on your organization. In the IT world, security updates are usually applied on a regular schedule to patch security vulnerabilities. In the OT world, patching is performed far less frequently, if ever. If patches can be applied to ICS components, they should be tested in a development environment to ensure that the updates will not disrupt the production system. ============================= To learn more about securing industrial control systems, be sure to check out the RealPars courses on this topic. In these courses, you'll learn about ICS malware, ICS attackers, past ICS security events, and how to defend your network from similar attacks in the future. Implementing Industrial Cyber Security: https://learn.realpars.com/courses/implementing-industrial-cyber-security Introduction to Industrial Control System Malware: https://learn.realpars.com/courses/introduction-to-ics-malware ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: http://realpars.com/siemens-s7-1200-plc-selection-guide https://realpars.com/s7-1200-plc-Introduction https://realpars.com/Best-PLC-Programming-Language ============================= TWEET THIS VIDEO: https://ctt.ac/j2obe ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #Cybersecurity #ICS

QlM95Vjy5Wk | 06 Jun 2023
👉 Free Consultation Sign-up: https://service.realpars.com In this video, we're excited to unveil our new partnership with @RSAmericas , aimed at optimizing industrial processes across the USA, Canada, and Mexico! Together, we’re offering exclusive industrial automation consultation services tailored to your unique needs. If you’re seeking to reduce downtime, boost efficiency, and revolutionize your operations, you've come to the right place. Our seasoned engineers specialize in control system integration, manufacturing, IIoT, and enterprise & industrial network solutions, all designed to drive optimal performance and sustainable reliability. We have a limited number of free consultation slots available exclusively for our viewers. If you're ready to bring innovation to your operations, click the link below to secure your spot. Don't miss this chance to take your operations to the next level with RealPars and RS Americas: https://service.realpars.com #RealPars #RSAmericas #IndustrialAutomation

eKFTZOw4-3o | 05 Jun 2023
▶ Free Consultation Sign-up: https://service.realpars.com ============================ ▶ Engineer's best friend for learning: https://realpars.com ============================ ▶ You can read the full post here: http://realpars.com/siemens-s7-1200-plc-selection-guide ⌚Timestamps: 00:00 - Intro 01:20 - Step 1: Determine the project requirements 01:51 - Step 2: Identify the necessary functions 02:16 - Step 3: Choose the S7-1200 model 02:52 - Step 4: Verify the compatibility 03:21 - Step 5: Consider future expandability 03:50 - Step 6: Evaluate the cost 04:17 - Step 7:Consult with experts 04:38 - Example (Industrial Conveyor System) 09:09 - Conclusion ============================= Choosing the right Siemens S7-1200 PLC for your project can be challenging, but with the right guide, it can be easy. This video will provide a step-by-step guide on choosing the right Siemens S7-1200 PLC and expansion modules for your project. We’ll also go over a small project example using the step-by-step guide. You will learn how to apply the step-by-step guide to select the appropriate Siemens S7-1200 PLC model and expansion modules for an industrial conveyor system project. 1. The first step in choosing the right S7-1200 PLC is determining your project requirements. Some questions you can ask yourself are: - What is your application about? - How many I/Os are you going to be needing? - What devices are you going to be communicating with? - Is this going to be a safety application? - Is it a time-sensitive application? 2. The second step would be to identify the necessary functions for your application. For example, do you need to control speed and direction? Will you need an emergency stopping function? Do you need the PLC to provide diagnostics? Maybe you need to maintain the flow rate using pressure sensors. 3. The third step is choosing the right S7-1200 model and the expansion modules and boards if required. With your functions and requirements laid out, you can select the CPU model, expansion module, and boards to reach your requirements. Take note of the I/Os already integrated into the CPU module and the max number of modules and boards the CPU can take. 4. With the fourth step, you need to verify the compatibility. This means you get the correct software and devices compatible with your S7-1200 PLC. All S7-1200 PLCs will need STEP 7, Basic Edition to start programming. 5. The fifth step is to consider future expansions on your S7-1200. Make sure to know your I/O point limit and expansion limit on the model you choose. Should you anticipate adding more I/Os into your system, your S7-1200 will be ready to handle the extra I/O points and modules. A good general rule is adding about 15-20% more IOs than what your project currently needs. 6. The sixth step is evaluating the cost of your S7-1200 PLC and the associated components. Are the components within your budget and provide good value for the features and performance? You can do an estimated cost breakdown on your selected components to get an idea of the value. Remember to take into account the smaller components such as the power supply, cables, and connectors. 7. The final step is consulting with experts. If you need a second opinion or technical support, the RS engineering team and Technical Solutions Center can provide guidance on the S7-1200 PLC selection, configurations, and programming. @RSAmericas ============================= If you need to improve your industrial operations, don't hesitate to get a free consultation from the experts at RS Americas. So if you're in the US, Canada, or Mexico, hit this link: https://service.realpars.com ============================= S7-1200 CPUs: https://bit.ly/3MRZTnA I/O modules: https://bit.ly/3MRgcRK STEP 7: https://bit.ly/3N8l0mW ============================= PLC Programming MADE EASY (Level 1): https://learn.realpars.com/courses/PLC-Programming-MADE-EASY-Level-1 ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://realpars.com/s7-1200-plc-Introduction https://realpars.com/Best-PLC-Programming-Language https://realpars.com/siemens-plc-rs-pro-hmi-integration ============================= TWEET THIS VIDEO: https://ctt.ac/3A6ta ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #PLC #RealPars #Siemens

NxMdpr9SsdA | 29 May 2023
▶ Engineer's best friend for learning: https://realpars.com ============================ ▶ You can read the full post here: https://realpars.com/Best-PLC-Programming-Language ⌚Timestamps: 00:00 - Intro 01:32 - Ladder Diagram (LD) 03:06 - Function Block Diagram (FBD) 04:39 - Structured Text (ST) 05:23 - Sequential Function Chart (SFC) 06:48 - Instruction List (IL) 07:08 - Wrap-Up ============================= At RealPars, we are often asked which PLC programming language is the best to learn. Although the students who ask that question want a definitive answer, the only correct answer is “It depends on the context”. Every PLC programming language exists for a reason and is suitable for specific applications. Different programming languages are more popular in some countries and industries than others. So the best PLC programming language for you to learn may vary depending on where you live and what industry you are interested in. In this video, we will explain the main features of the five IEC 61131-3 programming languages along with their strengths and weaknesses and where they are used to help you decide which PLC programming languages to focus on first. - Ladder Diagram (LD) is the most commonly used PLC programming language. It is a high-level, graphical programming language that is designed to be easy to read and understand for easy maintenance and troubleshooting. Ladder Diagram is the first PLC programming language that many PLC programmers will learn because most companies want to hire engineers who can program with Ladder Diagram. The biggest advantage of Ladder Diagram is its graphical nature. It is very easy to look at a rung and debug the logic even if you are not a programmer. Ladder Diagram is a great programming language for complex Boolean logic. - Function Block Diagram (FBD) is another graphical programming language for PLCs. In Function Block Diagram, Function Blocks are placed on a sheet and wired together. The end result looks very similar to a P&ID Diagram. The big advantage of FBD over LD is that the outputs of one Function Block can flow into the next or be used as feedback without using intermediate variables. This feature makes FBD great for controlling continuous processes where analog values are constantly being monitored and outputs adjusted to keep the value within a range. Because of its resemblance to P&IDs and its ability to easily control continuous processes, FBD is commonly used in process industries. - Structured Text (ST) is a text-based programming language for PLCs. In general, ST is very powerful for performing complex arithmetic operations and for looping over data structures like arrays. - Sequential Function Chart (SFC) is a flowchart-like programming language that is used to build state machines and sequencers for processes. SFC is an incredibly easy language to design in. You create a block for each state that is supported by your process, program the actions that are executed while the machine is in each state, and the conditions that are required to transition from one state to another. SFC is also easy to monitor and debug at runtime since you can see exactly what state is active and what conditions must be true to transition to the next state. - Instruction list (IL) is an obsolete programming language that was very similar to an assembly language. You may encounter an instruction list if you are working in a maintenance role, but the recommendation from most manufacturers is not to use Instruction List for new projects. ============================= If you want to learn more about PLC programming using IEC 61131-3 programming languages, then check out our course CODESYS 1 where you can learn to write your first PLC program using the Ladder Diagram programming language. CODESYS 1: Introduction to PLC Programming: https://learn.realpars.com/courses/codesys-1-introduction-to-plc-programming ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://realpars.com/siemens-plc-rs-pro-hmi-integration https://realpars.com/rtd-installation-maintenance https://realpars.com/s7-1200-plc-Introduction ============================= Ready to stay on the cutting edge of our newest video content? Be sure to hit subscribe and join us on this exciting YouTube channel! http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/abejn ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #PLC #plcprogramming #RealPars

aHVdsKyDPP0 | 22 May 2023
▶ Ready to combat downtime and elevate your industry operations? Click here to unlock your free consultation and begin your journey toward unparalleled efficiency: https://service.realpars.com ============================ ▶ Engineer's best friend for learning: https://realpars.com ============================ ▶ You can read the full post here: https://realpars.com/siemens-plc-rs-pro-hmi-integration ⌚Timestamps: 00:00 - Intro 01:08 - PLC Configuration 03:15 - PLC Programming 04:58 - Configure the HMI 06:33 - Build the HMI Application 09:32 - Test the Communication 10:43 - Wrap-Up ============================= One of the most challenging parts of any automation project is getting all of the devices to communicate with each other. As many of you know, trying to get two devices from two different manufacturers to communicate can be the source of a lot of headaches and issues on an otherwise smooth project. In this video, we will show you how easy it is to connect an RS PRO HMI to an S7-1200 or an S7-1500 PLC over an Ethernet network. We will configure and program a PLC in TIA Portal, create and configure an HMI application in piStudio, and test the connection between the two devices. - First, you will learn how to configure the PLC. This involves setting the IP address for the PLC on the same subnet as the HMI, allowing external devices to access the PLC's data, and enabling PUT/GET communication for communication between the PLC and HMI. - Next, you will learn how to program the PLC. You will create a simple seal-in circuit using permissive and interlock conditions. Additionally, you will define tags for the project, including memory, global output, and global input tags. Once the programming is complete, you will compile the project and download it to the PLC. - Moving on to the HMI configuration, you will use piStudio, the development environment for RS Pro HMIs. You will create a new project and specify the IP address of the PLC that the HMI will communicate with. Furthermore, you will configure the IP address of the HMI itself. - After configuring the HMI, you will build the HMI application. This involves adding objects, such as Bit Switches and Bit Lamps, to the HMI screen by dragging them from the toolbox. You will configure these objects to read from and write to PLC tags, allowing control and visualization of the PLC's status. Additionally, you will add text labels to explain the functionality of the objects. Once the HMI development is complete, you will compile the HMI application and download it to the HMI. - Finally, you will test the communication between the PLC and HMI. You will interact with the HMI objects to verify their functionality and observe the changes in PLC tags and their corresponding visualizations on the HMI. This will ensure that the communication between the PLC and HMI is working as expected. ============================= Looking to dive into Siemens PLC programming? Look no further! Enroll in the RealPars course, which is free and designed to be super easy to follow. You can access the course here: PLC Programming MADE EASY (Level 1): https://learn.realpars.com/courses/PLC-Programming-MADE-EASY-Level-1 ============================= To make your learning experience even better, we've included links to the hardware and software discussed in the video. These include the S7-1200 PLC, RS PRO HMI, TIA Portal, and piStudio. By utilizing these resources, learning about Siemens PLC programming becomes fun and accessible for everyone! Here are the links to the hardware and software: S7-1200 PLC: https://us.rs-online.com/plcs-hmis/plcs/?a10=Siemens&n8479=S7-1200%20Series RS PRO HMI: https://us.rs-online.com/plcs-hmis/hmi-displays/?a10=RS%20PRO TIA Portal: https://us.rs-online.com/product/siemens/6es78220ae080ya5/74367016 piStudio: https://brandzone.rspro.com/HMI/Unipower20221024.zip ============================= @RSAmericas If you need guidance on which products best fit your needs, RS is a great solutions partner. The RS Engineering team and Technical Solutions Center are ready to support you with your project needs: - https://us.rs-online.com/lp/virtual-demo-lab - https://www.surveymonkey.com/r/6WRYPNT ============================= Ready to stay on the cutting edge of our newest video content? Be sure to hit subscribe and join us on this exciting YouTube channel! http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/Hcl0f ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #HMI #RealPars #PLC

Fut1AYx0QAc | 15 May 2023
▶ Engineer's best friend for learning: https://realpars.com ============================ ▶ You can read the full post here: https://realpars.com/rtd-installation-maintenance ⌚Timestamps: 00:00 - Intro 00:21 - How does an RTD work? 01:08 - How RTDs are Used? 04:13 - 2, 3, and 4-wire RTD 05:11 - RTD Protection 06:14 - RTD maintenance and troubleshooting 07:28 - Summary ============================= In this video, we're going to introduce you to the Resistance Temperature Detector commonly referred to as RTD. We’ll talk about how the RTD works and how it’s used in industry to measure temperature. We’re also going to discuss regular maintenance, calibration, and troubleshooting of RTD circuits. An RTD is a passive resistive device made from a metal that changes resistance with a temperature change. If the temperature increases, the RTD resistance increases. In most applications, a current is passed through an RTD to determine temperature. Using the resulting voltage across it, the RTD resistance can be determined using Ohm’s Law. The resistance changes almost linearly with a temperature change. A very good linear range for the Pt100 RTD is 0 ℃ to 400 ℃. The relationship between temperature and resistance of an RTD is referred to as the temperature coefficient (Alpha). The Alpha of a Pt100 RTD is 0.00385 ohms/ohm/℃. The Wheatstone Bridge was probably the most commonly used method originally. But, it's not so common anymore. The distance between the RTD and the bridge becomes an issue because of the introduction of lead wire resistance. The Constant Current Source method is very popular. The voltage is a direct result of the resistance of the Pt100 and the constant current flowing through it. An increase in lead wire resistance does not affect the Voltage V because the current through the RTD is not affected. You will rarely see a 2-wire RTD used in an industrial application because of its inherent problems with resistance detection. 3-wire and 4-wire RTDs are the industry standards as issues with lead wire resistance are eliminated. Probably the best and most accurate temperature measurement is made using a 4-wire RTD connected to a Constant Current Source transmitter. The transmitter current is unaffected by the lead wire length. The voltage resulting from the constant current and the RTD temperature is detected by the transmitter. The transmitter converts this detected voltage and sends a corresponding signal to a receiving instrument such as a PLC. An RTD needs protection. A connection head is used to connect the RTD leads to the transmitter. The connection head also protects from nasty ambient conditions. Further protection is provided by inserting the RTD sheath into a thermowell that is permanently housed in a pipe or a vessel. The thermowell protects from potentially damaging process fluids. The RTD can be easily removed from the thermowell without interrupting the process. Thermowells create issues such as a delay in detecting process temperature changes. Thermowell placement is also an important consideration. A defective RTD will cause issues as well. You can perform a very quick and simple test by isolating the RTD and connecting an ohmmeter across it. The RTD will read a finite resistance value of approximately 110 ohms to 115 ohms depending on the ambient temperature. The best way to isolate the problem is by using a process calibrator to replace the RTD in the measurement circuit. The process calibrator can simulate the RTD by producing resistance and applying that resistance to the transmitter. ============================= What is an Instrument Calibrator?: https://realpars.com/instrument-calibrator If you want to become an RTD expert, then our free course is perfect for you. Get all the tips and tricks on how to install & troubleshoot these devices like a pro. Complete Introduction to RTDs: https://learn.realpars.com/courses/introduction-to-rtd ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://realpars.com/s7-1200-plc-Introduction https://realpars.com/profinet-ethernet-ip-network-health https://realpars.com/RTD-vs-Thermocouple ============================= Ready to stay on the cutting edge of our newest video content? Be sure to hit subscribe and join us on this exciting YouTube channel! http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/q1oWu ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #RTD #instrumentation

JxtuQ5qVRyY | 09 May 2023
▶ Ready to combat downtime and elevate your industry operations? Click here to unlock your free consultation and begin your journey toward unparalleled efficiency: https://service.realpars.com ============================ ▶ Engineer's best friend for learning: https://realpars.com ============================ ▶ You can read the full post here: https://realpars.com/s7-1200-plc-Introduction ⌚Timestamps: 00:00 - Intro 00:33 - S7-1200 PLC 01:16 - S7-1200 CPU Models 01:26 - CPU 1211C 02:00 - CPU 1212C 02:58 - CPU 1214C 03:45 - CPU 1215C 04:15 - CPU 1217C 05:20 - Fail-Safe PLCs 06:51 - What does the letter “C” mean? 07:30 - Communication Ports 08:29 - Conclusion ============================= In this video, you will learn all the basic but practical information you need to know about the popular S7-1200 PLCs. You will also gain a good understanding of the kinds of industrial applications they are suitable for. Let's start with the basics of what an S7-1200 PLC is. It's a type of programmable logic controller manufactured by Siemens, used to control and automate industrial processes. The S7-1200 PLC has two main components: the hardware and the software. The hardware includes the power supply, central processing unit (CPU), input/output modules, and communication modules. The software used to program the PLC to perform specific functions based on input signals from sensors and switches is called TIA Portal, which is also developed by Siemens. - The 1211C is a starter model for the S7-1200 PLCs. It has less memory and fewer ways to communicate, but it still works well for small and medium automation projects. If you want to create an HVAC system, the 1211C could be a good choice for you. - The next type of S7-1200 PLC that I will talk about is called the 1212C. It's a great choice for slightly bigger automation applications, like controlling the temperature of a medium-sized industrial furnace. The 1212C also supports PID control functions. - The 1214C is a popular choice for applications that need more advanced automation, like moving materials around, running pumps, or managing small processes. With the 1214C, you can also create PID control functions with more advanced features. - CPU 1215C is a good option for large automation tasks. By large automation tasks, I mean tasks that usually need high-speed processing and advanced communication capabilities such as complex process control systems, motion control systems, and large material handling systems. - The 1217C is similar to the 1215C but it has more inputs and outputs. It's also faster, which is important for applications that need to gather data quickly. One example of an application that needs a faster PLC is high-speed data acquisition. - The 1212FC, 1214FC, and 1215FC fail-safe models are designed not only to control machines and equipment but also to keep people safe. In places like oil rigs or factories where dangerous things can happen, it's important to have an extra layer of protection to prevent accidents. The letter "C" at the end of the S7-1200 PLC models indicates that the PLC has a compact design. Even though they're small, they have built-in inputs and outputs. But, you can always add more input/output modules to them if you need to. In terms of communication ports, all of the S7-1200 PLCs come with PROFINET ports that help them communicate with other machines. But sometimes, you may need to use a different type of port like Profibus-DP, I/O Link, or AS-i to make them work with other machines. To fix this problem, you can add a communication module to your S7-1200 PLC. ============================= If you need guidance on which products best fit your needs, RS is a great solutions partner. The RS Engineering team and Technical Solutions Center are ready to support you with your project needs: https://www.surveymonkey.com/r/6WRYPNT Ready to take your skills to the next level and learn how to program a Siemens PLC? RealPars has got you covered with a free course that walks you through everything step-by-step: https://learn.realpars.com/courses/PLC-Programming-MADE-EASY-Level-1 ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://realpars.com/profinet-ethernet-ip-network-health https://realpars.com/RTD-vs-Thermocouple https://realpars.com/temperature-sensors-technology ============================= Ready to stay on the cutting edge of our newest video content? Be sure to hit subscribe and join us on this exciting YouTube channel! http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/x81sF ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #PLC #RealPars #Siemens

Er9AWl28r7I | 01 May 2023
▶ Engineer's best friend for learning: https://realpars.com ============================ ▶ You can read the full post here: https://realpars.com/profinet-ethernet-ip-network-health ⌚Timestamps: 00:00 - Intro 00:16 - Active Data 00:54 - Port Loads and Discards 01:14 - Tools for Gathering and Displaying Active Data 01:56 - Passive Data 02:34 - Dropped Packets and Jitter 03:06 - Tools for Gathering and Displaying Passive Data 03:27 - Network Security 03:44 - Summary ============================= This video helps you understand the key indicators for a healthy PROFINET and EtherNet/IP network in an easy-to-follow format. We’ll discuss the key indicators to measure the health of your network, the tools you need, and how to access this information. 1) Active data is like when a doctor talks to a patient to figure out if there is anything wrong with their health. To find out what's going on, the doctor needs to ask the patient some questions. This is just like how you need to communicate with a network to make sure it's working properly. But unlike a patient, a network can't talk to you, so you need to use some special tools to ask it questions. By doing this, you can quickly find any problems and keep your network running smoothly, just like a doctor finding and fixing any health issues with their patient. 1-a) How do you know if your active data is healthy? Check the port loads and discards on your network! Port loads tell you how much data is being sent and received, and discards show you how much data is lost during transmission. 1-b) Let's talk about how to get this active data. Meet your new besties, Atlas2 Plus and Osiris from Anybus Diagnostics. Atlas2 can be plugged into your network to actively gather information about port loads and discards. Then, you can use Osiris on your office network to display the data gathered by Atlas2. To make it even more fun, you can set alarm parameters and notifications to alert you when these indicators exceed their limits. 2) Passive Data is like a doctor taking a patient's temperature or measuring their heart rate without the patient even noticing. They're just checking how the patient is doing without any active participation from the patient. In the context of industrial networks, Passive Data is collected without any direct interaction with the network. This means that we use some tools to measure some parameters, and then analyze them to monitor the health of the network. 2-a) To monitor the health of passive data in your network, you need to look for Dropped Packets and Jitter. Dropped packets tell you the number of data packets that have been dropped or lost when data is being sent or received, while jitter measures the variation in the delay of data packets as they move through the network. 2-b) To be able to check dropped packets and jitter you can make use of a tool called EtherTAP. EtherTAP connects to your network and passively gathers data for dropped packets and jitter. You can also use Osiris to display the information gathered by EtherTAP. 3) Don't forget about network security! Keep an eye out for any unwanted or unexpected modifications to your network. Compare network diagrams or have a colleague report any changes. Safety first, people! ============================= Anybus Diagnostics: https://bit.ly/Anybus-Diagnostics ============================= Industrial Networking Fundamentals: https://learn.realpars.com/courses/industrial-networking-fundamentals How to Configure a Profibus-DP Network Step-by-Step: https://learn.realpars.com/courses/how-to-configure-profibus-dp-network Single-Pair Ethernet Fundamentals: https://learn.realpars.com/courses/single-pair-ethernet-fundamentals ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://realpars.com/RTD-vs-Thermocouple https://realpars.com/temperature-sensors-technology https://realpars.com/sustainable-data-backbone-iot ============================= Ready to stay on the cutting edge of our newest video content? Be sure to hit subscribe and join us on this exciting YouTube channel! http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/VGbE1 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #ethernet #RealPars #profinet

7xeriqPQyhQ | 24 Apr 2023
▶ Engineer's best friend for learning: https://realpars.com ============================ ▶ You can read the full post here: https://realpars.com/RTD-vs-Thermocouple ⌚Timestamps: 00:00 - Intro 00:59 - Basic Characteristics 06:43 - Advantages and Disadvantages 07:46 - When to Use 08:41 - Real-World Examples 09:06 - Conclusion ============================= Temperature is an essential measurement for effectively monitoring and controlling various industrial applications. Incorrect measurements can cause equipment failure, inferior quality of a product, and even severe risks to human health. For example, controlling the right temperature in the food and beverage industry will ensure the food's quality, flavor, and freshness. If the temperature monitored is not correct, the wrong temperature can lead to health risks for consumers. Devices are used to measure the temperature accurately, depending on specific applications. An example of two devices used in industry is Thermocouples (T/C) and Resistance Temperature Detector (RTD). 1) Let’s start by defining the RTD and Thermocouples: - The RTD can be constructed as a small coil made of a wire wound element as a precise value resistor, mainly around a glass or ceramic bobbin. The winding is generally done in helix or birdcage construction. The RTD is also a passive device. - The Thermocouple is two different types of metals welded together at one end, creating a junction. The Thermocouple is an active device. 2) What materials are used to make an RTD or Thermocouple sensor? - For the RTD sensor, the most common elements used are nickel, platinum, or copper wire. - As for the Thermocouple sensor, different conductive metals will produce different levels of small voltage or charge. The most common types of thermocouples are denoted by a lettering system, such as K, J, T, and E. 3) The RTD and Thermocouple sensors have a measuring range depending on the material type used and the application. - An RTD can be used in temperatures ranging from -200 degrees Celsius to +850 degrees C. - The Thermocouple can measure from -250 degrees C to +1800 degrees C. 4) If you need more sensitivity, RTD is a better option. - RTDs have a slower response time than thermocouples but are more accurate over a wider temperature range. - In high-temperature applications, thermocouples tend to have a faster response time, but their accuracy can be affected by electromagnetic interference. 5) Here are just a few points to consider before you select the RTD or a Thermocouple, - RTD can measure lower ranges, RTD is more accurate, RTD output is linear. RTD is more expensive, RTD is unsuitable for temperatures over +850 degrees Celsius, RTD has a slower reaction time as related to temperature changes. - Thermocouple is cheaper than RTD, Thermocouples can measure a higher range, Thermocouple reaction time is faster. The output of the Thermocouple is non-linear, Thermocouple has poor accuracy, Thermocouples have poor stability with output results. 6) Here are some factors to consider when choosing a sensor for your control application: - The measuring range of your application, - Measurement accuracy you will need from your application, - The measurement drifts over time of use, - Single-point measurement narrowed down to the exact spot, - Sensitivity of the sensor, - Cost of the sensor. 7) RTD and thermocouples could be found in all types of industrial applications, like the food and beverage industry. They can also be found as close as in your automobile, monitoring the exhaust gas temperature of your tailpipe, engine temperatures sensor, and even your engine oil temperature. ============================= Ready to take the plunge into RTD knowledge? The Complete Introduction to RTDs course on RealPars is your perfect guide: https://learn.realpars.com/courses/introduction-to-rtd ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://realpars.com/temperature-sensors-technology https://realpars.com/sustainable-data-backbone-iot https://realpars.com/plc-troubleshooting-basic ============================= Ready to stay on the cutting edge of our newest video content? Be sure to hit subscribe and join us on this exciting YouTube channel! http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/W3BJ0 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RTD #RealPars #thermocouple

J2ulD-bPTS4 | 10 Apr 2023
▶ Engineer's best friend for learning: https://realpars.com ============================ ▶ You can read the full post here: https://realpars.com/temperature-sensors-technology ⌚Timestamps: 00:00 - Intro 00:19 - RTDs 01:31 - RTDs in industrial applications 02:15 - Thermocouples 03:48 - Thermocouples in action 05:26 - Thermistors 06:15 - Thermistor applications ============================= Today, we'll take you on a journey through the exciting world of temperature sensor technology, specifically RTDs, thermocouples, and thermistors. 1) RTDs or Resistance Temperature Detectors: An RTD is a little device that measures temperature by looking at how much electricity can flow through a wire. Imagine a wire made of platinum, which is a special kind of metal. As the wire heats up, the metal atoms start to vibrate more and get in the way of the flow of electricity. An RTD takes advantage of this fact by measuring the wire's resistance to electricity and using that to figure out the temperature. RTDs are super accurate, too - they can measure temperature with an accuracy of 0.1% or better! One typical industrial application of RTDs is to measure temperature in food processing plants. 2) Thermocouples: They're pretty cool because they work based on something called the Seebeck effect. Imagine you have a piece of copper wire and a piece of iron wire, and you stick them together. When you heat up one end of the wires, a little bit of electricity is created! This happens because the difference in temperature between the hot end and the cold end creates a flow of electricity. This flow of electricity is called an electromotive force. Thermocouples measure this EMF and use it to figure out the temperature difference between the hot and cold ends of the wires. Thermocouples come in all different shapes and sizes, and each type is made with different combinations of metals. One common type is called Type K, and it's made with a wire of nickel and chromium. Another type is called Type J, and it's made with a wire of iron and constantan. Thermocouples can measure temperature over a really wide range, from really cold temperatures like negative 200 degrees Celsius all the way up to super hot temperatures like 2000 degrees Celsius! Imagine you're working in a factory where they make things like ceramics, bricks, or glass. By using a thermocouple to monitor the temperature inside a furnace or kiln, the workers can make sure that the temperature stays within a certain range. Boilers also need to be monitored to make sure they don't get too hot and cause damage. Thermocouples are also used in science labs to measure the temperature of things like chemicals or materials. 3) Thermistors: These are sensors that can measure temperature based on how their resistance changes when the temperature changes. There are two main types of thermistors - NTC and PTC. - NTC stands for negative temperature coefficient, which means that as the temperature goes up, the resistance of the thermistor goes down. - PTC, on the other hand, stands for positive temperature coefficient, so as the temperature goes up, the resistance of the thermistor goes up too. It's like they're playing different games altogether! One common use of thermistors is in HVAC systems. Inside the air conditioning system, there's a little thermistor that measures the temperature of the air that's coming out of the vents. If the temperature is too warm, the thermistor sends a signal to the air conditioner to tell it to kick into high gear and start cooling the air down more quickly. Thermistors are also used in medical thermometers to measure body temperature, and in automotive engines to monitor the temperature of the engine and make sure it doesn't overheat. ============================= If you're looking for a hands-on approach to understanding temperature sensors, RealPars has just the solution - get started with the course on RTDs! https://learn.realpars.com/courses/introduction-to-rtd ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://realpars.com/sustainable-data-backbone-iot https://realpars.com/plc-troubleshooting-basic https://realpars.com/plc-vs-pc ============================= Ready to stay on the cutting edge of our newest video content? Be sure to hit subscribe and join us on this exciting YouTube channel! http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/7F16X ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #RTD #temperaturesensor

C8LAOEohmGk | 03 Apr 2023
▶ Engineer's best friend for learning: https://realpars.com ============================ ▶ You can read the full post here: https://realpars.com/sustainable-data-backbone-iot ⌚Timestamps: 00:00 - Intro 01:38 - Democratizing Field Communication 06:24 - Use Case 07:58 - The Future is Here 11:54 - Conclusion ============================= The modern economy is a data-driven one. Since every decision a company makes is driven by data, in many ways, data is the backbone of modern businesses. In recent years, manufacturing companies around the world have recognized the tremendous value of their data. They understand that they can use this data to improve their operational efficiency, reduce their costs, and meet their sustainability goals. This is why we have heard so much about digitalization in manufacturing in the last few years. Digitalization promises to allow manufacturing companies to leverage the data that they produce to improve their decision-making. Although manufacturing companies recognize the value of their data, they have struggled to access and leverage the data that their control systems produce. The biggest hurdle to accessing their data is the multitude of proprietary fieldbus systems that are used by control systems. In this video, we will explain how Single-Pair Ethernet is being applied to industrial automation to provide a robust, Ethernet-based connection from the sensor to the cloud. Single-Pair Ethernet, also known as SPE, is one of the most exciting topics in industrial automation today. Many people believe that SPE will be the backbone of the IIoT revolution because of its ability to provide easy and secure access to the data that was previously difficult to access in control systems. Traditionally, industrial communication technologies, also known as fieldbuses, have been built on proprietary hardware and software. But automation technology has taken big leaps forward in the last few years. In modern automation systems, we have more connected devices producing more data than ever before. As Industry 4.0 continues to become a reality, we will see more processes automated with intelligent devices and smart sensors. These devices will produce even more data than what companies are dealing with today. To accommodate these increased levels of connection, the automation industry needs a modern network that can handle larger amounts of data being transferred at higher speeds to more connected devices with easy data access. In recent years, advances in Ethernet technology have reduced the price and increased the speed of data transmission. Because of these advances, industrial ethernet networks have largely replaced proprietary communication technologies like ControlNet and Profibus. The advantage of industrial ethernet networks is that they can easily communicate with IT systems without additional gateways and leverage the built-in security features available on Ethernet networks. Single-Pair Ethernet is the most promising technology on the market that can finally provide ethernet communications all the way through the automation pyramid from sensor to cloud. Innovative companies like Weidmüller are using their experience with industrial hardware and connectors to bring SPE technology to the industrial automation industry. @WeidmuellerGlobal ============================= To learn more about SPE, check out the links to the Single-Pair Ethernet System Alliance’s website and Single-Pair Ethernet Use Cases page: https://singlepairethernet.com/ https://singlepairethernet.com/en/references/use-cases/ These websites will give you a better understanding of the capabilities and applications of SPE right now. Check out Weidmüller’s SPE solutions page to see how Weidmüller can support you with designing systems based on SPE: https://www.weidmueller.com/int/solutions/single_pair_ethernet/index.jsp ============================= Calling all our English-speaking viewers! There's now a German voiceover version of this video available. Check it out here:https://www.youtube.com/watch?v=Lmu77mIv9Cs Enjoy the content in German, or share it with your German-speaking friends! ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Ready to stay on the cutting edge of our newest video content? Be sure to hit subscribe and join us on this exciting YouTube channel! http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/1sieY ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #SPE #realpars #IoT

bFvgWXkbMU0 | 27 Mar 2023
▶ Engineer's best friend for learning: https://realpars.com ============================ ▶ You can read the full post here: https://realpars.com/plc-troubleshooting-basic ⌚Timestamps: 00:00 - Intro 00:22 - Understanding PLC Components 02:00 - Basic Tips for PLC Troubleshooting 04:32 - Advanced PLC Troubleshooting Techniques 06:12 - Conclusion ============================= PLCs are essential components in modern control systems. Understanding the basic components of a PLC is crucial when it comes to troubleshooting and maintaining these systems. In this video, we will review the fundamental components of a PLC and explore some basic and advanced troubleshooting techniques. - CPU is the brain of the PLC and is responsible for processing the logic and making output decisions based on the inputs received. The processor executes the code stored in memory and controls the operation of the I/O modules. - The power supply provides the necessary voltage and current to power the PLC and its components. Without a stable and reliable power supply, the PLC would not function correctly and can experience errors, faults, or even complete failure. - I/O modules are responsible for communicating with the external devices in a control system. Input modules receive signals from sensors and output modules receive signals from the processor and convert them into signals that can control devices. - Communication modules enable the PLC to communicate with other devices such as other PLCs, HMIs, SCADA systems, or other relevant devices. These modules typically use protocols such as Ethernet or Modbus to exchange data with other devices. To effectively troubleshoot, start by gathering as much information as possible. Pinpoint the problem by identifying a specific system or component. Troubleshoot by using trial and error methods and recording the outcome of each alteration. Once a solution is proposed, be cautious when implementing changes and consider adverse effects. Verify and test the solution, then take careful notes and notify appropriate individuals to prevent future issues. During this process, it is crucial to use resources such as official vendor documentation, operation and maintenance manuals, and functional design specifications. Online resources can provide helpful tips and solutions from other professionals who have encountered similar issues. It is common to experience issues with wiring in a control system. You'll want to check for correct wiring throughout your PLC and control system. You’ll also want to pay close attention to the main PLC components. Verify that your power supply is working properly, your I/O modules are wired correctly and that they have been configured properly in your programming software, and that all PLC communication is wired up right and configured correctly. Examine the program logic. This means looking at the ladder logic, function blocks, or structured text in your PLC program to see if there are any errors or issues. By carefully monitoring the system, you can detect patterns that can reveal issues to help you toward a solution during troubleshooting. This can be done through a variety of tools such as trending, alarms, and event logs. System audit involves reviewing the system's design and configuration by examining the system's documentation, checking wiring and cable connections, verifying settings on devices, and diving into the nitty gritty details of the PLC program. PID loop tuning is another technique that can be used to optimize the performance of a control system. PLC program debugging is also a useful tool when working with more complicated PLC code. Program debugging is a methodical approach to problem-solving and often involves taking steps through the code to pinpoint where errors are occurring. ============================= Looking to deepen your understanding of PLC troubleshooting? Consider taking our PLC troubleshooting courses: https://learn.realpars.com/courses/plc-troubleshooting-for-beginners ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://realpars.com/plc-vs-pc https://realpars.com/rtd-working-principle https://realpars.com/download-codesys ============================= Ready to stay on the cutting edge of our newest video content? Be sure to hit subscribe and join us on this exciting YouTube channel! http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/1L5oe ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #PLC #PLC_troubleshooting #realpars

4zPoAfpax9A | 20 Mar 2023
▶ Engineer's best friend for learning: https://realpars.com ============================ ▶ You can read the full post here: https://realpars.com/plc-vs-pc ⌚Timestamps: 00:00 - Intro 00:27 - What's a PLC and What's a PC? 01:36 - Differences Between a PLC and PC 03:12 - Advantages of a PLC Over a PC 04:26 - Uses of PLCs 06:15 - Summary ============================= In this video, we're going to talk about why a Programmable Logic Controller (PLC) is preferable to a Personal Computer (PC) in automation and industrial control systems. PLCs have been around since the '70s. Original PLCs were single microprocessor devices. They were designed to replace decision-making, hard-wired relays, and timers with a user-created software program performing the required decisions. All of the field devices monitored and controlled such as switches, sensors, and motors were wired to add-on modules connected to the microprocessor module. It didn’t take long for the PLC to evolve and include modules capable of analog control and PID-controlled processes. The PC has also been around for a long time. The term Personal Computer was coined in the '80s as the device was intended to be a single-user desktop computer. A PLC has a proprietary microprocessor and a unique Operating System. A PC has an Operating System such as Microsoft Windows, Mac OS, or Chrome OS. A PLC is programmed using proprietary programming software such as Rockwell Studio 5000, or Siemens TIA Portal. This proprietary software is used to develop programs using one of the IEC 61131-3 standard languages for PLCs. PC programming is usually done using structured text, and higher-level programming languages like C++. A major difference between a PLC and a PC is the way each executes a program. A PLC usually follows a scan-based program execution whereas PC software programs are event-driven. A PLC is constructed for reliable operation in very harsh industrial environments. It can withstand heat, cold, dust, and other nasty environmental conditions. A PC was made to sit on a desk or your lap in an environmentally friendly environment. A PLC was designed with ease of programming and troubleshooting in mind. A PLC is inherently resistant to viruses and cyber attacks as the Operating system is proprietary. A PC is very susceptible to viruses and cyber-attacks. A PLC is designed to easily accept expansion. Input/Output Modules can be added to work with more field devices. PLCs can easily accept modules facilitating industrial communication protocols such as Profibus, CAN bus, Modbus, Ethernet/IP, and others. A PC is capable of expansion, but not easy to accomplish. Leading PLC manufacturers include Allen-Bradley, Omron, Siemens, Phoenix Contact, and Schneider. There’s a new kid on the block called an Industrial PC. It has an Operating System that provides it with the capability to run programs and applications that PLCs can’t. What separates the traditional PC from the Industrial PC is its design. Industrial-grade PCs are rated for harsh environments and extreme temperatures and are built to stand up to shock and vibration. A big advantage of the Industrial PC over the PLC is its programming. An Industrial PC uses the Windows operating system which is recognizable by almost everyone. Traditional PLC programmers are experts in IEC 61131-3 languages such as Ladder Diagram or Function Block. A new generation of IT professionals can write control programs for the Industrial PC using higher-level languages like C++. ============================= Unlock the secrets of PLC programming with RealPars' free course, designed to lead you through step-by-step: https://learn.realpars.com/courses/PLC-Programming-MADE-EASY-Level-1 ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://realpars.com/rtd-working-principle https://realpars.com/download-codesys https://realpars.com/introduction-single-pair-ethernet ============================= Ready to stay on the cutting edge of our newest video content? Be sure to hit subscribe and join us on this exciting YouTube channel! http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/1qb4I ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #PLC #industrial_automation #realpars
7nsIJ5fOLJ8 | 06 Mar 2023
▶ Engineer's best friend for learning: https://realpars.com ============================ ▶ You can read the full post here: https://realpars.com/rtd-working-principle/ ⌚Timestamps: 00:00 - Intro 00:56 - Electrical Resistance 03:17 - How does an RTD work? 04:31 - RTD components 06:22 - Summary ============================= Temperature measurement in machines and other industrial processes is one of the key control variables used to guarantee the quality of products manufactured in different segments of the industry. In this video, we will cover what are Resistive Temperature Detectors, commonly known as RTDs, how they work, and how their signal is transmitted. A Resistive Temperature Detector is an instrument that detects temperature based on resistivity. Electrical resistance is defined as the ability of a body to oppose the flow of electric current. The standard international unit of resistance is the Ohm (Ω) and represents the volt/ampere ratio. When a conductor is subjected to a potential difference, an electric current passes through it, which is constituted by the movement of free electrons inside the conductor. When these free electrons get into motion, they begin to collide with each other and with the atoms in the conductor. The greater the number of collisions, the greater the difficulty encountered by the electric current in crossing the conductor. This difficulty in moving charges is what characterizes electrical resistance. Electrical resistance varies depending on the length, width, and nature of the conductor material, as well as the temperature to which it is subjected. Resistance is directly proportional to the length of the conductor. It is also inversely proportional to the area of the conductor. Electrical resistance can also vary according to the variation of voltage and electric current in a conductor. The potential difference between the ends of a conductor is proportional to the current flowing through it. When the conductor is heated, its atoms absorb this heat energy, resulting in an increase in vibration. As heat rises, the ability of a metal to oppose the flow of electric current also increases, therefore less current can flow. As heat decreases the ability of a metal to oppose the flow of electric current is reduced, hence more current can flow. RTD sensors use this variation in electrical resistance to measure the change in temperature. The most popular RTD sensors are platinum ones, such as the PT100 and the PT1000, and nickel ones, such as the Ni500. Let’s take a look at the different components of an RTD: - The Resistance or sensing element is the literal temperature-detecting portion of the RTD. It is a metal wire either on an etched grid on a substrate, or a wire wound in a coil. They can be made from numeral materials such as platinum, copper, and nickel, among others. - The Protecting Tubing is mostly made out of stainless steel, which can be used for assemblies up to 500° F. - The Process Connection is a standard fitting. There are several wire configurations of RTDs available: 2, 3, and 4 wire. The 3-wire RTD is the most commonly used in industrial applications, The unit given by our RTD is in Ohms. We need to convert this delta in resistance to a delta in voltage or current to use this signal. This is done by connecting the wires from our RTD to a transmitter, a PLC, DCS, or even a PID controller. A bridge circuit known as the Wheatstone bridge is used for that purpose: The Wheatstone bridge is composed of three resistors, a power source, a voltmeter, or a voltage transducer. ============================= Gain a better understanding of RTDs with our Comprehensive Introduction to RTD course: https://learn.realpars.com/courses/introduction-to-rtd ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Did you miss out on the latest and greatest? Catch up now by watching our videos right here: https://realpars.com/download-codesys/ https://realpars.com/introduction-single-pair-ethernet https://realpars.com/plc-programming-c ============================= Ready to stay on the cutting edge of our newest video content? Be sure to hit subscribe and join us on this exciting YouTube channel! http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/_jyOC ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #rtd #sensor #realpars

zlshTRsuH-Y | 27 Feb 2023
▶ Engineer's best friend for learning: https://realpars.com ============================ ▶ You can read the full post here: https://realpars.com/download-codesys/ ⌚Timestamps: 00:00 - Intro 00:39 - Download CODESYS 02:52 - Install CODESYS 04:33 - Wrap-Up ============================= In this video, we will show you how to download and install CODESYS Development System so that you can start developing PLC applications in CODESYS as quickly as possible. CODESYS is a great platform to learn PLC programming on because the CODESYS Development System is available to download and use free of charge. You can download CODESYS from the CODESYS Store. Navigate to the CODESYS Store and download the CODESYS Development System. If you don’t already have a CODESYS account, you can easily create one. Once the CODESYS installer download has finished, you can install the CODESYS Development System on the computer. When the CODESYS Installer download has finished, you can click on the downloaded file to launch the CODESYS installer. If your system is missing any prerequisite files, you will be prompted to install them. Once the prerequisites are met, the actual CODESYS installation can begin. We recommend that you do a complete installation of CODESYS however, if you have some space limitations on your machine, you can choose to do a Custom installation and not install some optional modules. Once the CODESYS Development System is installed on your computer, you are ready to launch CODESYS and start developing control applications and visualizations. ============================= If you are interested in learning how to develop control applications with CODESYS, you can check out our course “CODESYS 1: Introduction to PLC Programming”. This course gives you a detailed introduction to CODESYS and shows you how to write and test your first CODESYS application and develop a visualization for the application. CODESYS 1: Introduction to PLC Programming: (https://learn.realpars.com/courses/codesys-1-introduction-to-plc-programming) At the end of the course, you will receive a certificate of completion signed by WAGO ( @wagonederland1394 ) proving that you know the basics of developing PLC applications with CODESYS. ============================= CODESYS Basics | What is CODESYS and Why is it Important?: https://realpars.com/codesys-basics CODESYS Store: https://us.store.codesys.com ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/introduction-single-pair-ethernet https://realpars.com/plc-programming-c https://realpars.com/plc-programming-beginner-guide ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/a3C1W ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #codesys #RealPars #plc

6KtlmZKx85Q | 20 Feb 2023
▶ Engineer's best friend for learning: https://realpars.com ============================ ▶ You can read the full post here: https://realpars.com/introduction-single-pair-ethernet ⌚Timestamps: 00:00 - Intro 00:27 - Transmission using one pair of wires 01:00 - PoDL 01:27 - IEEE 802.3 standards 02:07 - Protocols 02:32 - Benefits of SPE 03:18 - PoDL vs. PoE 04:17 - Ethernet APL vs. SPE 05:00 - Cables and connectors 05:53 - Topologies 06:33 - SPE devices and sensors 07:11 - Hazardous areas ============================= Single-Pair Ethernet (SPE) is a new Ethernet communication standard for factory, process, and building automation that will enable a more rapid deployment of integrated strategies, such as the Industrial Internet of Things. In this video, we will introduce you to the basics of Single-Pair Ethernet and will explore what you need to know to be ready to consider SPE for your plant or facility. 1) Single-Pair Ethernet describes the transmission of Ethernet using only one pair of copper wires. This simple two-wire system is able to deliver data rates of up to 1 Gigabits/second. 2) Single-Pair Ethernet can also deliver a simultaneous power supply to end devices using what is called PoDL, or Power over Data Line. 3) Single-Pair Ethernet is represented by a new group of IEEE 802.3 standards. 4) Single-Pair Ethernet communicates across the common industrial Ethernet protocols available today, such as Ethernet/IP, Profinet, and EtherCAT. This allows existing control devices, such as PLCs, which operate on these industrial ethernet protocols to interface to Single-Pair Ethernet subnetworks via the use of SPE Field Switches. 5) The use of SPE Field Switches and Ethernet-connected devices means IP communication can be brought down to the lowest automation level, offering full transparency from sensors and actuators all the way up to the cloud. Other benefits of Single-Pair Ethernet include reduced wiring costs, reduced node costs, reduced power consumption, and data communications via a single pair of wires. 6) Single-Pair Ethernet using Power over Data Line is not the same as Power over Ethernet, often referred to as PoE. PoE requires a special network switch with one device connected to each port using a CAT5 cable. 7) Single-Pair Ethernet and Ethernet APL are not interchangeable terms. Ethernet APL, for Advances Physical Layer, is a specific version of Single-Pair Ethernet. 8) Conventional CAT5E and CAT6 cables cannot be used to connect Single-Pair Ethernet devices. Cables as defined by Standards IEC 63171-6 and IEC 63171-7 have been developed for SPE to ensure interconnectivity between SPE devices. 9) Single-Pair Ethernet networks can be constructed to connect devices and sensors in a number of different topologies, including point-to-point (from an SPE switch to device using a dedicated cable) and multi-drop for connecting up to eight separate devices. 10) While several manufacturers have SPE field network switches available, SPE-enabled sensors and devices are not yet being marketed. 11) Electrically-classified areas pose additional burdens on automation engineers in the design of systems that are safe for use in hazardous areas. Single-Pair Ethernet, along with advances in intrinsically-safe barrier technology for communication networks, provides an opportunity to extend Ethernet to these plant-level areas. ============================= We invite you to become a RealPars Pro Member so that you have access to our full course on Single-Pair Ethernet, sponsored by TE Connectivity and RealPars: https://learn.realpars.com/courses/single-pair-ethernet-fundamentals Upon successful completion of the course, you will receive a certificate signed by TE Connectivity ( @teconnectivity ). ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/plc-programming-c/ https://realpars.com/codesys-basics/ https://realpars.com/plc-programming-beginner-guide ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/35fKa ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #SinglePairEthernet #RealPars #TEConnectivity

Sf7fzsUb1yI | 13 Feb 2023
▶ Engineer's best friend for learning: https://realpars.com ============================ ▶ You can read the full post here: https://realpars.com/plc-programming-c/ ⌚Timestamps: 00:00 - Intro 00:41 - Background information 02:43 - Ladder Diagram program 03:26 - C++ program 06:33 - Integrating the C++ Program with the LD Program 07:26 - Conclusion ============================= In this video, we're going to program a PLC using both Ladder Diagram (LD) and C++. The LD program will accomplish simple Motor Start and Stop operations. The C++ program will produce logging data of motor activations. We'll use Phoenix Technology PLCnext Engineer to create the LD program, and Eclipse IDE to create the C++ project. PLCnext Engineer is used to run both the LD and C++ programs. We will run our project utilizing the hardware and I/O on the PLCnext Starterkit. The five programming languages specified in the IEC 61131-3 Standard are Ladder Diagram, Instruction List, Function Block Diagram, Structured Text, and Sequential Function Chart. Most PLC Programming software is capable of programming using two or more of IEC 61131-3 Standard languages. Generally speaking, PLC Programming software is not capable of higher-level language programming such as C++. C++ programs are created using other programming software. The resulting C++ program can be added to or work alongside the PLC programming software allowing the IEC 61131-3 program and the C++ program to run together. C++ programs can be easily created to produce log data to assist with Predictive Maintenance (PdM). A program of that complexity cannot be easily created using IEC 61131-3 languages such as Ladder Diagram. Creating C++ programs requires an Integrated Development Environment (IDE). An IDE is a complete package that among other things, offers a code editor. There are lots of C++ IDEs. Microsoft Visual Studio and Eclipse are two very commonly used IDE Editors. Eclipse is one of the simplest and that’s the Editor we use. - We will use Ladder Diagram for controlling the MOTOR. The ladder diagram tells us that the MOTOR will run when we press the START switch and continue to run until we press the STOP switch. - We will use C++ for producing logging data of motor activations. - The C++ project is then added to the LD program in PLCnext Engineer. - We then run the LD and the C++ programs after we download them to the PLC. - As we operate the START and STOP switches on the Starterkit, the MOTOR will START, then STOP. Each time the Motor cycles, the Out Port value increments. - We will use a log file to view the MOTOR activations complete with a Time Stamp. We use WinSCP to extract and view the contents of the log file. WinSCP is a secure file transfer protocol (SFTP) client software. ============================= Ready to level up in PLC programming? Unlock the power of C++ for your industrial applications with our “Using C++ Projects with PLCnext Technology” course - exclusive for RealPars Pro Members. Check out this link to learn more: https://learn.realpars.com/courses/c-plus-plus-plcnext Get a certificate from Phoenix Contact (@phoenixcontact1923) upon completion, and you're on your way to becoming a master programmer! ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/codesys-basics/ https://realpars.com/plc-programming-beginner-guide https://realpars.com/open-plc-plcnext/ ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/O2FR1 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #PLCnext #RealPars #plc

0fN4U5BRBlc | 06 Feb 2023
▶ Ready to level up your industrial automation skills? Look no further than RealPars! With easy-to-follow courses and certificates, you can boost your knowledge in this field quickly - all from the comfort of your home. Get started today: https://realpars.com ============================ ▶ You can read the full post here: https://realpars.com/codesys-basics/ ⌚Timestamps: 00:00 - Intro 00:35 - What is CODESYS? 02:40 - Why is CODESYS Important? 05:42 - Is CODESYS Popular? 06:28 - Wrap-Up ============================= Today, we will introduce you to CODESYS, one of the most exciting technologies in the industrial automation space in the last few years. You will learn what CODESYS is, why CODESYS is important, and how you can invest in your career by learning CODESYS starting today. When people talk about CODESYS, which is short for COntrols DEvelopment System, they are really talking about two related pieces of software. 1) The first piece of software is an Integrated Development Environment known as the CODESYS Development System. Programmers and controls engineers can use the CODESYS Development System to write control applications using the IEC 61131-3 programming languages and to create visualizations for those control applications. In case you are not familiar with it, the IEC 61131-3 standard is an international standard that defines the programming languages used to program PLCs. The programming languages defined in this standard include Ladder Diagram, Function Block Diagram, Structured Text, Instruction List, and Sequential Function Chart. 2) The second piece of software is a runtime. The runtime executes applications developed in the CODESYS Development System and serves the visualizations for those applications to clients. The CODESYS runtime is typically installed on a PLC but can be installed on any intelligent device that meets the runtime's minimum requirements, such as a Raspberry Pi. When the runtime is installed on a device, we say that the device is CODESYS-compatible since the device can execute CODESYS applications. This is a really exciting feature of CODESYS because it allows programmers and controls engineers to develop truly hardware-independent applications. 3S, the company behind CODESYS, is a software company. They develop the CODESYS Development System and runtime and generate revenue by licensing the runtime to PLC manufacturers. By partnering with CODESYS, PLC manufacturers can focus on their core competency of building innovative PLC hardware and leave the software development to CODESYS, who specialize in developing control software. By learning CODESYS, PLC programmers can learn how to use the CODESYS Development System and use those skills to develop control applications for any CODESYS-compatible PLC. This makes a programmer’s PLC programming skills more transferable and reduces the need for retraining when moving from one job to the next. Since so many individuals and companies are using CODESYS, a lot of feedback is given to 3S which allows them to rapidly introduce and test new features, and discover and fix bugs in the software. This is one of the reasons why the CODESYS Development System is so advanced with innovative features like Object Oriented Industrial Programming included. One of the best things about CODESYS is that you can download and use the CODESYS Development System for free: https://us.store.codesys.com ============================= What are the Most Popular PLC Programming Languages? https://realpars.com/plc-programming-languages CODESYS 1: Introduction to PLC Programming https://learn.realpars.com/courses/codesys-1-introduction-to-plc-programming At the end of the course, you will receive a certificate of completion signed by Wago (@wagonederland1394 ) proving that you know the basics of developing PLC applications with CODESYS. You can order The Book of CODESYS using the link below: https://www.amazon.com/Book-CODESYS-ultimate-Industrial-programming/dp/1737821400 ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/plc-programming-beginner-guide https://realpars.com/open-plc-plcnext/ https://realpars.com/open-plc/ ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/BK7de ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #codesys #RealPars #plc

VDAxCtOzISo | 30 Jan 2023
▶ Ready to level up your industrial automation skills? Look no further than RealPars! With easy-to-follow courses and certificates, you can boost your knowledge in this field quickly - all from the comfort of your home. Get started today: https://realpars.com ============================ ▶ You can read the full post here: https://realpars.com/plc-programming-beginner-guide ⌚Timestamps: 00:00 - Intro 00:50 - Ladder Diagram programming 03:21 - Function Block programming 05:06 - C++ Programming 07:30 - Comparison of the 3 languages ============================= In this video, we're going to use 3 different PLC programming languages to solve one problem. We’re going to use 2 IEC 61131-3 languages and a higher-level language called C++. The IEC 61131's five programming languages specified in the IEC 61131-3 Standard are Ladder Diagram, Instruction List, Function Block Diagram, Structured Text, and Sequential Function Chart. We are going to use Ladder Diagram and Function block in our exercise. Ladder Diagram was the first language developed for PLC programming. The simple explanation for why Ladder Diagram programming became so popular was that it closely resembled traditional “Relay Logic Diagrams”. Electricians and Engineers alike were familiar and comfortable with Relay Logic Diagrams and easily adapted to Ladder Diagrams. Early Ladder Diagram programming involved entering typical relay-type symbols onto a rung via hand-held programming devices connected to a PLC. It wasn’t long before computers and Graphical User Interfaces made this process much easier. This was all well and fine until more complex PLC hardware and I/O were developed and programming languages needed to advance thus spawning Function Block and other languages. Now we are at a point in history where there is an overlap between the activities of IT programmers and PLC programmers. More complex functions are not easily accomplished with traditional IEC 61131-3 languages and require higher-level languages such as C++ which is a familiar language in the world of IT programmers. For example, C++ programs can be easily created to produce “logged data” to assist with “Predictive Maintenance” (PdM). A program of that complexity cannot be easily created using Ladder Diagram. We want an LED to turn on when two normally-open pushbutton switches are operated. - The ladder diagram has 2 open contacts operated by SW1 and SW2 on the Starterkit. Operating the “coil” output will turn on LED1 on the digital output module. Operating SW1 and SW2 switches will close normally open contacts, energize the coil and cause LED1 to turn on. - Basic blocks of FBD are based on “Logic Operators” such as AND, OR, and NOT. The FBD to solve our problem is built around an AND Function Block. - Eclipse IDE can be used as C++ Editor. Because C++ is not an IEC 61131-3 language, it is not a programming choice available in PLCnext Engineer. With a few simple tools, a C++ project created in Eclipse can be imported into a PLCnext Engineer project. Physically there's no difference in operation between any of the 3 programs we used to solve our problem. What programming language should you use? There’s really no single correct answer as there isn’t one best PLC programming language. It’s apparent that we wouldn’t use C++ to solve the simple problem presented in this exercise as Ladder Diagram or Function Block are easier and more appropriate. Each language has its strengths and weaknesses and degrees of suitability for specific applications and of course, the challenge is to choose the correct one. @phoenixcontact1923 ============================= If you're just starting out in the world of PLC programming, you can upgrade your skillset with a free course on PLCnext from RealPars! https://learn.realpars.com/courses/plcnext-starterkit-configuration-and-programming-basics Starting with the basics and working up to programming in ladder logic or C++, you'll have a handle on this exciting new technology when it's all said and done. https://learn.realpars.com/courses/PLCnext-ladder-logic-course https://learn.realpars.com/courses/c-plus-plus-plcnext ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/open-plc-plcnext/ https://realpars.com/open-plc/ https://realpars.com/magnetic-flow-meter/ ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/6dLWJ ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #PLCnext #RealPars #plc

w7lhMsKPbBg | 23 Jan 2023
▶ Ready to level up your industrial automation skills? Look no further than RealPars! With easy-to-follow courses and certificates, you can boost your knowledge in this field quickly - all from the comfort of your home. Get started today: https://realpars.com ============================ ▶ You can read the full post here: https://realpars.com/open-plc-plcnext/ ============================= Michael Gulsch and Shahpour Shapournia were in the middle of an interesting conversation about the new concept of open PLC and we thought this may help you learn a thing or two about this new technology. An open PLC is a new type of PLC that is not limited to only one programming software and can also be programmed by some other programming software as well. This gives us more flexibility when it comes to using other programming languages to program a PLC. If you want to learn more about open PLC, you can start by taking the free course on PLCnext configuration and programming. Once you complete these courses, you can dive deeper into this topic by taking the Pro courses available on this topic. Here are the links to the courses: Course #1: PLCnext Starterkit Configuration and Programming Basics (https://learn.realpars.com/courses/plcnext-starterkit-configuration-and-programming-basics) Course #2: PLCnext Ladder Logic Programming for Beginners (https://learn.realpars.com/courses/PLCnext-ladder-logic-course) Course #3: Using C++ Projects with PLCnext Technology (https://learn.realpars.com/courses/c-plus-plus-plcnext) @phoenixcontact1923 ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/open-plc/ https://realpars.com/magnetic-flow-meter/ https://realpars.com/circuit-breaker/ ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/r7Us2 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #PLCnext #RealPars #plc

L_cNnAWaJhg | 16 Jan 2023
▶ Ready to level up your industrial automation skills? Look no further than RealPars! With easy-to-follow courses and certificates, you can boost your knowledge in this field quickly - all from the comfort of your home. Get started today: https://realpars.com ============================ ▶ You can read the full post here https://realpars.com/open-plc/ ⌚Timestamps: 00:00 - Intro 01:19 - Differences between closed and open PLCs 02:48 - Advantages of open PLCs 04:34 - Summary ============================= In this video, we explore the concept of an "open PLC" and how it differs from a traditional, "closed PLC." A Programmable Logic Controller (PLC) is a device used to control industrial processes and automation systems. To program a PLC, you need to write a program on a computer and then download it to the PLC. However, before you can begin writing the program, you first need to install programming software on your computer. Let's take a look at three different PLCs: PLC A, PLC B, and PLC C. PLC A can only be programmed with software A. PLC B can only be programmed with software B. PLC C, on the other hand, can be programmed with software C, software D, and software E. PLC A and PLC B are what we can call "closed PLCs" because they can only be programmed with one specific software. This limits the options and flexibility that you have when programming these PLCs. However, PLC C is what we call an "open PLC." An open PLC is not limited to one programming software and can also be programmed by other programming software. This provides more flexibility and options when programming the PLC. One example of an open PLC is PLCnext from Phoenix Contact. The main programming software that can be used for programming this new PLC is PLCnext Engineer. But in addition to that, this PLC can also run programs created by other programming software such as Visual Studio or Eclipse. These software allows you to write code in C++, which can be used to write programs that may not be possible to write using traditional PLC programming languages such as ladder logic, function block diagram, and structured text. In summary, an open PLC is a next-generation type of PLC that is not limited to only one programming software. It can incorporate higher-level languages programmed by other programming software as well. This provides more flexibility and options when programming a PLC. If you want to learn more about this new technology, consider taking a free course on PLCnext configuration and programming basics. ============================= If you want to learn more about this new technology, I suggest starting by taking the free course on PLCnext configuration and programming basics on RealPars if you haven’t already. - PLCnext Starterkit Configuration and Programming Basics https://learn.realpars.com/courses/plcnext-starterkit-configuration-and-programming-basics Once you complete this basic course, you’ll be ready to dive even further into the world of open PLC by taking the PLCnext ladder logic programming and then Using C++ project with PLCnext. - PLCnext Ladder Logic Programming for Beginners https://learn.realpars.com/courses/PLCnext-ladder-logic-course - Using C++ Projects with PLCnext Technology https://learn.realpars.com/courses/c-plus-plus-plcnext @phoenixcontact1923 ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/magnetic-flow-meter/ https://realpars.com/circuit-breaker/ https://realpars.com/node-red/ ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/SPO34 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #PLCnext #RealPars #PLC

D999KDUj_QU | 09 Jan 2023
▶ Ready to level up your industrial automation skills? Look no further than RealPars! With easy-to-follow courses and certificates, you can boost your knowledge in this field quickly - all from the comfort of your home. Get started today: https://realpars.com ▶ You can read the full post here https://realpars.com/magnetic-flow-meter/ ⌚Timestamps: 00:00 - Intro 00:51 - What is a Magnetic Flow Sensor? 01:46 - The Magic is in the Magnet 03:09 - Faraday’s Law 05:19 - Conductive Fluids 06:41 - Other Considerations for Installation 09:12 - Summary ============================= Magnetic flow sensors are a very commonly used flow meter type that is useful in a wide range of applications and line sizes. Accurate and repeatable measurement of flow is a requirement for industrial processes, including feed streams, tank recirculation loops, product transfer lines, and many others. In this video, we will - Introduce you to the working principles of a magnetic flow sensor, - Describe the physical characteristics of a magnetic flow sensor that make it valuable for process control, - Describe the ways magnetic flow sensors can be integrated into a measurement and control system. Magnetic flow sensors convert the velocity of a flowing fluid into a measurable electrical signal that is proportional to the flow rate. Magnetic flowmeters have no moving parts or internal flow path obstructions, so they are easy to calibrate and maintain. Because magnetic flow meters are typically specified to be the same size as the upstream and downstream piping, there is virtually no pressure loss through the flow meter, which can be very advantageous for some flow streams, like thick slurries. Magnetic Flow sensors are often called mag meters, and we will refer to them using this abbreviation. Mag meters are typically full-bore sensors, meaning that the internal flow path is of the same diameter as the upstream and downstream connections. This construction eliminates any restriction of the fluid which may alter the flow path or create a pressure drop. Fluid passes through the mag meter in a straight line through the bore of the sensor. This regular, cylindrical geometry also allows a constant and directional magnetic field to be established across the diameter of the flow path. The magic that creates the flow signal is based in the magnet! The mag meter is surrounded by an iron-core, permanent magnet that creates a magnetic field to be established with lines of magnetic flux which pass vertically through the entire cross-section of the pipe and the flowing fluid. This geometry is very important. The flowing fluid will pass through these lines of magnetic flux at a 90-degree angle or perpendicular to the lines of magnetic flux. To generate a voltage according to Faraday’s law, we must have a moving conductor. The conductivity of liquids is measured in units of micro-Siemens-per-centimeter. Some fluids, such as seawater, have high conductivity, and seawater flow can be measured with a mag meter. In addition to seawater, flows of wastewater, and ionic solutions such as acids can easily be measured by magnetic flowmeters. When installing a magnetic flow meter in process piping, it is vitally important to follow the manufacturer’s recommendation for grounding. The electrical signal produced in a mag meter is a very small DC voltage, and stray voltages along a pipe due to welding equipment or other large electrical loads in the plant. Transmitters are always used with mag meters. They convert the small DC voltages generated by the flowing fluid into signals that can be connected to the control system. 4 to 20 milliamp, Profibus PA, Foundation Fieldbus, and IO-Link transmitter outputs are available. When specifying magnetic flowmeters, some important aspects must be considered in addition to the conductivity of the fluid and the need for grounding rings. If the fluid is corrosive or abrasive, a compatible liner should be specified. These liners can also be replaced if they become worn, and they do not affect measurement accuracy. ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/circuit-breaker/ https://realpars.com/node-red/ https://realpars.com/u-control ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/Bdr2Z ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #sensor #flowmeter

SNBfppriDjc | 02 Jan 2023
▶ Ready to level up your industrial automation skills? Look no further than RealPars! With easy-to-follow courses and certificates, you can boost your knowledge in this field quickly - all from the comfort of your home. Get started today: https://realpars.com ▶ You can read the full post here https://realpars.com/circuit-breaker/ ⌚Timestamps: 00:00 - Intro 00:57 - A typical electric circuit 01:22 - Circuit breaker 02:16 - Fuse invention 03:22 - Circuit breaker invention 04:15 - Circuit breaker design 04:40 - Circuit breaker tripping principles 06:37 - Summary ============================= In this video, we are going to look at what a circuit breaker is, why they are needed, and how they work! The circuit breaker is an electromechanical device whose function is to protect electrical installations, being used in electrical distribution boards. It works by interrupting the electric current when it exceeds its design limitations, therefore preventing the supply of energy to the loads, and damage to the circuit. Simply put, the circuit breaker basically works like an automatic switch, which has a base current value, switching off the circuit where it was installed whenever this value is exceeded! It is important to note that for circuit breakers to work correctly, error-free sizing of the circuit and the components that compose it, is essential! The first mention of a device that interrupted the current because of some problem is more than 100 years old and was made in a patent by Thomas Edison, inventor of the incandescent light bulb. At that time, Edison needed a way to protect the lighting system he sold to big cities. For this, he proposed a device that would protect the network against possible short circuits and overloads and called it a fuse! A fuse is a safety device used to protect against overcurrent, short circuits, and overload. It consists of a tube with a metal alloy inside, usually leads, which when overloaded heats up and breaks, preventing short circuits! When this heating occurs, the metal alloy inside the fuse melts, causing the power supply to the circuit to be interrupted. To work again, the fuse must be replaced, generating unnecessary labor, costs, and interruptions! This impasse was only resolved more than 40 years later, by an inventor named Hugo Stotz. In 1923, Stotz launched the first compact device that combined the functions of thermal and magnetic protection on the market, produced in Mannheim, Germany. That was the first commercial circuit breaker! He and his team, looking for an idea to replace the fuse, developed a brilliant invention: a device that had a component that, if heated, would contract and trigger a disconnecting mechanism, but, when cooled, could be turned on again. There, the circuit breaker was born! Since then, companies have continually developed this technology, and today, there are several models of circuit breakers, such as the single-pole, two-pole, three-pole, and even the four-pole circuit breaker! They are used in many types and sizes for use in different applications, from residential to large industrial systems. This circuit breaker contains two different tripping principles to protect the circuit: - a thermal protection design, that will lead to circuit interruption in case of overheating - a protection design via an electromagnet principle, due to a short circuit. On the thermal-magnetic circuit breaker, both thermal and electromagnetic protection happens in parallel on a similar principle to move the switching linkage. Differently from fuses, once the issues that caused the circuit breaker to trip have been addressed, you can switch it back to the on position, and your circuit is once again protected. Numerous advanced circuit breakers are available on the market. Those can be much more precise and can trip at much faster speeds, however, they are also much more expensive! ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/node-red/ https://realpars.com/u-control https://realpars.com/sysmac-studio-3d ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/0h1U9 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #circuit_breaker #industrialsafety

bBEVKht15Vw | 26 Dec 2022
▶ Start learning the Single-Pair Ethernet Fundamentals by clicking the link below: https://learn.realpars.com/courses/single-pair-ethernet-fundamentals ⌚Timestamps: 00:00 - Intro 00:52 - Single-Pair Ethernet standards 02:19 - What’s the actual course like? ============================= Ethernet has been used in industrial plant settings for decades for communication between PCs, PLCs, and HMIs, as well as to various devices and servo drives on the plant floor through variants such as Ethernet/IP and Profinet. This low-powered network protocol is based on two pairs of wires, and in its present form, is not useful for powering device networks. Single-Pair Ethernet, or SPE, is a new communication standard for factory, process, and building automation. Industrial automation suppliers like TE Connectivity are developing products that support SPE, and these new, innovative products will begin to arrive on the market very soon. SPE is a communication infrastructure that is well-suited for and will enable the more rapid deployment of integrated strategies, such as the Industrial Internet of Things or IIoT. IEEE 802.3cg and IEEE 802.3bp are a few of the Single-Pair Ethernet standards that support network speeds up to 1 gigabit per second and support for multi-drop topologies. SPE will allow Ethernet communications and power to be delivered to devices through a single cable configuration. This means IP communication can be brought down to the lowest automation level, offering full transparency from sensors and actuators all the way up to the cloud. Other benefits of Single-Pair Ethernet include reduced wiring costs, reduced node costs, reduced power consumption, and data communications via a single pair of wires. Automation suppliers, such as TE Connectivity, are engineering and providing new cable and connector configurations to support this new protocol. When deployed, SPE will offer a substitution pathway for upgrading legacy Fieldbus systems with low-cost cables, integrated device power, and a choice of data topologies. RealPars and TE Connectivity are teaming up to bring a comprehensive course on Single-Pair Ethernet to the realpars.com learning platform. This course will provide an in-depth look at the Ethernet communication protocol and how information is transmitted from sender to receiver. We will cover how Ethernet networks have traditionally been constructed and some of the advantages and limitations Ethernet has in industrial automation networking. The OSI communication model, packet encoding, and message transmission and delivery will be covered, showing how levels above the physical and data link layers are substantially unchanged in SPE. The course will then take a deep dive into the IEEE 802.3cg and IEEE 802.3bp standards and how it provides the groundwork for a physical layer that allows for multiple topologies to deliver data and power not only to PCs, PLCs, and motor drives but also to sensors and devices on the plant floor. This will enable Single-Pair Ethernet to be used at all layers of the automation system, allowing SPE to be the only communication protocol required in the plant. No more gateways, differing cable and connector types, or data translation and mapping tables. The IEC 63171 standards for cable connectors will help ensure compatibility between sensors and cabling systems for Single-Pair Ethernet. TE Connectivity and other vendors are working together on this IEC standard to support interconnectivity and to give manufacturers the assurance that their SPE systems will work the first time and long into the future. In this new course, several case studies will also be presented. The use of SPE in Process Automation from Level 4 down to Level 0 will be demonstrated using various topologies to deliver power and data to sensors, plant-floor devices, computing nodes, and logic processors. An upgrade path from Foundation Fieldbus, Profibus PA, and other two-wire networks to Single-Pair Ethernet will be covered, demonstrating the additional power of SPE. @teconnectivity ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/node-red/ https://realpars.com/u-control https://realpars.com/sysmac-studio-3d ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #industry #SinglePairEthernet

pVb6Vq84ovg | 16 Dec 2022
▶ Ready to level up your industrial automation skills? Look no further than RealPars! With easy-to-follow courses and certificates, you can boost your knowledge in this field quickly - all from the comfort of your home. Get started today: https://realpars.com ▶ You can read the full post here https://realpars.com/node-red/ ⌚Timestamps: 00:00 - Introduction 00:38 - What is Node-RED? 03:23 - Configure the Variables for the Application 06:32 - Build the Node-RED Application 09:09 - Function Node 10:37 - RBE Node 11:47 - Email Contents ============================= Node-RED is a graphical development tool that is quickly becoming the industry standard for developing Industrial IoT applications. To get you up to speed with Node-RED, this video explains exactly what Node-RED is and shows you how easy it is to develop a powerful Industrial IoT application using Node-RED. By the end of the video, we will have built a Node-RED application that analyzes data, processes the data, and sends an email alert when the data is within a critical range. Node-RED is a graphical development tool that makes it easy to connect hardware devices, APIs, and online services to each other. Node-RED was originally developed by IBM for internal use but was made open-source in 2016. Since then, it has been adopted by the automation industry as an easy way to create Industrial IoT applications that collect, process, and share data through the internet. Node-RED makes it easy to develop Industrial IoT applications in two ways. First, Node-RED ships with a huge number of pre-built nodes. As a developer, you can use these nodes in your applications to easily perform complex tasks such as sending data using the MQTT protocol, the Modbus/TCP protocol, or via email. There are even nodes that let you publish data to online services such as Dropbox and Google Drive. Currently, there are over two thousand nodes available for you to use in your Industrial IoT applications, and thanks to the tireless work of the open-source community, that number is steadily growing. Second, Node-RED is a graphical development tool. Each node in an application is placed on a canvas and connected to other nodes. Each node in the application performs a specific task such as collecting data, processing data or sending data. Once the application is deployed, a flow is triggered by an event and each node in the flow executes and passes data to the downstream node in the form of a message. The event that triggers a flow is something that happens outside of the application like a hardware status change, a variable reaching a setpoint value, or a certain amount of time passing. By placing and connecting nodes on the canvas, someone without deep knowledge of programming can create sophisticated Industrial IoT applications. Now that we know what Node-RED is, let’s see how we can create an Industrial IoT application using Weidmüller’s u-mation platform. The u-mation platform also ships with a built-in Node-RED editor making it an ideal choice for quickly and easily developing Industrial IoT applications. Using u-create web, the web-based development environment for u-control controllers, we will build an application that sends an email alert to maintenance technicians when a process parameter reaches a critical level. When building the application, we will see how to collect, process, and send data from a control system using Node-RED. Many companies, including Boreal Light, are using u-mation and Node-RED to retrieve data from machines deployed around the world. The data retrieved from these machines allows engineers based at the company headquarters to analyze and optimize the performance of the machines remotely leading to higher productivity and reduced costs. @WeidmuellerGlobal ============================= Want to order a Weidmüller starter kit? You can easily order it here: https://marketplace.realpars.com/products/weidmuller-starterkit-uc20-wl2000-ac ============================= Learn more about u-remote: https://www.weidmueller.com/int/products/automation_software/i_o_systems/index.jsp ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= Missed our most recent videos? Watch them here: https://realpars.com/u-control https://realpars.com/sysmac-studio-3d https://realpars.com/machine-learning-predictive-maintenance ============================= TWEET THIS VIDEO: https://ctt.ac/2qV98 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #weidmüller #plc

6wHQGbntuKo | 28 Nov 2022
▶ Signup for this course and start learning how to program PLCnext with C++ easily: https://learn.realpars.com/courses/c-plus-plus-plcnext ⌚Timestamps: 00:00 - Intro 02:05 - Who is this course designed for? 02:27 - What’s the actual course like? 03:24 - Hardware 03:47 - Certification ============================= Hello to our RealPars friends, fans, and followers! We’re very excited to announce the unveiling of the second course in our PLCnext Technology series using the PLCnext Starterkit. We know many of you out there have completed the first course and have been anxiously awaiting the next installment. As with the first course, this course is a collaboration between Phoenix Contact and RealPars. We teamed up to make sure that we continue to develop the world's highest-quality PLC programming courses. In the first course, we focused on “ladder logic”, which is one of the IEC61131-3 languages that the PLCnext Starterkit can be programmed in. In this course, we will focus on C++ programming which is one of the popular and high-level programming languages that PLCnext Technology supports on its line of controllers including the PLCnext Starterkit. The power and flexibility of PLCnext Technology are instrumental in connecting the industrial automation world to the IT world. Using PLCnext Technology plug-ins and tools, higher-level languages such as C++ can be utilized and can work together with IEC 61131-3 languages such as ladder logic. In this course, we'll show you how to download, install and use these plug-ins and tools and we'll also do some basic C++ programming using the editor Eclipse IDE. If you are asking yourself… “ Is this a course on coding C++?”. The answer is no, this is not a course on C++ programming. The main focus is not on writing complex C++ programs, but on how to incorporate such programs into an existing PLCnext Technology project. So, who is this course designed for? We’ve developed this course for participants who have completed the first course. But, that doesn’t exclude those of you who are proficient with PLCnext Technology basic ladder logic programming. If you think that might be you, have a look at the first-course outline and description to give you an idea of what you should know before enrolling in the second course. So, what’s the actual course like? This second course continues from the first course. Students will have completed and successfully tested a “ladder logic” coded project specified in the first course. Students who have not completed the first course will be provided with the coded project program at the beginning of the course. Students will use the editor Eclipse to create C++ programs, along with the PLCnext Eclipse plugin to develop projects. This course will have students writing a C++ program based on the first-course project. This C++ program will provide logging data for several project operations. In the real world, such logged data can be used to augment machine learning and assist in developing effective Predictive Maintenance to avoid future failures during operation. Not to worry though, we won’t throw you into the deep end right away. Before working on the completed project from the first course, students will complete a basic C++ project, and run and test it with PLCnext Engineer using the AXC F 2152 Starter kit hardware. As always, you’ll also get access to our online questions and answer tool where you can ask questions about PLCnext Technology and what you learn in the course. Just like the first course, you will receive a signed certificate of completion from Phoenix Contact. @phoenixcontact1923 ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= PLCnext Ladder Logic Programming for Beginners https://learn.realpars.com/courses/PLCnext-ladder-logic-course ============================= Missed our most recent videos? Watch them here: https://realpars.com/u-control https://realpars.com/sysmac-studio-3d https://realpars.com/machine-learning-predictive-maintenance ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #industry #plc

GMdSV7OkZ2c | 23 Nov 2022
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/u-control ⌚Timestamps: 00:00 - Intro 02:42 - Low-Code Programming in the Browser 04:52 - Hardware configuration 05:40 - Global variables 06:59 - FB program 07:43 - Live View 08:40 - SmartVisu Visualisation 10:29 - Applications ============================= In this video, we will show you how web-based, low-code technologies are being used to solve simple industrial automation applications and why we believe that web-based, low-code technology will continue to become more important for companies involved in industrial automation. Just like the web-based, low-code revolution has made traditional software development easier, faster, and more accessible, web-based, low-code technologies will improve the way engineers solve simple automation applications. One of the main advantages of web-based programming is that any device with a browser can be used to program a controller. Since the development environment runs in the browser, - You don’t need to install a heavy development environment on your machine, - You don’t need to buy an expensive license for the development environment, - You don’t need a powerful machine to run the development environment. Since web-based programming reduces the cost and requirements of programming controllers, a web-based development environment makes it much easier for anyone to write PLC programs and develop Industrial IoT applications. In this demonstration, we will show you how to create a simple PLC program and visualisation using web-based, low-code technology. @WeidmuellerGlobal Since Weidmüller is the industry leader in web-based, low-code technology, we will use a Weidmüller u-control 2000 controller for this demonstration. This controller is designed to make automating simple tasks fast, easy, and reliable. The u-control controller is at the heart of the Weidmüller’s u-mation platform. The USB port on the u-control controller is a service port and in most situations, you will connect to your u-control starter kit using one of the two Ethernet ports that are available on the u-control controller instead of the USB port. However, an enormous advantage of connecting to the controller using the service port is that the USB connection supplies enough power to power the controller. This is a very useful feature when doing benchtop testing without I/O modules or development. Before we can write a control program, we have to configure the hardware for the control system. In low-code applications, the goal is to minimize the amount of work that a user has to do to get up and running. For this reason, u-create web has a powerful hardware detection feature that automatically detects the hardware modules connected to the u-control controller and adds them to the project. With the Function Block Diagram programming language, we can develop simple control programs using a catalog of available Function Blocks. In the Live View, we can see the current mode of the controller and monitor the values of the physical inputs and outputs that are part of the application. Since the visualisation is hardware-independent, this visualisation can be accessed by any device on the network that has a browser like an iPad or an Android phone. Since the visualisation application is running on the controller, we don’t need a separate HMI device to run and view the visualisation application. Boreal Light use the u-mation platform to power their Water Kiosk product. The Water Kiosk is a water treatment machine that provides clean drinking water to rural villages in Africa. ============================= u-remote - Remote I/O System Modernization with Weidmüller https://realpars.com/u-remote ============================= Want to order a Weidmüller starter kit? You can easily order it here: https://marketplace.realpars.com/products/weidmuller-starterkit-uc20-wl2000-ac ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/sysmac-studio-3d https://realpars.com/machine-learning-predictive-maintenance https://realpars.com/sequential-function-chart ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/Dzc5L ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #weidmüller #plc

d_5F5BwYeg4 | 09 Nov 2022
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ⌚Timestamps: 00:00 - Intro 00:36 - Who is this Course for? 01:14 - What Do I Need to Follow This Course? 02:23 - Structure of the Course 02:59 - Certification ============================= We are really excited to announce the launch of RealPars’ new certified PLC programming course, CODESYS 1: Introduction to PLC Programming. In CODESYS 1: Introduction to PLC Programming, you will learn how to develop a PLC application in CODESYS, test the application using a Wago CC100 PLC, and become a WAGO-certified PLC programmer. This course is developed in collaboration with Wago, a leading manufacturer of CODESYS-compatible devices for different industries and sectors. The course is designed to be suitable for complete beginners with no PLC programming experience as well as PLC programmers who want to learn about exciting, emerging platforms like CODESYS. We’re really excited about this course because it teaches you how to work with CODESYS which is becoming more important in the automation industry every year. The CODESYS runtime is currently installed on more than 8 million devices built by 400 companies worldwide and CODESYS is the most popular control software in the world by market share. One of the reasons why CODESYS has become so popular is that the CODESYS Development Environment and simulator are available to download and use for free. That means that to follow along with this course, you don’t need to buy any expensive software licenses - the software you need to follow this course is available to download and use for free from the CODESYS and WAGO websites: - https://store.codesys.com - https://bit.ly/3C1bP1N For the people in our audience who want to get some practical, hands-on experience with PLC hardware, Wago has developed a PLC Starter Kit that complements this course and contains all of the components that you need to work with PLC hardware including a PLC, power supply, and an input device. You do not need this starter kit to follow along with the course but, if possible, we highly recommend that you invest in a starter kit to get the most value out of this course. The Wago CC100 Starter Kit is available on the RealPars Marketplace: https://marketplace.realpars.com/products/wago-cc100-starter-kit At RealPars, we believe in learning by doing. For that reason, we have designed this course to be as practical as possible. Throughout this course, you will learn PLC programming by developing and testing a PLC application and simple visualization in CODESYS. By the end of the course, you will be comfortable with - Working with CODESYS projects, - Developing simple applications using the Ladder Diagram programming language, - Working with CODESYS-compatible hardware, - Debugging applications, - Working with simple visualizations. Upon completing the course, you will have developed the skills you need to develop PLC applications and you will have a certificate of completion from Wago to prove it. So what are you waiting for? Enroll in CODESYS 1: Introduction to PLC Programming today to become a Wago-certified PLC programmer and accelerate your career today: https://bit.ly/3UoCHQz See you inside! @wagonederland1394 ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/sysmac-studio-3d https://realpars.com/machine-learning-predictive-maintenance https://realpars.com/sequential-function-chart ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #Wago #CODESYS

fFoTK0sRmBM | 07 Nov 2022
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/sysmac-studio-3d ⌚Timestamps: 00:00 - Intro 00:18 - A simulation of a simple sequence 01:41 - Creating a 3D simulation 06:04 - Running simulator 07:20 - Omron Controllers supported by 3D Simulation 08:26 - Omron’s Robot Integrated Controller ============================= @OmronAutomationAmericas In this video, we are going to introduce you to the power and flexibility of the Sysmac Studio 3D simulation function. We’re going to start by operating a simulation of a simple sequence already developed and programmed. In Sysmac Studio, the ladder logic control program and the 3D visualization are both dynamically represented on the screen. As the 3D simulation progresses, you can observe the dynamic changes occurring in the ladder logic as it executes. The Application Manager is unique to the industry as it enables Sysmac Studio to offer a completely software-based 3D Simulation solution without the need for any hardware, at the initial development phase, to test the programming or to create sequences for the machine. The Application Manager is a virtual device that is added to the project to have access to the 3D Visualizer window and environment where you can add the 3D Shapes and animation scripts. The bottom line is that a physical device, like a robot, is not needed for a 3D simulation. From the 3D visualization, there are many options to add components. You can add individual components like a box or a cylinder. You can also add or import CAD files. You can change the color and size of the box. You can also change the perspective of the 3D Visualizer by clicking on the 3D visualizer, and holding and moving the mouse button while the proper toolbox is selected. Autodesk STP files can be inserted into our 3D visualizer. Sysmac Studio supports other CAD files as well. Once converted, you can assign the CAD part to the moving parts using the Wizard. Once the mechanical model has been created, the wizard is used to configure linear part direction and assign motion axes as configured on the Controller (PLC) selected. The movement of each linear part can be initiated in the ladder logic. You can move each component on its axes by operating the appropriate instructions in the ladder logic. In the simulation, you can move components on the x-axis, on the y-axis, and on the z-axis. Then you can set the Go_Home boolean variable to TRUE to move the Machine part into its home position. The user-friendly wizard-style setting allows setup simulations using 3D CAD with significantly simpler operations than standard CAD software. Using the wizard, mechanical component motion axes and I/O signals can be assigned. Omron Controllers supported by 3D Simulation. Sysmac Studio 3D Simulation supports the NX, NJ, and NY series of OMRON Controllers with some limitations on the individual controller within a series. The 3D Simulation function is easily installed on Sysmac Studio once a license has been purchased. There’s also an option to purchase more licenses and/or a site license. For purchasing the Sysmac Studio 3D Simulation license go to the Omron website: https://bit.ly/3NCiS5J A 30-day Trial version of Sysmac Studio 3D is available from Omron: https://bit.ly/3Tc1y8J Using this controller, robots can be controlled with the IEC program making it easy for engineers to control them. Sysmac Studio supports 8 languages including English, Spanish, French, Italian, German, Korean, Chinese, and Japanese. For more details on Sysmac Studio, contact your OMRON Regional Office. You can obtain your Regional Office contact details from the OMRON Industrial Automation global site at https://www.ia.omron.com. ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Omron PLC Programming Basics – Sysmac Studio: https://bit.ly/3zOM6sp ============================= Sysmac Simulator Example - XYZ Machine project: https://bit.ly/3UvCScw ============================= Missed our most recent videos? Watch them here: https://realpars.com/machine-learning-predictive-maintenance https://realpars.com/sequential-function-chart https://realpars.com/laser-sensor ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/Z86aI ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #3Dsimulation #OmronPLC

BApzsgq32mM | 19 Oct 2022
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://bit.ly/3eD2Knz ⌚Timestamps: 00:00 - Intro 00:14 - Motor vibration example 00:47 - How do we know when the vibration is unusual? 01:54 - Normal operating condition 04:28 - Webinar Registration ============================= Here is a basic example of how machine learning can be used for predictive maintenance. You don’t need to be an engineer to understand this. It’s very basic and fun and you can understand it very easily. We have two vibration sensors here. Vibration sensors are usually used on rotating equipment such as motors, fans, pumps, gearboxes, and so on. Let’s say we have our two vibration sensors installed on an electric motor. We can use these sensors to measure the vibration of this motor. In normal operation, we have normal vibration for the motor. But, when there is something wrong with the motor, we’ll have an unusual vibration. Now, the question is, how do we know when the vibration is unusual? What should we consider an unusual vibration? Well, to do this, these days with all the advancements in Al or Artificial Intelligence, we can use simple machine learning techniques to figure this out. To do this, I can simply measure the vibration for sensor A, at a random point in time, and write it down. Next, and at the same time, I can measure the vibration for sensor B. So at one point in time, I measured the vibration for both sensors. I will repeat this measurement one more time. The values are a bit higher but still kind of in the same range. One thing to take into consideration here is that it does not matter when I measure these values. I mean I could measure these values at any random point in time. But the only thing that matters here is that the measurement for both sensors should happen at the same time. That means I need to measure the values for both sensor A and sensor B at the same time. Ok, I will repeat this process for measuring the values for both sensors a few more times. By doing this I can get more data points about the vibration of the motor in normal conditions. Now, why do I measure these values or data points, you ask? The reason that I measure these values is to be able to come up with some sort of model for the motor vibration in normal operating conditions. That means, using these data points, I can now have a pretty good understanding of what the motor vibration value could be approximately when the motor is operating in normal mode and without any problems. Now, let’s say that one day, and again at a random point in time, I see that the value of sensor A is 8, and at the same time, the value of sensor B is 2. This is clearly an unusual value. How do I say this? Because I’ve already measured the vibration of this motor several times and I have LEARNED that when the motor is operating in normal mode and without any problem, the vibration values should usually fall in this area, right? This is the model that I have developed for the times that the motor is operating in normal mode and without any problem. Now that I see a value outside of this area or outside of this model, I can easily say that this new value is not normal and can indicate that there might be something wrong with the motor. This is how I can use machine learning to detect the unusual behavior of a machine. So this was a simple example of using machine learning for predictive maintenance. ============================= If you want to learn more about predictive maintenance make sure to sign up for RealPars first-ever live training event on Oct 26. For this live training session, we have teamed up with Edge Impulse to teach you how machine learning can help with predictive maintenance for industrial applications. To reserve your spot, simply head on over to this page: https://bit.ly/3gmqigD, and enter your name and email address to get all the details. ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/sequential-function-chart https://realpars.com/laser-sensor https://realpars.com/u-remote ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/0dWJV ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #maintenance #MachineLearning

q4YjY7lN0HY | 21 Sep 2022
▶ Head on over to https://bit.ly/3S0JlLn to learn more about Edge Impulse. ============================= This video teaches you how machine learning can be used for predictive maintenance using a simple example. You don't need to have an engineering background to understand the concept. It’s very basic! As Machine learning is playing a more important role in developing advanced industrial applications these days, here at RealPars, we are planning to develop new courses and videos around this topic. To make sure that these new courses are created with the highest quality possible, we are glad to announce that RealPars has recently formed a partnership with Edge Impulse. Edge Impulse is the best-in-class edge machine learning platform in the world. Based on this new partnership, RealPars and Edge Impulse will team up to create easy-to-follow new courses and videos on new machine learning technologies for all of you technicians and engineers active in the industrial world. for all of you engineers and technicians active in the world of industrial automation. So stay tuned for more videos and courses on this topic. and if you want to learn more about Edge Impulse you can head on over to https://bit.ly/3Sitfg4. ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/sequential-function-chart https://realpars.com/laser-sensor https://realpars.com/u-remote ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #maintenance #industry
xCONAyL4Oow | 05 Sep 2022
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/sequential-function-chart ⌚Timestamps: 00:00 - Intro 00:51 - What is a sequence in SFC? 01:36 - Init step 02:02 - Step or State 02:08 - Transition 03:20 - Action and Qualifiers 04:14 - SFC example ============================= In this video, we’ll introduce you to a PLC programming language called Sequential Function Chart, or SFC for short. We will also look at an SFC example. The PLC programming standard IEC 61131-3 includes five programming languages: – Ladder Diagram – Function Block Diagram – Instruction List – Structured Text – Sequential Function Chart The SFC programming language is different compared to the four other languages. The SFC is used to program a sequence directly in the PLC. An SFC program is composed of graphic symbols. Each graphic symbol represents one step. A step is the same as a state. - Init step: The first graphic symbol is used for initialization. This is named the init step. This is a square that is double-lined. Inside the square is a step name. When the PLC turns on the program will go into the initialization step and stay there. - Step or State: A Step is a single-lined square. - Transition: Each step is connected to the next step by a connection line. And a small horizontal line is added and this is called the transition. At the transition line, there must be a condition. - Action: An action can be added to a step if required. A line connects the Step to the Action. - Qualifiers: Inside the action box is a qualifier: – An N qualifier means that the variable is TRUE only when the step is active. Therefore you don’t need to set the variable to FALSE when leaving the Step action. – When using S as a qualifier, a TRUE will be stored for the variable inside the memory. This is used to keep the variable TRUE when leaving the step. – If you need to reset the stored variable value, you can use R as a qualifier. ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/laser-sensor https://realpars.com/u-remote https://realpars.com/datasheet ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/h2ZKQ ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #PLC #PLCprogramming

cSe7kQiASPY | 01 Aug 2022
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/laser-sensor ⌚Timestamps: 00:00 - Intro 01:08 - How does a laser sensor work? 02:07 - Laser sensor output 03:17 - Why use a laser sensor? 03:55 - How laser sensors are used? 04:24 - Examples ============================= In this video, I will be talking about laser sensors. I will explain what laser sensors are, the basics of how they work, and the different types of laser sensors, and I will give some examples of how laser sensors are used with automation. A laser sensor is an electric device that uses a focused light beam to detect the presence, absence, or distance of an object. The light that a laser sensor emits is a small bright dot, similar to a laser pointer. This dot is bright enough to be easily seen even in direct sunlight. And being able to see this dot easily, makes it easier to set up and troubleshoot the laser sensor. On some laser sensors, the light can be turned off when the sensor is not being used. Now let’s talk about how the laser sensor works. First, the light travels from the sensor to the object. The light then bounces off the object back to the sensor. The sensor then calculates how long it took for the light to travel to and from the object to determine the distance. - If the object was within the sensor’s range, the output of the sensor will turn on. - If the object was not in the sensor’s range the output will stay off. To set up when the laser sensor output turns on depends on what type of laser sensor you have. - If it is just a basic laser sensor, you just turn a dial or a ring on the laser sensor to adjust it from its minimum setting to its maximum setting. - Other laser sensors have a display and buttons on them that are used to configure the sensor’s min/max settings. - Other laser sensors require a computer to be connected to them to configure the min/max settings. Depending on what laser sensor you have, the sensor outputs can be normally open, normally closed, NPN, PNP, or analog. Also depending on the laser sensor, the analog outputs can be zero to ten volts or four to twenty milliamps. Typically if you are using the sensor’s analog output, the sensor is connected to a PLC analog input card. An example of when a laser sensor analog output might get used is to check the position of a part before it enters a robot cell. The sensor’s analog signal is read by the PLC and the PLC displays this number on an HMI screen, along with the range that is considered good. If the part is in the correct position, it will get released into the robot cell automatically. But if the part is out of position, an alarm will sound and the part will not release until the part is in the correct position and the reset button on the HMI is pressed. This is an example of when a laser sensor would be used to check distance. Now let’s talk about some of the reasons why you would use a laser sensor. - They work very well in dusty conditions. The brighter light of a laser sensor has fewer issues in dusty environments compared to other styles of sensors. - The bright light of the laser sensor is not affected by other light sources. Laser sensors can even be used in direct sunlight. - With the size of the laser sensor light dot, it works great at detecting small objects. - Laser sensors can also be used for precise positioning. Laser sensors can also have a very long working range if needed. A lot of the laser sensors made today use twenty-four volt DC power. Depending on your needs one or both of these wires will get connected to a PLC input card. With these wires connected the sensor is ready to be set up. ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/u-remote https://realpars.com/datasheet https://realpars.com/variable-frequency-drive ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/6gD6c ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #sensor #industry

qZTBn-VBboI | 16 Jul 2022
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/u-remote ⌚Timestamps: 00:00 - Intro 00:50 - Challenge 02:43 - Solution 05:38 - u-remote 08:36 - Wrap Up ============================= In this case study, we will look at the value of modernizing remote I/O systems based on the experience of a leading industrial company specializing in the storage and distribution of bulk liquid products. To respect this company’s privacy, we will not use their name but we can tell you that this company operates 114 facilities in over nine countries around the world. At their Amsterdam facility, this company was running a bulk liquid terminal using an aging DCS. This Distributed Control System was built up from two controllers with 17 I/O racks on a Profibus network. These I/O racks interfaced with over 700 I/O points on different devices including pumps, tanks, and motor-operated valves. Although this system was working, the company faced several challenges which were becoming worse with each passing year. The main challenges associated with the original remote I/O system were: 1) Spare Part Availability: Although the Distributed Control System was still supported by the manufacturer; it was becoming increasingly difficult for the company to find spare parts in stock. 2) Limited Functionality: Operational technology has taken major leaps forward in recent years. Automation manufacturers are constantly innovating and introducing new features into their products. 3) Network Limitations: Like many others, the company wanted to collect more data from their field devices to analyze and optimize their system’s performance. The company understood that it was time to upgrade its remote I/O system to a modern system that leveraged state-of-the-art technology. As a starting point, the company made a list of what its ideal solution would look like. The features that were mentioned on the company’s wish list included: Ease of Use, Small Footprint, Maintenance Friendly, and Cost-Effective. 1) Ease of Use: The new remote I/O system had to be easier to use and have more functionality than the old system. 2) Small Footprint: The company wanted to collect more data from field devices, which meant increasing the number of I/O points per I/O rack. 3) Maintenance Friendly: The remote I/O system had to be built with reliable hardware that would function without failure for a long time. 4) Cost-Effective: The remote I/O system should be cost-effective. The company knew that they wanted a lot of features but felt that a modern remote I/O system should be affordable and its cost should reflect the amount of value that the remote I/O system offered. At Hannover Messe, they came across Weidmüller’s remote I/O system, u-remote. This system seemed to meet all of the company’s needs and after several consultations with Weidmüller’s applications engineering team, the company decided to upgrade its facility using Weidmüller’s u-remote system. Since Weidmüller’s u-remote I/O system is compatible with most industrial networks including Profinet, EtherCAT, Ethernet/IP, and Modbus/TCP, Weidmüller’s application engineering team was able to work with the company to determine what industrial network was best suited to their needs. Ultimately, the company settled on an Ethernet-based network that used the Modbus/TCP communication protocol. After switching to a Modbus/TCP network, the company could focus on upgrading the density of each remote I/O rack. u-remote I/O modules are incredibly thin at 11.5 mm per module and each u-remote I/O station supports up to 64 modules with a single power supply. Since they could fit more I/O modules per rack, the company was able to reduce the number of remote I/O racks in the Distributed Control System from 17 racks to 11. The end result was a system with fewer points of failure and spare parts requirements. @WeidmuellerGlobal ============================= Learn more about u -remote: https://www.weidmueller.com/int/products/automation_software/i_o_systems/index.jsp ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/8b9mH ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #weidmüller #plc

2_o1SDy6__U | 04 Jul 2022
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/predictive-maintenance ⌚Timestamps: 00:00 - Intro 00:33 - 1. Reactive maintenance 01:54 - 2. Preventive maintenance 02:37 - 3. Predictive maintenance 03:04 - Preventive maintenance vs. Predictive maintenance 03:39 - Utilizing Artificial Intelligence 05:19 - Applying predictive maintenance to the human body! 06:04 - Summary ============================= Every device has a point of failure. What does that mean? Well, a new device fresh from the manufacturer is healthy and problem-free. Due to wear and tear on the device as it ages, its health slowly deteriorates and eventually it fails. At this point, you need to perform maintenance for the device to get it back to a healthy condition. There are three main types of maintenance: Reactive, preventive, and predictive. 1) With reactive maintenance, you simply wait until a device breaks down and then perform maintenance on that device. That means that you wait until the device fails and requires maintenance and then react, hence reactive maintenance. For example, let’s say that you have a microwave oven at home. You use it for a few years until it gets to the point of failure and It won’t turn on anymore. In this case, you repair the microwave or buy a new one. But it may take a couple of days for you to either repair the microwave or buy a new one. That means, with this wait and react way of maintenance, you may not be able to use your microwave for a couple of days which is not a big deal. However, if the same thing happens in a big industrial enterprise like an oil refinery, there might be huge consequences. 2) With preventive maintenance, you try to perform maintenance for the device long before the device gets to the point of failure. For example, you can check the pressure transmitter regularly and before it gets to the point of failure to make sure that there won’t be any sudden interruption to the industrial process. However, this is not very cost-effective. Because by performing the maintenance early, you waste device life that is still usable. This is the time that we could still use the device without any maintenance but now we’re losing that because of early preventing maintenance. 3) With predictive maintenance, you predict when the device fails and schedule maintenance just before that. Following this process, you minimize the device or machine downtime and maximize its lifetime. How can we predict when a device fails? Well, this is simply done using the previous data that we have collected from a similar device in the past. For instance, with the pressure transmitter example, there are already thousands if not millions of similar devices installed all over the world from the same brand. By analyzing the available data from these current devices, we can pretty accurately predict when a similar device fails. The fancy term that we currently use or maybe overuse for utilizing this data is AI or Artificial Intelligence. But, the basic principle comes down to analyzing historic and current data and making intelligent decisions for the future. One of these intelligent or smart decisions that we can make is to predict when a similar new device will fail in the future and perform maintenance right before that, hence predictive maintenance! What if we could apply this whole concept of predictive maintenance to human body organs? I mean what if we could replace a heart before it fails for example? Could we then live forever? What if aging is a disease? Consider how the world would change if we could live forever? The plan that Elon Musk and SpaceX have started for making humans multi-planetary seems in line with living a considerably longer life. ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/datasheet https://realpars.com/variable-frequency-drive https://realpars.com/omron-iiot ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/1w3eO ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #maintenance #industry
lWsh_ldxiUQ | 06 Jun 2022
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/datasheet ⌚Timestamps: 00:00 - Intro 01:02 - Datasheet sections 03:20 - Types of Datasheets 03:41 - Circuit Breakers 04:32 - Power Supply 05:22 - Inductive Sensor ============================= In this video, I will explain what a datasheet is. I will also give a few different use cases that a PLC programmer would use on a day-to-day basis. Datasheets can have many types and names, such as manual, user manual, datasheet, specifications, info card, and product overview. The principle I will teach you about is that no matter what the sheet is called, you should be able to better understand what the sheet is communicating. A datasheet is a guide to help a reader understand the capabilities of a device. Datasheets are similar to the torque spec for a vehicle; they are important to follow, because if the datasheets are ignored, you may not be able to accomplish your goals. Most of the time the data in a datasheet will be in some sort of table format. 1) Some datasheets will define what a particular letter or symbol will represent throughout the datasheet. These symbols will be defined in the first couple of pages. It is important to make note of what these symbols are. I suggest that you highlight the unfamiliar nomenclature either on a printed piece of paper or using a PDF editor, if available. It might be advantageous to print out the definitions page and have it next to the current page you are looking at. 2) When I first get a datasheet that I’m not familiar with, I try to read the warnings. I know firsthand how hard it is to address the consequences of the warnings later instead of avoiding the problems using the warnings. Reading and following the warnings will usually result in a successful experience with any device than if you did not read them. Each datasheet will have different kinds of warnings due to the nature of the device. Some safety warnings might include qualifications, such as being qualified to work on electrical components, or they might include warnings about laser radiation, stored energy, and electronic static discharge (ESD). Like warnings, it is imperative that you heed safety information and requirements for each device. 3) Manufacturers sometimes consolidate many devices into one manual. Instead of making a literal datasheet for every product configuration, manufacturers will tend to group similar devices into one manual. For example, if I wanted to figure out the part number for a laser sensor that had a sensing range of 25mm to 100mm I would then search throughout the document for the table that would describe that sensing range. 4) Most devices will have some sort of wiring diagram or instructions about how to wire the devices. This is one of the key pieces of data that is usually needed on a datasheet. There are many different types of datasheets. Each type will be a little bit different due to the various applications. - Datasheets are very common when working with integrated circuits. However, for this video, we will not be focusing on them. In this video I will: - explain a few parts of a circuit breaker datasheet. The description section gives details about the model of the circuit breaker. The features section explains some reasons why you would want to use this circuit breaker series. - show an example of a power supply datasheet. Just like in the circuit breaker example, the power supply example has a description. The datasheet also has a features section that shows the features of this power supply. - explain an example of an Inductive Sensor datasheet. In this example, the datasheet is called an Info Card. Like the other examples, this one has a description of the part. The manufacturer calls this Intended Use. Due to the nature of an inductive sensor, the datasheet has a section about the sensing range. This will usually be in sensor datasheets. ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/variable-frequency-drive https://realpars.com/omron-iiot/ https://realpars.com/6-axis-simulation-software ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/Ukuel ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #Datasheet #industry

DXjXh0cF8Kc | 23 May 2022
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/variable-frequency-drive ⌚Timestamps 00:00 - Intro 01:00 - VFD diagram 01:54 - How does an IGBT work? 03:58 - IGBT module in VFD ============================= Welcome to Part 2 of Variable Frequency Drives Explained! As we have learned in the previous lesson, there are many applications where in order to meet varying demands, motors need to throttle down output. Additionally, constantly running a motor at its full speed can be costly. A variable frequency drive is a type of controller that has the function of driving an electric motor by varying the frequency and voltage that is supplied to control its speed and power. VFDs are widely used in both industrial and commercial applications, such as control of fans, pumps, compressors, HVACs, and even roller coasters! It is impossible to talk about VFDs and Insulated Gate Bipolar Transistors, also known as IGBTs without understanding what Pulse Width Modulation (PWM) is. An analog input signal can be modulated by generating variable width pulses to represent its amplitude. In a very brief summary, PWM is a way to control analog signals with a digital output. To understand the IGBT’s function in a VFD, it is important to understand how an IGBT works singularly. At the simplest level, an insulated gate bipolar transistor (IGBT) is a switch used to allow power to flow when it is turned on and to stop when it is turned off. It is important to note, however, that they have the capability of switching on and off several thousand times every second! An IGBT is a solid-state device, which means it has no moving parts. Rather than opening and closing a physical connection, it is operated by applying a voltage to a semiconductor component, called a gate, that changes its properties to create or block an electrical path. IGBT terminals (pins) represent the Gate, the Collector, and the Emitter. Current flows along the conductance path composed by the Collector and the Emitter, while the Gate controls the device. Now that we have an understanding of how our IGBTs work, let’s go back to the application of IGBTs in VFDs, and let’s represent our IGBTs as contact switches for a simpler understanding. The top IGBTs are in the positive DC bus, and the lowers are in the negative DC bus, so when one of the top switches is closed, that motor phase and voltage then become positive. On the other hand, when one of the lower switches is closed, that motor phase and voltage then become negative. Therefore, by controlling the speed and sequence that those switches open and close, we can control the phases and frequency of our signal: zero, negative, or positive. It is important to note that VFDs output signal is a PWM signal, which turns out to be a rectangular waveform. This wave is crucial in the operation of a VFD, as it is this variable voltage and frequency that will enable the VFD to control the motor’s speed. VFDs output signal is a PWM signal, which turns out to be a rectangular waveform. This wave is crucial in the operation of a VFD. The control processor of a VFD contains a program that is not typically user-accessible, however, there are many parameters and settings that can be adjusted and tuned for optimal VFD operation for each application where it’s been used to meet specific motor and driven equipment specifications and needs. The following are common adjustable parameters and settings in a VFD: - Tunable: Proportional, Integral, Derivative (PID) - Minimum and Maximum Speed - Current Limit The number of parameters varies based on the level of complexity of the VFD. They can range from 50 to over 200 parameters! ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/omron-iiot/ https://realpars.com/6-axis-simulation-software https://realpars.com/surveillance-system ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/gpIlU ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #VFD #IGBT

flElescb4fU | 02 May 2022
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/omron-iiot/ ⌚Timestamps: 00:00 - Intro 01:01 - Automation traceability process 01:41 - Product quality improvement example 02:59 - Cloud computing ============================= In the previous video, IIoT Implementation with @OmronAutomationAmericas PLCs, we presented an overview of how IIoT-ready Omron PLCs can interact with the Cloud and store and use data on SQL databases in machine processes. In this video, we’re going to show you an example of how product quality can be greatly improved using an IIoT-ready Omron NX102 PLC and the MQTT industrial communication protocol to track work-in-process and finished goods. We’ll show you how several technologies and innovations combined to utilize product and process data to ultimately improve quality and production efficiency. Omron uses the term Automation Traceability to describe the product quality improvement process. There are four steps in the Automation Traceability process. These four steps are: 1) Mark: where the serial number or lot number is placed on the product. 2) Verify: where the mark is confirmed to be made correctly, is readable, and complies with any additional requirements. 3) Read: where a vision system reads the mark to ensure proper routing and shipment. 4) Communicate: this step involves incorporating the IIoT. The part mark details are sent to a local database or a Cloud-based resource. Ok… Let’s get the product line rolling… Our product is a machined aluminum block that is to be further modified at a later stage in the overall process. We have several machined blocks moving along on a conveyor. Each of these blocks is marked with a 2D matrix code. One of the several markers available is the Omron MX-Z20xxH series of laser markers. This marker provides permanent identification using 1D or 2D codes. The Omron’s NX102 controller sends motion control signals via an EtherCAT network to an Omron G5 Servo System that drives the conveyor. As the aluminum blocks move along on the production line, the Servo system sends position data back to the NX102 controller. The controller then determines a time to trigger the camera and then sends a trigger signal to the Omron FH 5050 Vision system when required. The vision system triggers the camera and the strobe light and the camera image is passed back to the vision system. The FH-5050 processes the image and decodes the 2D code. Once the 2D mark has been decoded, the code value is sent back to the NX102 controller. OK… now it’s time to access Cloud resources. The NX102 controller sends the decoded data to the cloud using the MQTT protocol. All of these Omron devices and processes can be programmed and monitored using Omron’s Sysmac Studio software. An HMI communicating over EtherNet/IP is easily added offering an operator interface if desired. This is just one example of where these technologies can be applied. A typical application for a system like this is individual product piece traceability in high-volume, high-mix production environments where there are lots of production lines at several locations. The ability to quickly access and analyze this kind of unit production data is critical to many industries. With this level of detail and real-time analysis, it means that only the products with that specific lot number or serial number range would need to be discarded if defects are detected. An obvious bonus with a Traceability system like this is the Omron controller’s ability to take advantage of the cloud. The ability to get information scanned at the point of origin and then become immediately available for analysis using cloud services makes the Omron controller very attractive. The NX102 controller creates a direct connection between the system and the cloud or any local database. ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= IIoT Implementation with Omron PLCs https://realpars.com/iiot-implementation ============================= Missed our most recent videos? Watch them here: https://realpars.com/6-axis-simulation-software https://realpars.com/surveillance-system https://realpars.com/pid-settings ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/4r0Y2 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #IIoT #OmronPLC

LNnd4gd8kGQ | 04 Apr 2022
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/6-axis-simulation-software ⌚Timestamps: 00:00 - Intro 01:50 - Applications 05:08 - Advantages 06:07 - Disadvantages ============================= In this video, we will explain what 6-axis simulation software is, what it is used for, and the advantages and disadvantages of using it. Programming 6-axis robots is typically a hands-on process, using a teaching device that is usually in sight of the 6-axis robot. Sometimes you don’t have easy access to a 6-axis robot and you still need to design, program, or troubleshoot a 6-axis robot. Some robot manufacturers have software to simulate running a 6-axis robot to help with the design. 6-axis robot simulation tools are usually hosted on a computer that simulates a real robot. The interface, which is called a graphical user interface (GUI), typically uses a combination of clicks, mouse movements, and key presses. Some 6-axis simulation software will even replicate or copy actual files from the real robot. 6-axis robot simulation software makes a virtual representation of the physical robot. The GUI software can be in two, three, or four dimensions depending on the manufacturer. The environment that is created using the GUI will help you visualize the 6-axis robotic cell. The ability to see the robot in its virtual environment can be helpful to robot designers, programmers, and engineers. 6-axis robot simulation software can be used for many purposes. One of the many things 6-axis robotic simulation software can be used for is specification purposes. The software helps you pick which robot is right for the job. Using the simulation software you can select a robot virtually and see if it will fit and maneuver well with any equipment, tools, or obstacles that are part of the job. When selecting a robot sometimes you have control of where the robot can be placed and sometimes you do not. When you get to choose where the robot will be placed in the cell you can select a location that is away from obstacles. Generally, obstacles should be avoided because they can cause a 6-axis robot to slow down or even hit obstacles when accidental programming mistakes happen. When obstacles cannot be avoided, 6-axis simulation software can help layout the obstacles and program around them. For example, you are designing a robot cell with a robot with two pick locations and two-place locations. In between the place locations, there is an obstacle which is an I-beam. If the 6-axis robot makes a direct path while going from pick location 1 to place location 2, it will hit the I-beam. As a robot programmer, you can pre-program a sequence so that the robot regresses from pick location 1 to a path in which the 6-axis robot will not hit the beam as it tries to go to place location 2. Because you simulated the robot cell using a virtual robot you were able to anticipate the I-beam and program accordingly. Designing robot cells using simulation software can also help you choose which 6-axis robot to use. The distance the robot needs to reach is a design consideration when selecting a 6-axis robot so that it is the correct size for the job. Another design consideration is how fast the robot needs to go. After you design the robot cell and program the robot flight path, you should time how fast the robot performs one complete cycle. Some simulation software has an option to let you time the cycle and then record the cycle time. While timing the cycle is important, it is also important to budget for some safety factors. For good measure, it is wise to use the 5/6 rule. This means you should meet cycle time with the robot able to go an extra 1/6 speed. Using the 5/6 rule will help you design the robot to meet cycle time or determine that the selected robot will not work. ============================= Industrial Robotic Systems with Fanuc Robots - Free Course http://bit.ly/37b8Gja ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/surveillance-system https://realpars.com/pid-settings https://realpars.com/thermocouple-plc ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/J41Hc ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #Industry #Robot

ODkRT1Xarzc | 14 Mar 2022
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/surveillance-system ⌚Timestamps: 00:00 - Intro 00:41 - Scenario #1: a surveillance system 01:23 - Scenario #2: a smart camera box surveillance system 02:00 - Smart camera box 03:22 - Surveillance system peripheral devices 04:47 - Smart Camera Box for AI functions ============================= This video will be of interest if a reliable and secure Security Surveillance system is of utmost importance to you and your business. In this video, we’re going to introduce you to the Phoenix Contact Smart Camera Box. This versatile and powerful video surveillance device has been specifically designed to provide constant supervision and observation. We’ll tell you about the features of the Smart Camera Box and show you how it outperforms other commercially available devices. We will also show you where you can find more details about the different available versions of the Smart Camera Box. Your warehouse is full of very valuable products. Naturally, you want to protect your products against any perils. Your surveillance system is maintaining a watchful eye. As with any surveillance system, real-time video is being monitored and recorded. The Smart Camera box has features that prove it to be superior to other products on the market. It has a wide operating temperature range and can withstand harsh and corrosive environments. Unlike other commercially available products, it is an All-in-one device. There are lots of contractors offering similar features, but requiring products from more than one vendor. No need to shop around looking at products from other vendors as the Smart Camera box has everything you need. The Smart Camera box has an integrated Ethernet or Fiber optic splice tray built-in. So, your uplink connection can be Ethernet cables or fiber optics. The Smart Camera Box is capable of operating four Ethernet devices via something called PoE, or Power over Ethernet. You could have four cameras not requiring additional power connections because each can be powered via the Ethernet cable. It has a wide range power supply of 100 to 240 V AC and switchable 24 V DC output for optional devices It offers many data communication protocol options such as RSTP and VLAN. OK, so you’ve just sourced a complete surveillance system, but devices like Splice boxes, Power supplies, Splitters, and switches are all from different vendors. Are the devices compatible? Do they fit properly in an enclosure? What are the typical steps for choosing, installing, and operating a Smart Camera Box? There are four versions available to suit your requirements depending upon the number of cameras and type of uplink ports you want. Using the innovative mounting hardware, the box is easily mounted on the pole and connected to the cameras and peripheral devices. In a nutshell, you’ll require 70% less engineering and at least 70% fewer installation efforts. There is no need to design a complete cabinet full of devices from several vendors. There is no need to install and wire many different devices You only need one person to install the lightweight IP65/NEMA 4X and IK10 rated enclosure, you don’t need any fiber optic splice boxes if you are running fiber optic cables. The Smart Camera Box can be part of a larger system and interfaced using PLCnext Technology to perform Artificial Intelligence functions. For example, with some help from Object Detection hardware and PLCnext Technology, vehicles are sorted and categorized by types such as motorbikes, cars, buses, and trucks. ============================= Phoenix Contact has developed a short YouTube video called Smart Camera Box for video surveillance "https://youtu.be/Y6Atw_Ye2P0" highlighting some of the features of their Smart Camera box. ============================= You can find the details about the different versions by going to the @PhoenixContactUSA website: https://bit.ly/3sU4mgL Order the Smart Camera Box online: https://bit.ly/43fSy7w ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/pid-settings https://realpars.com/thermocouple-plc https://realpars.com/variable-frequency-drive ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/c87XE ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #Industry #SurveillanceSystem

E780BPOjKwM | 07 Mar 2022
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/pid-settings ⌚Timestamps: 00:00 - Intro 00:50 - A typical flow control loop 01:53 - Proportional-Only control 03:14 - Examples 05:41 - Offset in PID control ============================= In this video, we’re going to look at the effects of Proportional-only action on a flow control loop. Proportional-only control is the simplest of the PID controller actions but is seldom used in industrial production processes. The problem with P-Only control is something called Offset. In this video, we’re going to explain Offset and show you how and when it occurs. The controller in our loop is typical of most controllers. We can adjust the setpoint and switch between auto and manual. In manual control, we can adjust the controller output to the exact amount we want. Our flow loop has a pump to move our process fluid. We can turn the pump on or off which will be very helpful for observing PID responses in static and dynamic conditions. Let’s start investigating the effects of adjusting the amount of Proportional action on our flow loop. The controller output range is 4 to 20mA representing 0 to 100%. When the process is stable, the controller output will be at some value between 4 to 20mA. The Process Variable is also represented by a 4 to 20mA signal from the Flow transmitter. This signal represents 0 to 100% of the process variable. The controller’s job is to ensure that the Process Variable is the same as the Setpoint. The controller is always looking at the difference between the Setpoint and the Process Variable. This difference is often referred to as the Error. Proportional Action is an Amplification of the Error. This Proportional amplification has no units and often is referred to as Gain. This amplified result is added to the current controller output. We have a simple math formula: New Controller output = Previous Controller output (CO) + (Gain × Error) Let’s look at an example of Proportional Action and how that math formula applies. We’ll start with the pump OFF. With the controller on Manual, we’ll set the output to 50%. We’ll set the Gain to 1. We’ll set the controller to Auto. With the pump OFF, the PV or Process Variable will be 0. The Setpoint change of 10% produced a 10% change in Controller output. Why? The Controller Output (CO) changed by 10% from 50% to 60%. Because the Gain is 1, the proportional action will only add 10% to the controller output. The Controller output was at 50%, so adding the proportional response will move it to 60%. With the Pump OFF, we have no possible change in the process variable therefore our Proportional Action is acting on a static condition. Once the pump starts, we are in a dynamic environment and variables are changing with time. We start with the Process Variable at the setpoint value of 75%. When we introduce a setpoint change to 65%, the Controller initiates Proportional Action and attempts to change the Process Variable to move to 65%. But, the Process Variable only goes to 69% and stays there! A proportional-only controller does the job expected of it, at least until a disturbance, process variable, or setpoint change happens. A process disturbance will cause the process variable to change and the controller will act. Unfortunately, the process will recover back to a condition of stability, BUT NOT with the process variable at the set point. The difference between process variable and setpoint is called Offset and occurs in Proportional-Only Controllers. ============================= PID Controller Basics - Free Course https://learn.realpars.com/courses/PID-Controller ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/thermocouple-plc https://realpars.com/variable-frequency-drive https://realpars.com/lvdt ============================= PID Controller Explained https://realpars.com/pid-controller How to Tune a PID Controller https://realpars.com/pid-tuning What Are PID Tuning Parameters? https://realpars.com/pid-tuning-parameters ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/f9Zte ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #PID #Industry

ZG574Ss56HA | 28 Feb 2022
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/thermocouple-plc ⌚Timestamps: 00:00 - Intro 00:36 - Junctions and voltages 01:08 - Thermocouple types 01:57 - Connect a thermocouple to a PLC 03:06 - 1) Connected directly to PLC 03:59 - 2) Located at a distance from the PLC ============================= In this video, we’re going to show you how to wire a thermocouple to a PLC analog input module. We’re also going to discuss thermocouple Cold Junction Compensation and challenges when working with Extension wires. A thermocouple is made up of two dissimilar metal wires. These two dissimilar metals are joined together at one end and open at the other end. The joined end is called the Measurement Junction. Heat applied to the Measurement Junction will produce a voltage across the open end. As the applied heat increases, so does the open-ended voltage. Thermocouple manufacturers have purposely chosen metal wire pairs that produce 0 volts at 0 °C. Certain wire pairs have become popular as industry standards and assigned letters to indicate their Type. For example, a Type K thermocouple is made from alloys Chromel and Alumel. Thermocouple Tables have been produced listing the resulting voltage at specific temperature values. Well, if we want to make a temperature reading it seems easy enough! All we need to do is measure the open-end voltage. Unfortunately, it isn’t that easy. - First of all, the voltages produced are very small and the actual change in voltage per degree Celsius is minuscule. - Secondly, as soon as you connect a measuring device to the open end, you create more junctions that create unwanted voltages! Most PLC vendors offer Thermocouple modules. These specially designed analog modules provide what’s referred to as Cold Junction Compensation that eliminates the effect of any new junctions created. The Siemens 6ES7 531-7PF00-0AB0 is an Analog Input module capable of connecting eight thermocouples. This particular module offers several options for providing cold junction compensation. Why are there different options? Well, for one reason, the cold junction can be at different locations depending upon the application and the location of the thermocouple. Scenario #1: Let’s look at an application where the thermocouple is connected directly to one of the module inputs. In this example, we’re wiring a Type K thermocouple to terminals 3 and 4 of the module. The positive yellow-insulated wire is connected to Terminal 3. The negative red-insulated wire is connected to Terminal 4. As a rule of thumb, thermocouple wires with red insulation are negative. In this wiring scenario, the Cold Junction is right at the terminals of the analog module. The module has an internal sensor that can compensate for the cold junction. The Thermocouple Type and the source of cold junction compensation are configured in the Siemens STEP 7 software program. Scenario #2: What if the thermocouple was located at a distance from the PLC? In this scenario, you can use the thermocouple extension wire because using standard copper wire creates new junctions and unwanted voltages. A thermocouple extension wire is made of the same material as the thermocouple thereby eliminating any possible new junctions. Using thermocouple termination blocks will ensure that new junctions are not created. With thermocouple extension wires, the Cold Junction is at the terminals of the analog module and therefore the module can be configured as in our first scenario. With thermocouple extension wires, the Cold Junction is at the terminals of the analog module and therefore the module can be configured as in our first scenario. ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/lvdt https://realpars.com/pressure-transducer https://realpars.com/end-of-arm_tool ============================= Thermocouple Explained | Working Principle https://realpars.com/thermocouple What is a Temperature Sensor? https://realpars.com/temperature-sensor Temperature Transmitter Explained https://realpars.com/temperature-transmitter ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/esbL4 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #Thermocouple #Industry
HayryySX_po | 21 Feb 2022
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/variable-frequency-drive ⌚Timestamps: 00:00 - Intro 00:15 - AC motor rotational speed 00:54 - Speed reduction 01:45 - VFD 02:23 - VFD applications 03:05 - VFD working 03:45 - Six-pulse rectifier or converter 05:18 - DC bus or DC filter and buffer 06:57 - IGBT ============================= In this video, we will learn about VFD and its applications. We will also cover in detail the converter and the DC link. Induction or alternating current electric motors rotate at a rate that is set by the number of poles inside the motor itself, and the power supplied. The frequency is directly related to the RPM of a motor. The higher the frequency, the faster the RPM or the higher the engine rotation speed. In the United States, electric power utilities provide alternating energy with a frequency of 60Hz. A standard two-pole AC motor operating at this frequency provides a nominal rotation of 3600 RPM. If an application does not require an electric motor running at full speed of 3600 RPM, which is very common, a few solutions exist: – Using a mechanical speed reducer decreases the output speed by increasing torque – the output gear has more teeth than the input gear. They require lubrication, provide no flexibility, are subtle to vibration and noise, and are not suitable when shafts are distant. – Adding more sets of poles reduces the speed without altering it electrically. Currently, there are transistor systems that allow for poles inside motors to be turned on and off. However, those systems can be complex and don’t provide fine control. – Using a Variable Frequency Drive (VFD) can be configured and fine-tuned to generate a ramp, frequency, and voltage so that the motor operates according to the load requirements (desired speed and voltage). An important feature of the variable frequency drive is that as the motor speed requirements in a given application change, the drive can simply raise or lower the motor’s speed in order to meet new operating requirements. The use of VFDs is widespread in numerous industrial and commercial applications. – In industrial applications, VFDs are used to control from extruders, and electric cranes, to roller coasters, and mechanical bulls, with so much in between! – In commercial applications, VFDs are widely used in pumps to control flow and even volume in a tank, as well as in the HVAC industry, being considered green technology. Ultimately, a VFD varies the supplied frequency to an AC motor in order to control its speed; allowing a smooth startup, and adjusting motor speed as the application requires. Let’s dive into the How does a VFD work? 1) A six-pulse rectifier or converter is where the three-phase alternating current gets converted into direct current by the use of diodes. When we connect a three-phase alternating current to the converter: – When phase A is greater than phase B or C voltages, this diode opens, allowing current to flow, – When phase B becomes greater than phase A, then it is phase B diode that opens while phase A diode is closed, – The same is true for C, as well as for the three diodes on the negative side of the bus. That results in six pulses of currents as each diode opens and closes. The resultant waveform will look like this: 2) The DC bus is represented by only one capacitor and resistor on the diagram, but in reality, there are various capacitors and resistors associated in series and in parallel. Since the capacitors are not charged, their impedance is very low. If we were to charge them, the initial inrush could damage the input power devices, or the rectifier/converter, in case the entry fuses didn’t interrupt the circuit. So instead, we have a pre-charge circuit. Pre-charge is a current limiting circuit that slows the charge rate of the bus capacitors during power-up. 3) IGBT is the last step of the drive output: the DC to AC converter and our PWM output. ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/lvdt https://realpars.com/pressure-transducer https://realpars.com/end-of-arm_tool ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/4tL9Y ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #vfd #ACmotor

5IS6jq6IaVU | 14 Feb 2022
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/thermocouple ⌚Timestamps: 00:00 - Intro 00:15 - I) Range and accuracy 02:28 - II) Styles of thermocouples 04:41 - A) Cold junction compensation 06:20 - B) Remote temperature monitoring 08:10 - Examples ============================= There are many different types of thermocouples. Most manufacturers have selection guides to help you decide what to purchase. In addition, most reputable manufacturers will also have technical support specialists available that will walk you through a series of questions to help select just the right type of thermocouple for your application. You’ll need to consider things like the range of temperatures you are trying to measure, and the accuracy you would like to have. This will help narrow down the two different metal wires that you need to use. The type of thermocouple is based on the type of metals used in the sensing wires. A Type-K thermocouple is made from Chromel and Alumel alloy wires. It can be used to measure temperature from around -330 °F to over +2460 °F. You need to keep in mind that the accuracy of a Type-K thermocouple may only be about ±5 °F across the entire range. Sometimes that’s fine, but sometimes more accuracy is needed. If you were looking at a cryogenic application that needed more accuracy, but you didn’t need to worry about high temperatures, you could consider a Type-T thermocouple. A Type-T thermocouple is made from a copper wire and a Copper-Nickel wire. Type-T thermocouples are usually accurate to within a degree or two... so that makes them about twice as accurate as Type-K thermocouples. Type-T thermocouples can typically measure even lower than -330 °F but the upper end of the range is usually just over 600 °F. They are more accurate but have a more limited measurement range. Many applications for temperature measurement can get away with just using thermocouple wire with the ends twisted together. In cases where a little more protection is desired, the wires are encased in a probe, which is just some kind of protective sheath and some insulating material to help protect the wires. Thermocouple probes come in Ungrounded, Grounded, and Exposed Junction style. The style of thermocouple probe you select will also be based on your application. The thermocouple signal is based on the difference in temperature between the hot and cold junctions. But we need to make a small signal correction to convert that temperature difference into an absolute temperature. Fortunately, most measurement instruments can perform cold junction compensation... either with standard built-in equipment or with an optional cold junction compensation add-on. Cold junction compensation components measure the temperature of the metal at the cold junction wiring connections and then make a signal calculation correction. If you need to extend the wiring of the thermocouple, you must use something called a thermocouple extension wire in order to reduce the amount of error. A thermocouple extension wire is constructed of the same types of metal as the thermocouple, so when you need to extend a circuit, a thermocouple extension wire of the same type as the thermocouple must be used. Similarly, if you need to use terminal blocks to connect the wiring, the terminal blocks must be constructed of the same types of metal as the individual wires. It is not recommended to run thermocouple extension wire over a long distance due to the sensitivity of the signal to electrical noise. If you are trying to go more than 50 to 100 ft, you need to consider using a temperature transmitter that converts the millivolt signal over to another signal type such as 4-20 mA. If you have multiple temperature measurements to make in a remote location, a remote I/O rack from your PLC might end up being a good option. ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/lvdt https://realpars.com/pressure-transducer https://realpars.com/end-of-arm_tool ============================= What is a Temperature Sensor? https://realpars.com/temperature-sensor Temperature Transmitter Explained https://realpars.com/temperature-transmitter ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/XsGqe ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #Thermocouple #Industry

Q4g2o4nTJqI | 08 Feb 2022
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible. ============================ ▶ Check out the course over at https://learn.realpars.com/courses/PLCnext-ladder-logic-course ============================= Hey guys, this is Martin from Phoenix Contact here. I just wanted to give you a quick reminder that our first beginner PLCnext Technology ladder logic course is now live on the RealPars website and we just released a bunch of new videos. You guys ask what Ladder Logic is? Well, I’m disappointed to let you know that it almost never involves actual ladders. Ladder Logic was the first-ever PLC programming language and is one of the five IEC 61131 languages. It kind of looks like an electrical circuit diagram rotated by 90°. Originally, Ladder Logic was used to document the design and construction of relay racks used in manufacturing and process control. Today it is quite popular among PLC programmers as it is easy to learn, mimics electrical circuits, and is easy to troubleshoot once deployed. Did you know that you can program your PLCnext Control using IEC 61131 but also high-level languages like Python? Let us know in the comments below what your preferred programming language is and hop over to realpars.com and start your PLCnext Technology course today. @phoenixcontact1923 ============================= ▶ Follow PLCnext on Instagram https://www.instagram.com/plcnext/ for daily updates on this new PLC technology. ============================= ▶ C'mon over to https://www.plcnext-community.net/ where you can learn more about PLCnext Technology. ============================= Pre-order PLCnext Starterkit: https://marketplace.realpars.com/products/starter-kit-plcnext-technology-starterkit-1188165 ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/lvdt https://realpars.com/thermocouple https://realpars.com/pressure-transducer ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #PLCnext #RealPars #PLC
o_hEmYip248 | 07 Feb 2022
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/lvdt ⌚Timestamps: 00:00 - Intro 01:38 - Applications 02:00 - Structure 02:59 - Working 04:19 - Connection 04:39 - Module ============================= Linear Variable Differential Transformer or LVDT is a long, and somewhat intimidating name for a device that can also simply be described as a linear displacement sensor. – Devices that include both electrical and mechanical processes are called electromechanical devices. – Passive devices are not capable of generating energy; they can, however, store and also dissipate energy. – Inductive refers to energy storage as an electromagnetic field. – An electronic device that is capable of converting energy between one form into another is called a transducer. Therefore, from its definition, an LVDT is an electromechanical passive inductive transducer. It is an electronic device that has both electrical and mechanical processes, it requires an external power source to be able to operate, it stores electromagnetic energy and converts some form of energy into a readable signal… to describe the movement of a body along a sole axis, or what we call linear displacement! An LVDT Sensor is one of the most accurate and reliable methods for determining linear distances. They can be used to detect vibration, for stress testing, to measure great displacements such as actuator movement, brake pedal travel. – The LVDT consists of three high-density glass-filled coils, wound around a hollow, insulated tube that is non-magnetic. – The primary coil is located in the center, and the other two are identical secondary windings, located at an equal distance of the primary coil. – The differential part of this sensor’s name comes from the fact that those two secondary coils are in opposite phases. They are electrically 180 degrees out of phase with each other and are connected in series. This connection results in an output that is the difference between the voltages in these two windings. We can also see a cylindrical-shaped soft iron core that is ferromagnetic, meaning that it is highly susceptible to magnetization. This core is attached to a push rod that slides along the tube. This rod is attached to the body to measure its position displacement. Continuous alternating current is applied to the primary coil, generating what we call primary excitation and a varying magnetic field. This primary excitation interacts with the secondary coils, which then induces current and voltage to be produced in the secondary coils. – When the ferrous core is dead centered, which is also called at the null position, the induced magnetic flux to each of the secondary coils is equal. They are electrically 180 degrees out of phase with each other, therefore, they will cancel each other, and the output voltage will be zero. This characteristic is used when calibrating an LVDT sensor. As the core moves from this null position, the net induced voltage changes. – When it moves upwards, the induced magnetic flux on the upper secondary winding is greater than the induced magnetic flux on the lower secondary winding. This results in a positive output voltage. – When it moves downwards, the induced magnetic flux on the upper secondary winding is less than the induced magnetic flux on the lower secondary winding. This results in a negative output voltage. Due to those characteristics, the direction in which the body is moving, and the distance can be determined by observing the voltage output increasing or decreasing, and its negative or positive value. LVDTs can have lead wires or be provided with connection sockets. As both secondary coils are typically wired in series, the sensor has four wires or four connections in its connection socket. However, some LVDTs will provide the secondary coil lead pairs separately. Today’s technology allows for signal conditioning in a way that prepares it for the next processing phase to be done inside the sensor’s housing. ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/thermocouple https://realpars.com/pressure-transducer https://realpars.com/end-of-arm_tool ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/8bq19 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #LVDT #Transformer

mNoI62URtAk | 31 Jan 2022
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/thermocouple ⌚Timestamps: 00:00 - Intro 00:35 - Thermocouples - the basics 02:09 - Working Principles 04:17 - Type-K thermocouple ============================= In this video, we’re going to walk you through one of the most commonly used temperature sensing devices… the thermocouple. We’ll discuss the basics of how they work. A thermocouple is an extremely simple device used to measure temperature. Thermocouples tend to be inexpensive, durable, and can be fabricated into a variety of shapes and sizes. A thermocouple is made up of two dissimilar metal wires. The metal wires are connected together in only one place, typically the tip of the thermocouple. Lots of manufacturers call that junction by different names. Hot Junction, Measurement Junction, Sensing Point, or Sensing Junction. Those terms all refer to the same thing… the place where the dissimilar metals are joined that will measure the temperature. The wires at the opposite end from the sensing junction are then left available to connect to some kind of measuring instrument like a temperature transmitter, a simple electronic display unit, or even directly to a PLC thermocouple input card. The wiring terminals on the measuring instrument are most often called the Cold Junction. While the Hot Junction refers to the tip of the thermocouple that will be exposed to the heat source of interest, the cold junction refers to the thermocouple wire connections that happen right at the measuring instrument, which typically is not exposed to the same thermal energy. All thermocouples work the same way. They generate a small voltage when they are exposed to heat. If you’re interested in the detailed physics of the way this works, you can research topics like The Thermoelectric Effect, or The Seebeck Effect, but to put things in simpler terms, when you heat up a piece of metal, the electrons in the metal want to move around more and will tend to move through the metal away from the heat. Because electrons are negatively charged, the colder end of the piece of metal will have a negative charge compared to the hotter end. A thermocouple works based on the movement of the electrons in its metal wires due to the heat difference between the hot and cold junctions. If the two wires of the thermocouple were made up of the same type of metal, electrons in both wires would move away from the heat at roughly the same rate, so you couldn’t really measure the difference in the charge of the two wires. The different metals in those wires, or more accurately the electrons in those different metal wires, react differently to heat. When exposed to heat, the electrons from one of the wires will want to move around at a certain rate. The electrons from the other wire will want to move around at a different rate. – The wire that has the electrons that move more ends up being more negatively charged at the cold junction… and will therefore be called the negative wire lead. – The wire with the slower electrons won’t build up as much of a charge, so it’s called the positive wire lead. That difference in charge between the positive and negative wire leads can be measured and used to calculate the heat at the hot junction. This difference in charge, also called a voltage, can be measured. The more heat you apply to the metal wires, the more the electrons want to move around, and the more they move away from the heat. With the two different types of metal wire, the difference in the voltage will increase and decrease with changes in heat at the sensing point. A Type-K thermocouple is probably the most commonly used thermocouple in industrial applications because it responds predictably across a very wide range of temperatures. Type-K thermocouples are made from the metal alloys Chromel and Alumel. ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/pressure-transducer https://realpars.com/end-of-arm_tool https://realpars.com/iiot-implementation ============================= What is a Temperature Sensor? https://realpars.com/temperature-sensor ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/aeZSa ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #Thermocouple #Industry

8u4-Qh2aqFw | 27 Jan 2022
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible. ============================ ▶ Check out the course over at https://learn.realpars.com/courses/PLCnext-ladder-logic-course ============================= We’re so excited to announce that the first beginner PLCnext ladder logic course is now live! This course is a collaboration between Phoenix Contact and RealPars.We teamed up to make sure that we can develop one of the world’s highest quality PLC programming courses. This course is designed to be well-suited for complete beginners to PLCs and PLC programming. What you will learn by completing this course: PLCs and ladder logic instructions basics. How to code ladder logic programs using basic instructions and Timers. The purpose and operation of each hardware component. Ladder logic programming example using PLCnext engineer. How to download, run, and test your PLC program with PLCnext. How to physically connect and test field devices to the PLCnext Starter Kit I/O modules. Once you complete this course, you will receive a signed certificate of completion from Phoenix Contact. This can be a great add-on to your resume when applying for your desired job. You can also post this certificate to your LinkedIn profile to show off to potential employers. @phoenixcontact1923 ============================= ▶ Follow PLCnext on Instagram https://www.instagram.com/plcnext/ for daily updates on this new PLC technology. ============================= ▶ C'mon over to https://www.plcnext-community.net/ where you can learn more about PLCnext Technology. ============================= Pre-order PLCnext Starter Kit: https://marketplace.realpars.com/products/starter-kit-plcnext-technology-starterkit-1188165 ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/end-of-arm_tool https://realpars.com/iiot-implementation https://realpars.com/pressure-gauge ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/3mU8Q ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #PLCnext #RealPars #PLC
dt4Q69yMZYE | 24 Jan 2022
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/pressure-transducer ⌚Timestamps: 00:00 - Intro 00:35 - Transducer and transmitter 01:04 - Pressure switch 01:23 - Pressure transmitter 01:41 - Pressure transmitter wiring 02:34 - Wiring pressure switch to PLC 03:51 - Wiring pressure transmitter to PLC 06:07 - Wiring example ============================= In this video, we’re going to show you how to wire a few different transducers and transmitters to digital and analog PLC input modules. We’re also going to analyze a typical instrument field-wiring drawing to show you how PLCs are properly configured for different transducer and transmitter types. A transducer is a device that converts one form of energy to an electrical or electronic signal. A Pressure switch is a two-part device consisting of a sensing transducer and an electrical switch. A pressure switch is a digital device because it has only two possible conditions – open or closed. It is therefore connected to a PLC digital input module. A Pressure Transmitter is a two-part device consisting of a sensing transducer and a circuit that transmits a standard instrumentation electrical signal representing a physical variable being measured. In most applications, the electrical signal is 4 to 20 mA. A Pressure Transmitter is an analog device and is therefore connected to a PLC analog input module. Many people refer to this device as a Transducer. For the sake of simplicity, we’ll continue to refer to it as a Transmitter. A Pressure Transmitter requires a power supply to operate. Most Pressure Transmitters are two-wire types. Transmitters are also available as four-wire types. As the name suggests, a two-wire pressure transmitter has only two wires. These two wires provide power for the transmitter and are also the signal lines! A four-wire transmitter has two wires connected to a power supply and two signal wires connected to the PLC. The power supply can be AC or DC depending on the vendor and model. 1) Digital input – 1756-IF8 We will wire a Gems PS41 series pressure switch to Input 3 of a ControlLogix 1756-IB32 digital input module. The 1756-IB32 module is capable of supporting up to 32 digital input devices. Each additional device would be wired the same as the Gems pressure switch. 2) Analog input – Single-ended and differential The analog module can be wired in two possible modes: Single-ended or Differential. The selection is important as it determines how the module is physically wired. In Single-Ended mode, we can connect 8 two-wire transmitters sharing one power supply. Each transmitter connection is referred to as a Channel. 2) Analog input – 1756-IF8 The 1756-IF8 module is configured for current input during programming in the I/O configuration. We will connect the Wika E-11 two-wire transmitter to Channel 5 of a ControlLogix 1756-IF8 analog module. Details on how to wire more transmitters can be found on the Rockwell Automation website: https://bit.ly/1756IO 2) Analog input – 1756-IF8 - an industry example Field wiring diagrams vary between companies. In our example, two channels of the 1756-IF8 are wired in Single-Ended Mode. We’ll look at how Pressure Transmitter ZT-P3606 is connected to Channel 0, and ZT-P3610 is connected to Channel 1. Both transmitters share the same +24V DC Power Supply. ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/end-of-arm_tool https://realpars.com/iiot-implementation https://realpars.com/pressure-gauge ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/UR_0e ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #Transducer #Industry

S61CEF8ZmqE | 17 Jan 2022
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/end-of-arm_tool ⌚Timestamps: 00:00 - Intro 01:24 - How the end-of-arm tool is powered 02:33 - Mechanical considerations 03:37 - Types of end-of-arm tools 03:46 - 1) Pick and place 04:49 - 2) Spray gun 05:16 - 3) Welding gun 05:35 - 4) Vision inspection camera ============================= In this video, We will explain the uses of an end-of-arm tool mounted on a 6-axis robot. We will also explain the applications of a 6-axis robot. Those who are not yet acquainted with 6-axis robots might not know what an end-of-arm tool is. An end-of-arm tool has many other names such as end effector, claw, gripper, robot tool, and others. Simply put, the object which connects the robot physically to the work being done is an end-of-arm tool. end-of-arm tools come in many shapes and sizes, depending on what work needs to be performed. The part of the robot that the end-of-arm tool connects to is called the faceplate. Each end-of-arm tool is mechanically connected to the faceplate with some sort of hardware. It’s a good idea to understand how the end-of-arm tool is connected to the robot and regularly perform service on the robot to verify that the connection hardware is tight. If for some reason the hardware comes loose, it could cause damage to equipment or even sometimes injure workers. end-of-arm tools are powered in a few ways: - Some use electricity to move servos that are a part of the end-of-arm tool. Servo motors can be used to grip parts and move them from one place to another. When a servo motor is located on the end-of-arm tool, it is called an auxiliary axis. - There are also pneumatic devices on a 6-axis end-of-arm tool, which can grip a part using compressed air. Compressed air is commonly used because it’s relatively inexpensive to purchase and operate. - However, hydraulics can be used depending on how much pressure is needed to close the part. Whether a 6-axis robot uses electricity, pneumatics, or hydraulics, it is important to route the cables in such a way that when the robot moves it doesn’t smash, pull, or break the wires and lines that go to the end-of-arm tool. To safeguard the wires and lines some robots have mounting places placed by the manufacturer to route cables. Some even have hollow spots inside the robot to allow for cables to be run through it. Most end-of-arm tools are fixed, meaning they are attached with hardware and don’t come off except for maintenance or service. However, there are also changeable end-of-arm tools, which means that depending on the work that needs to be done the end-of-arm tools can be swapped. We will now explain the different types of end-of-arm tools with their associated applications: 1) Pick and place Robots, that pick up and place, use a way to grab onto the object or some sort of vacuum device to hold on to the object. 1-1) Pick and place – claw Pick and place end-of-arm tools can look like a claw that opens and closes. Pick and place robots are used for a variety of applications but they are always moving an object from one place to another. 1-2) Pick and place – foam pad Pick and place end-of-arm tools can also look like a big foam pad. When the vacuum is engaged, the object is temporarily stuck on the end-of-arm tool until the robot releases the object. These foam end-of-arm tools are used in palletizing applications. 2) Spray gun These tools allow the robot to coat objects in paint. An example of a spray application is a vehicle that is being sprayed by a robot. 3) Welding gun This end-of-arm tool allows the robot to weld metal together. The welding gun, like paint robots, can be controlled by discrete I/O so that the weld length can be precisely controlled. 4) Vision inspection camera This end-of-arm tool can hold a vision inspection camera. This camera is used for quality assurance for parts with critical specifications. Robots can use pick and place and camera inspections together to track the movement of a part on a conveyor. ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/iiot-implementation https://realpars.com/pressure-gauge https://realpars.com/pneumatic-actuator ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/6_9ck ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #Robot #gripper

hRMDPD-9Hnw | 10 Jan 2022
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/iiot-implementation ⌚Timestamps: 00:00 - Intro 00:29 - What is a machine automation controller? 01:02 - IoT and IIoT 02:51 - Cloud computing 03:16 - IIoT-ready PLCs 04:29 - IIoT in action 05:55 - MQTT ============================= In this video, we’re going to talk about how Machine Automation Controllers or PLCs are using Cloud Computing as part of the IIoT in the new Industrial Revolution, also referred to as Industry 4.0. We’ll look at how two industry-leading Omron controllers interact with the Cloud and store and use data on SQL databases in machine processes. A Machine Automation Controller combines the traditional PLC electrical circuit logic functions with high-speed Motion Controller functions required for extremely precise and lightning-fast position/velocity/torque control. This new evolution of PLCs that we’ve referred to as Machine Automation Controllers has evolved even further into a device that easily fits in with other devices of the IIoT. As the name suggests the IIoT is part of the IoT but concentrates on the connection of machines and devices in Industry. Consumers that are part of a digitally-transformed business enterprise have access to any, and all data when wanted. A Consumer can be a human or a device. A business enterprise can be many things including a factory, or several factories. Digitally transformed means that consumer devices like instruments, sensors, and other devices are networked together and communicating with computer-driven industrial applications for various functions and control. Human consumers need ready access to data for business management. For all of this digital transformation, there needs to be considerable computing horsepower to transform, manipulate, store and handle all of the data. Some or all of this computing horsepower may be owned by the business enterprise itself, or it might be on the Cloud. Cloud computing is the use of internet-based IT services for data storage and computing power as opposed to using local extranet-connected servers. The ever-growing list of cloud-computing providers includes Amazon Web Services (AWS), Microsoft Azure Google Cloud, and many more. Industry-leading PLC manufacturer Omron has developed a series of IIoT-ready Machine Automation Controllers. @OmronAutomationAmericas The Omron NX102 and NX701 PLCs can communicate to the cloud via OPC UA (Open Platform Communications Unified Architecture) which is an open industrial protocol. Omron’s PLCs have embedded OPC UA servers allowing connection to a variety of platforms such as Windows, Linux, or Android. These Omron PLCs also have an SQL client built into the CPU which can talk directly to an SQL database. This essentially eliminates middleware as the PLC can connect to an SQL database wherever it is. SQL (Structured Query Language) is the ANSI standard language for relational database management systems. The Omron Sysmac Platform shares data from Omron controllers using three methods; - Embedded SQL Client, - OPC UA Server, - MQTT Function Blocks. MQTT (Message Queuing Telemetry Transport) is a very popular publish/subscribe messaging communication protocol for IoT devices allowing the exchange of data via Cloud services. It is an Open and Standard protocol that requires a Broker. A Broker such as HiveMQ is a commercially available intermediary entity that enables MQTT clients to communicate. A Broker receives messages published by clients, performs message sorting by topic, and then distributes them to subscribers. The Omron Machine Automation controllers can accomplish MQTT via Sysmac Studio communication Function Blocks as it is not built into the PLC. The Function Block MQTTClient controls the connection with the MQTT server. This means that you don’t need to write any program for your PLC to communicate with an MQTT server. All you need to do is to add this function block in your logic and assign the right parameters to it. ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/pressure-gauge https://realpars.com/pneumatic-actuator https://realpars.com/pid-controller ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/Qy1bT ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #IIoT #OmronPLC

muWuIJS_F7k | 03 Jan 2022
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/pressure-gauge ⌚Timestamps: 00:00 - Intro 00:32 - What is a pressure gauge? 00:56 - Types of pressure gauges 01:16 - Mechanical pressure gauges 02:03 - C type bourdon tube 03:15 - Zero and multiplication error 04:46 - Calibration procedure 05:25 - Gauge accuracy ============================= In this video, we’re going to talk about a very common instrument found in the industry today, the Pressure Gauge. It would be difficult to walk through any industrial or food processing plant or manufacturing facility without seeing a pressure gauge of some type. A pressure gauge is an instrument for measuring fluid intensity in a pressure-powered machine. This fluid intensity is specified by the force that the fluid would exert on a specific unit area. Typical pressure gauge intensity measurement units are pounds per square inch (psi), or newtons per square meter called the Pascal. Categorizing Pressure gauges has become more challenging with the introduction of electronic transducers and devices. Historically, pressure gauges were mechanical devices with analog scales. Today we have pressure gauges with pressure-sensing transducers operating electronic digital readouts. There are many types of mechanical pressure gauges. Three of the most common types are 1) Diaphragm, 2) Bellows, 3) Bourdon Tube. 1) A diaphragm pressure gauge uses the deflection of a flexible thin membrane called the diaphragm to measure the pressure of the fluid in a system. 2) A bellows is a corrugated expandable device made up of corrugations or ribs called convolutions. The bellows are usually brass or stainless steel and very sensitive. Pressure is supplied to the bellows causing it to expand which in turn, moves a pointer. 3) Of those three mechanical pressure gauges, by far the most common is the Bourdon Tube type. The most common type of Bourdon tube gauge is the C type in which the tube is shaped to resemble the letter C. The tube is opened at one end and sealed at the other. A change in pressure causes a deflection in the tube that is proportional to the applied pressure. The actual movement of the tube is converted into a pressure indication on a calibrated faceplate. The maximum movement of the pointer is usually 270 degrees. A typical bourdon tube pressure gauge has a rack and pinion driven by an adjustable link and lever. As the tube straightens due to a pressure increase, the sealed tip will move. A link attached to the tip of the C tube transfers the motion to a sector gear. The sector gear meshes with a pinion that turns a shaft that is connected to a pointer. The motion of the shaft causes the pointer to move on the calibrated graduated scale. As with most instruments, routine adjustments are required on Bourdon Tube pressure gauges. The two errors that require adjustments are Zero Error and Multiplication Error. - Zero error is the error of the same amount and in the same direction throughout the entire pressure range regardless of the input pressure. - Multiplication Error is the error when the total movement of the mechanism does not equal the total change in input. Calibration is normally done on a workbench using a pressure sourcing device such as a deadweight tester. Zero error is corrected by repositioning the pointer on the shaft or by changing the tension in the spring. Multiplication error is corrected by changing the length of the levers. A mechanical pressure gauge will have an analog readout or analog scale. Many of today’s pressure gauges are equipped with a digital display. The American Society of Mechanical Engineers ASME B40.1 Standard defines the accuracy grades of dial-type gauges. Requirements differ from one industry to another and the ASME B40.1 would be your guide for proper selection. ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/pneumatic-actuator https://realpars.com/pid-controller https://realpars.com/fanuc-robot ============================= - Pressure Sensor, Transducer, and Transmitter Explained https://realpars.com/transducer-vs-transmitter - What is an Instrument Calibrator? https://realpars.com/instrument-calibrator ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/ofCJ7 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #Industry #PressureGauge
vF61cZerj2M | 27 Dec 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/pneumatic-actuator ⌚Timestamps: 00:00 - Intro 00:49 - Types of actuators by their energy source 01:12 - Types of actuators by their motion 01:31 - 1) Rotary pneumatic actuator 01:58 - 1-1) Vane Actuator 02:11 - 1-2) Rack and pinion 02:23 - 2) Linear pneumatic actuator 02:31 - 2-1) Piston 03:02 - 2-2) Spring/diaphragm 04:09 - Pneumatic actuator in action ============================= In this video, we’re going to talk about pneumatic actuators. We’ll look closely at the operation and application of the most common pneumatic actuator, the spring/diaphragm linear pneumatic actuator. An actuator is a device that makes something move or operate. Actuators make life easier for us every day, and they are the workhorses of the industry. There are three typical types of actuators used in industry as defined by their energy source: – Electric – Hydraulic, – Pneumatic. A pneumatic actuator converts energy in the form of compressed air into movement. Pneumatic actuators are categorized by their type of motion. They are either Linear or Rotary. 1) A rotary pneumatic actuator can make something move in a circular motion. For example, a rod in a rack and pinion drive system is used to produce rotary motion. In the Rotary pneumatic actuator category, the Vane style and the Rack and Pinion style are very common. 1-1) Vane Actuators have a cylindrical chamber in which a movable vane is mounted on a shaft. Pneumatic air under pressure applied on one side of the vane causes it to rotate through its stroke. 1-2) Rack and Pinion actuators use a piston attached to rack gear. When pneumatic pressure is applied, the piston and rack move linearly rotating the pinion gear and driveshaft. 2) A linear pneumatic actuator can move something in a straight line. For example, a rod is moved in and out of a cylinder in a linear motion by a pneumatic energy source. In the Linear pneumatic actuator category, the spring/diaphragm style and the piston style are very common. 2-1) The piston-style pneumatic actuator utilizes a piston inside a cylinder. The movement of the piston is caused by applying pneumatic pressure thereby moving the piston upwards. Removing the pneumatic pressure causes the piston to move downward due to the pressure of the spring. This motion is referred to as Air-to-Retract. An Air-to-Extend motion can be also be achieved by rearranging the spring, piston, and pneumatic supply. 2-2) The spring/diaphragm pneumatic actuator is probably the most common actuator used to operate industrial process control valves. So, let’s have a closer look. The spring/diaphragm pneumatic actuator consists of a diaphragm and plate that are connected to an actuator stem. A flexible diaphragm is enclosed in pressure-tight housing. Pneumatic pressure enters this housing applying pressure to the diaphragm. As the air pressure increases to the diaphragm the force exerted against the spring increases causing the actuator stem to move. Reducing the pneumatic pressure will cause the spring to retract the diaphragm. The actuator stem will move a valve in or out of a valve body. In an air-to-open operating condition, the spring forces the valve closed. The air pressure on the diaphragm creates a force that overcomes the force of the spring and opens the valve. By rearranging the spring pneumatic supply, this type of actuator can fail-open or fail-closed when air pressure is lost. ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/pid-controller https://realpars.com/fanuc-robot https://realpars.com/intrinsically-safe ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/Qbadg ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #Actuator #PneumaticActuator

fv6dLTEvl74 | 20 Dec 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/pid-controller ⌚Timestamps: 00:00 - Intro 00:49 - Examples 02:21 - PID Controller 03:28 - PLC vs. stand-alone PID controller 03:59 - PID controller parameters 05:29 - Controller tuning 06:20 - Controller tuning methods ============================= In this video, we’re going to talk about the PID Controller and its transformation from a single station device to what it has evolved into today. We’re going to explain why PID Controllers are used in industrial processes. We’ll illustrate how Controller settings affect different processes under control. We’ll also provide an overview of Controller Tuning. Let’s start with a discussion about home temperature control. If the room temperature is below the setpoint, the furnace is turned ON. When the room temperature increases above the setpoint, the furnace turns OFF. This type of control is referred to as ON/OFF or Bang-Bang Control. The temperature is not exactly held at the setpoint of 70°F, but cycles above and below the setpoint. ON/OFF control may be ok for your house, but it is not ok for industrial processes or motion control. Let’s look at an example of tank level control to explain why. The Valve fills the tank as the pump drains it. If the valve is operated with ON/OFF control, the water will fluctuate around the 50% setpoint. For our purpose, let’s say the fluctuation is ±10%. In most industrial applications, this fluctuation around the setpoint is not acceptable. What if it’s possible to throttle the valve and place it in any position between ON and OFF? Let’s look at how a PID Controller fits into a feedback control loop. The Controller is responsible for ensuring that the Process remains as close to the desired value as possible regardless of various disruptions. The controller compares the Transmitter Process Variable (PV) signal, and the Setpoint. Let’s refer to the difference between the Process Variable and the Setpoint as the Error signal. Based on that comparison, the controller produces an output signal to operate the Final Control Element. This PID Controller output is capable of operating the Final Control Element over its entire 100% range. The PID controller determines how much and how quickly correction is applied by using varying amounts of Proportional, Integral, and Derivative action. Each block contributes a unique signal that is added together to create the controller output signal. - The proportional block creates an output signal proportional to the magnitude of the Error Signal. Unfortunately, the closer you get to the setpoint, the less it pushes. Eventually, the process just runs continuously close to the setpoint, but not quite there. - The integral block creates an output proportional to the duration and magnitude of the Error Signal. The longer the error and the greater the amount, the larger the integral output. As long as an Error exists, Integral action will continue. - The derivative block creates an output signal proportional to the rate of change of the error signal. The faster the error changes, the larger the derivative output. Derivative control looks ahead to see what the error will be in the future and contributes to the controller output accordingly. That brings us to a term called Controller Tuning. There are many different manual methods for tuning a controller that involves observing the process response after inflicting controller setpoint changes. One method involves increasing the amount of setpoint change and repeating the procedure until the process enters a state of steady-state oscillation. Most process controllers, PLC, and DCS loop controllers sold today have Autotuning capability. The PID controller learns how the process responds to a change in setpoint, and suggested PID settings. ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/fanuc-robot https://realpars.com/intrinsically-safe https://realpars.com/temperature-transmitter ============================= – What are PID Tuning Parameters? https://realpars.com/pid-tuning-parameters – PID Tuning | How to Tune a PID Controller https://realpars.com/pid-tuning ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/M690b ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #PID #IndustrialAutomation

sAOfJgvAiD0 | 14 Dec 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/fanuc-robot ⌚Timestamps: 00:00 - Intro 00:24 - Colors 01:15 - Cabinets 02:25 - Controller cabinets 03:00 - Applications 03:27 - Mechanical units 04:53 - Jogging 05:59 - Batteries ============================= A Fanuc robot is a 6-axis robot that is manufactured by Fanuc Robotics (@FANUCAmericaCorporation ). This robot can come in many shapes and sizes. A Fanuc robot normally comes from the factory with a coat of yellow paint. They can be other colors though. A green Fanuc robot will denote that it is collaborative. A collaborative robot is a type of robot that you can work closely with. That means, unlike a normal robot, there is no need to put safeguarding around this type of robot. A silver Fanuc robot will usually denote a paint robot. For an added cost a Fanuc robot can be painted in a variety of colors depending on what company will be using them. For example, Tesla, Inc.’s robots are painted red. Lucid Group, Inc.’s robots are painted gray. There are four main styles of cabinets for each controller: - A cabinet, - B cabinet, - mate cabinet, - open-air cabinet. The B cabinet is easy to distinguish because it sits on the floor. The A cabinet usually sits on a stand or some sort of structure off of the ground. The mate cabinet is smaller than the A cabinet. The open-air cabinet is easily identified by the black color. Each robot will have a designated F-number somewhere on the controller. The F-number is the serial number for the robot’s mechanical unit and the controller. The F-number is critical when calling Fanuc for technical support or spare parts. There are five models of a Fanuc robot controller cabinet. From oldest to newest they are: - R-J3, - R-J3iB, - R-30iA, R30iB, - R-30iB Plus. Each controller has a different set of software that has added features on top of the previous version. A Fanuc robot has a moving structure which is called a mechanical unit. There are many mechanical units and they vary depending on what the robot needs to do. For small fast and light functions, an LR mate (mini robot) or SCARA robot might be your choice. For heavy applications, such as moving things that are as heavy and large as a vehicle, an M-2000 will be a better choice. Each unit is designated by a set of numbers and letters. - The first number denotes which kind of robot it is. - Next is a letter that denotes the version of the mechanical unit. - The number after the forward-slash will denote the payload of a non-standard robot. - The last letter will describe the option of length, usually longer (L) or shorter (S) than the standard. For example, an LR Mate 200iD/14L is a small robot with the D revision that has a 14 kg payload with a long reach. Another example is an M-10iD/12 which is an M-10 robot with a 12 kg payload. Each robot has a designated reach which is called out in millimeters. Each robot also has a work envelope to show how far the robot can turn in reference to J1. You can use the robot finder tool from Fanuc’s website to help you identify which robot should be used for your application. https://bit.ly/robotfind To jog the robot you will need to understand how the “Deadman” switch works. The deadman switch is a three-position switch. When in the released or tightly gripped position the robot is in an unmovable condition. When the deadman switch is maintained but not squeezed the robot servos will release which enables jogging. A robot’s mastering is a way for the robot to know where it is using the encoders on the servos. The batteries keep the encoder counts stored on the robot. If the batteries on the robot run dead and the controller loses power, the robot will lose its mastering. Usually, the robot will warn you with a BZAL-XXX alarm. In this case, the XXX represents a three-digit number code signifying what type of battery alarm. ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/intrinsically-safe https://realpars.com/temperature-transmitter https://realpars.com/alternator ============================= What is a 6-Axis Robot? https://realpars.com/6-axis-robot ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/8r4bV ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #Robot #FanucRobot

b9DH0Do9Rg4 | 06 Dec 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/intrinsically-safe ⌚Timestamps: 00:00 - Intro 01:10 - Risk assessment 01:48 - Intrinsically safe levels 02:44 - How to apply standards 02:51 - Barriers 03:56 - Examples 05:48 - Decreasing the dust ============================= In this video, we will explain what it means to be intrinsically safe. We will explain why being intrinsically safe is important to an automation professional. We will also explain where intrinsic safety should be considered. Then we will provide a few examples of how to design intrinsically safe circuits. Intrinsic safety has to do with preventing fires that could occur because of sparks or heat sources. Being intrinsically safe in an electrical sense means restricting the current flow or preventing sparks in a hazardous environment. An intrinsically unsafe environment could cause a fire or even an explosion by something as simple as a wire being cut. We need to be aware of the environment we are working in, especially when working in potentially hazardous environments. If you are working in or around hazardous environments, it is imperative that a risk assessment is done to help identify the risks. Knowing the risks in any environment will help you mitigate those risks and keep you and others safe. There are two main types of classifications: – ATEX, – NEC (NFPA70). We will focus on the UL (Underwriters’ Laboratories) standard for intrinsic safety. There are three main types of NEC 70 intrinsically safe levels: Class I, Class II, and Class III. – The Class I environment has to do with flammable gasses and vapors. These vapors could be gasoline, hydrogen, natural gas propane, ethanol, or methane. These gasses exist under normal operating conditions and abnormal operating conditions. – The Class II environment has to do with combustible dusts. Some possible dusts include metal and metal alloys, charcoal, carbon black, flour, plastics, grains, and wood. These dusts exist under normal operating conditions and abnormal operating conditions. – Class III has to do with flying objects or fibers. In intrinsically safe environments it is necessary to use special circuits to help protect from explosions and fires. Electrically speaking we do this by using optic isolation or by current-limiting devices. The industry term is a barrier. Barriers come in many shapes and sizes but they all optically isolate the sensor in the environment from the electrical cabinet. An optic isolator is a set of electrical components that connect two circuits optically. The components of an optic isolator are a diode and a light-sensitive transistor usually packaged in a chip. Because of optic isolation different voltages can be used, which helps in an environment that needs intrinsic safety devices. In some situations, there will need to be more done with the electrical panel than just installing barriers. The panels in the room with the flour conveyor will need to be pressurized with some sort of compressed gas. This is usually compressed air, which causes positive pressure on the panel and decreases the likelihood of the flour dust getting in the panel. Because of the compressed air, each panel will need to be sealed with some sort of putty or sealant. To follow the Class II, DIV 2 standard pressure switches will need to be installed. When a panel is opened, the switches will turn on a red strobe light, alerting those working nearby that the room is unsafe. When designing a Class II, DIV 1 panel there are more restrictions. DIV 1 refers to the presence of a hazardous atmosphere under abnormal operating conditions. Just like the Class II, DIV 2 environment, a Class II, DIV 1 will need pressure switches for loss of pressure and they will additionally need to remove line power to every panel in the room when the pressure is not safe. ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/6-axis-robot https://realpars.com/temperature-transmitter https://realpars.com/alternator ============================= What is a NAMUR Sensor? https://realpars.com/namur-sensor ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/FfIdb ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #IndustrialSafety #IntrinsicSafety

UxO0xqvvGcM | 29 Nov 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/6-axis-robot ⌚Timestamps: 00:00 - Intro 01:01 - Axes and Joints 02:35 - Factors to consider when choosing a robot 03:07 - Mechanical brakes 03:26 - Servo motors 04:16 - Controller 05:33 - GUI 06:27 - Backup batteries 06:56 - Cabling and IOs ============================= In this video, we will discuss industrial robots and what they are; and the mechanical and electrical parts of a robot. Robots are electro-mechanical devices that can be used for many tasks. These tasks can be as simple as moving a box from one conveyor to another. Robots are excellent at doing very specific, repeatable tasks. However, they can also be used for more complex tasks such as building automobiles on an assembly line. The type of robot is defined by how many axes are used. For each axis, there is at least one servo motor that moves to support that part of the robot. Another name for a servo on a 6-axis robot is a joint. Each of these joints is made of servo motors with gears and belts to mechanically drive the robot. Assuming proper maintenance is being performed on the robot, some of its moves can be repeatable to a couple of tenths of a millimeter. The robot’s repeatability is one of the advantages of a 6-axis robot. Some robots are small enough to place microchips on circuit boards, while others can lift heavy objects like vehicles. Each robot is sized to the desired application. A few factors in choosing a robot are reach, payload, and speed. Each 6-axis robot has mechanical brakes, a necessary part to prevent movement when the servos are not engaged. Each robot has mechanical hard stops that prevent the robot from moving too far in on some axes. Another part of the 6-axis robot is the controller. A 6-axis robot controller is an electrical cabinet that houses all the main electrical components that are needed to drive the servo motors for each axis. These cabinets have a few different main components. – They have a disconnect switch that allows for Lockout/Tagout functions. – The line voltages can vary but are typically within 208-600 volts AC. – They have many printed circuit boards (PCBs). One of the PCBs controls the E-stop functions of the robot. – Some 6-axis controllers have fuses to prevent the board from being damaged. – There is also a servo amplifier in the 6-axis robot controller. – Each robot controller has some type of CPU, which is used to make movement calculations. – Some 6-axis robot controllers are expandable to add auxiliary axes if a 7th axis is needed. These cabinets also can house IO for the interface of peripheral equipment. Another part of the electrical of a 6-axis robot is the graphical user interface or GUI. Some GUIs are electrically tied to the controller while some use a computer instead. The GUI tied to the controller is a handheld screen with keys on it that are used when programming the robot. When moving a 6-axis robot, there is a safety switch that has three positions. When the handheld screen’s safety switches are engaged in position 2 this will release the brakes and enable the servo controller to drive the motors. There is also an E-stop button on the handheld GUI, which can force the robot to shut down if a human is dangerously close to a robot while it is running. Another important part of a 6-axis robot’s electrical system is the servo encoder backup batteries. These batteries will keep the servo encoder counts when the power is removed from the robot controller. Most 6-axis robots have cabling running through them. These cables are for all servo motors and various sensors that are needed to run the robot. – Depending on the manufacturer, some of the inputs and outputs (IOs) are run internally. – There are also external IO options that are used. The IO of a robot depends on the application. The IO can drive actuators or see the status of sensors that are mounted on the robot. ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/temperature-transmitter https://realpars.com/alternator https://realpars.com/hmi-colors ============================= What is a Servo Motor and How it Works? https://realpars.com/servo-motor ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/1b4DN ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #Robot #Industry
Kq22wxqzJ7g | 22 Nov 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/temperature-transmitter/ ⌚Timestamps: 00:00 - Intro 01:06 - What is a temperature transmitter? 01:49 - 2-Wire/4-Wire Transmitter 02:19 - Most common temperature sensors 03:13 - HART transmitter 03:51 - Calibration 04:29 - Thermocouple/RTD calibration 05:10 - Old/new style calibration 06:43 - Wireless transmitter ============================= In this video, we're going to introduce you to a very common device used in process control today, the Temperature Transmitter. We’ll discuss the sensors used with them, and show you how they are connected in a typical control loop. We’ll also give you an insight into how they are calibrated. Temperature Transmitters are available in all different shapes and sizes depending on the application and environment they are expected to operate. To name a few, there are: - DIN rail mounted, - Field mounted, - Hockey puck style. A Temperature Transmitter is a device that converts the signal produced by a temperature sensor into a standard instrumentation signal representing a process variable temperature being measured and controlled. The most common transmitter instrumentation output signal is 4 to 20 mA. The signal from the Temperature Transmitter is sent to a Controller that determines what action is required and generates an appropriate output signal. Controllers are either a PLC or a DCS in process control today. The Heating/Cooling source exerts a direct influence on the process as directed by the controller. Most Temperature Transmitters are 2-wire types having only two wires. These two wires provide power for the transmitter and are also the signal lines! A 4-wire transmitter has two wires connected to a power supply and two signal wires connected to the PLC. The power supply can be AC or DC depending on the vendor and model. The two most common temperature sensors used in process control are the thermocouple and the Resistance Temperature Detector (RTD). The thermocouple produces a change in voltage with a temperature change. Thermocouples have only two wires. An RTD produces a change in resistance with a temperature change. Unlike a thermocouple that has only two leads, an RTD can have two, three, or four leads. It’s common to see Temperature Transmitters that are capable of working with either an RTD or a thermocouple. The SMART transmitter is an intelligent transmitter that has an analog output of 4 to 20 mA and also provides digital communication signal information such as Instrument Tag Names, Calibration Data, and Sensor Diagnostics. These SMART transmitters use HART protocol or FOUNDATION FIELDBUS or PROFIBUS. A Temperature Transmitter needs to be adjusted or calibrated so that the current output of 4 to 20 mA represents the temperature range of the process variable being measured. In every calibration scenario, the sensor is replaced by a device that can simulate the output of the sensor over the entire process variable temperature range. - For a thermocouple, the sensor is replaced by a device that produces a range of millivolts. - For an RTD, the sensor is replaced by a device that produces a range of resistances. Historically the device that produced a range of resistances was a decade box. Signal Reference Calibrators can output a variety of electrical signals that can simulate RTDs and Thermocouples making it much easier to calibrate Temperature Transmitters. Older style Temperature Transmitters have multi-turn potentiometer adjustments called Zero and Span. The Zero pot is adjusted to produce 4 mA when the simulated temperature is 0%, and the Span pot is adjusted to produce 20 mA when the simulated temperature is 100%. Newer style Temperature Transmitters are programmed or calibrated using the software. The Transmitter is connected to a computer via a serial USB connection. ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/alternator https://realpars.com/hmi-colors https://realpars.com/yokogawa-dcs ============================= What is a Temperature Sensor? https://realpars.com/temperature-sensor Pt100 Sensor Explained https://realpars.com/pt100 ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/g3seO ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #TemperatureTransmitter #Instrumentation

QXlOSRjJT8g | 15 Nov 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/alternator ⌚Timestamps: 00:00 - Intro 00:40 - What is an alternator? 01:27 - Alternator vs. generator 01:55 - Major components 02:15 - Rotor 02:59 - Stator 05:15 - Rectifier 06:48 - Diode trio and voltage regulator ============================= In this video, we’re going to talk about a major component of many electrical power or charging systems, the Alternator. In particular, we’re going to look closely at a typical vehicle alternator. We’ll look inside an alternator and examine all of its individual parts. Then we’ll discuss how these parts work together to do the work that the alternator is intended to do. An alternator is a device that converts mechanical energy into AC electrical energy. In a vehicle, the engine turns a drive belt that rotates a pulley attached to the alternator. It’s probably safe to say that an alternator is a generator. The alternator actually generates power for the vehicle. As the alternator rotates, it creates a DC voltage primarily to charge the vehicle battery. The battery provides the huge current required to start the vehicle engine. Once the vehicle is running, the alternator assists by providing power to run the vehicle’s electrical systems. There are differences in alternator construction and as such, there are a different number of components depending on the vendor. Alternators have three major components and they are the Rotor, stator, and rectifier. There are more components and we’ll get to those as we progress through our discussion. 1. Alternator rotor A drive belt pulley system spins the rotor on a shaft while the vehicle engine is running. At the heart of the rotor is an electromagnet often referred to as field windings. An electromagnet consists of a length of conductive wire wrapped around a piece of magnetic metal. Voltage is applied to the coiled wire creating a current in it. This creates a magnetic field around the coiled wire. Much like a permanent magnet, there is a North and a South pole. A rotor also has a series of alternating North and South finger pole pieces placed around the field windings that wrap around the iron core on the rotor shaft. 2. Alternator stator The rotor fits inside the Stator. The stator is a stationary part of the alternator. The rotor spins inside the stator without physically touching it. On each end of the shaft sits a brush and a slip ring. The Stator consists of three separate coil windings with one end of each winding connected together. The stator coil windings are evenly spaced at intervals of 120 degrees around the iron shaft. There will be a voltage induced in each stator winding. The induced voltages will be AC because of the electromagnetic pole changing during the rotor rotation. 3. Alternator rectifier How do we convert AC to DC? By using a Rectifier. More often than not, the alternator rectifier has six diodes. The six diodes are mounted in a heatsinking material to protect them from burning up. The diodes are configured in such a way that we rectify and convert both half-cycles of every stator voltage AC voltage. A DC voltage is applied via the slip rings from two different sources. The first source is from the battery when the engine is started. The second source is from the alternator itself once the rotor is spinning via a component called the diode trio. Exactly like the rectifier, the diode trio input terminals are connected to each stator voltage output. The output terminal of each diode is connected together. The diode trio converts part of the stator output voltages to a DC voltage. The diode trio output is fed to the voltage regulator and becomes the energizing voltage for the rotor electromagnet once the engine has been started and is running. The purpose of the voltage regulator is to adjust the electromagnet energizing voltage so that the stator output voltages are held relatively constant regardless of the rotational speed of the rotor. The stator voltage is rectified and then used to charge the battery. ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/hmi-colors https://realpars.com/yokogawa-dcs https://realpars.com/omron-nx-plc ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/vUJ54 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #Alternator #generator

AWrz6hwF5eE | 03 Nov 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/hmi-colors ⌚Timestamps: 00:00 - Intro 00:55 - HMI colors 01:28 - HMI color palette 04:45 - Grayed-out objects on HMI 05:22 - Use of animation in HMIs 06:04 - HMI text ============================= In this video, we are going to cover the color palettes and inspiration of High-Performance HMI. The proper use of a color convention when developing an HMI is becoming more prevalent and is the subject of years of research, study, and even workplace ergonomics. The purpose of a High-Performance HMI is to provide information, not just data. A fundamental component of this is the use of proper colors and a color palette when developing a High-Performance HMI. Since color is an attribute that people will process unconsciously, it is quickly noticed and will stand out above objects and shapes. Color is so powerful in people’s perception, that the instinct is to derive meaning from it. When you are creating an HMI project, your job will be for people to find the meaning from the colors that they see, and be able to take action on their instincts. In the world of High-Performance HMI, the color palette is the range of colors that you will use in an HMI project. Your HMI application will be limited to the colors in the particular palette of your project, with contrasting colors used for notifications and alarms. Another very important reason for a color palette is to reduce visual fatigue and illusions from long hours of viewing an HMI that uses bright and contrasting colors that is prevalent in many HMI applications. Remember that we are designing an HMI that follows a user’s mental model and workflow, so there is minimal need for color as it draws attention and the goal is to reduce the visual clutter that comes with high-intensity colors. The vast majority of High-Performance HMI projects are in grayscale. This particular color palette is suited to a wide variety of applications and processes, and the colors have been developed for optimum system performance and visual appearance. This palette will typically use a light gray background with dark gray or black lines used to depict process flows. However, when used properly, color adds important value to the HMI and should be limited to alarms, input fields, static data, and live data. When developing the HMI, the use of color should be consistent, standardized, and documented in your style guide. - Alarms should appear as bright and intense colors, but should not share a color with any other object in your HMI. - Live data should use less intense and cool colors such as dark blue or dark green. These colors are not as distracting as an alarm but still will provide separation between live and static data. - The interior of static equipment like tanks should be the same color as your background with dark gray or black outlines. In every project that you create, when color is used it should provide enough contrast with the background so as not to create eye fatigue. When you are working on your project and creating conditions for item visibility, it should be designed so that users can view all commands and configurations of an object. Another important aspect of the use of color in an HMI is the use of animation. Flashing animation or animation that blinks should be used to notify the operator of a condition that requires an immediate response. If you do use blinking animation, make sure to provide a way for the operator to stop the blinking once the condition is acknowledged. In talking about text on an HMI, it should be clear and easy to read. Text should be consistent in font, with Sans Serif font being a popular choice. Text should be black or dark gray, and the font size should be relative to the monitor being used. ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/yokogawa-dcs https://realpars.com/omron-nx-plc https://realpars.com/ultrasonic-flow-meter ============================= 1. High-Performance HMI https://realpars.com/high-performance-hmi 2. Basic Design https://realpars.com/hmi-design 3. Philosophy https://realpars.com/hmi-philosophy 4. Detailed Design https://realpars.com/hmi-display ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/fCNGx ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #HMI #PLC

WVvdZyrVHgs | 27 Oct 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/yokogawa-dcs ⌚Timestamps: 00:00 - Intro 00:33 - DCS basic structure and components 01:30 - Yokogawa History 02:15 - Centum VP system architecture 03:16 - Network structure 05:27 - Software ============================= In this video, we’re going to introduce you to a very popular Distributed Control System, the Yokogawa DCS Centum VP. By definition, a DCS is a computerized control system with multiple autonomous controllers that operate and control many control loops. A DCS has no centralized supervisory control, and thus the name Distributed Control. Field devices are connected to I/O modules located in cabinets alongside Controllers. The controllers are networked using many communication protocols such as Ethernet, Modbus, or a proprietary protocol. There are Operator stations HMI’s located in a centralized control room, or some may be located elsewhere. The Operator stations provide access to plant operators to observe and adjust real-time plant conditions. An Engineering station HMI is located in an area only accessible for actual control logic programming changes for any of the many control loops. Yokogawa is a Japanese industrial company that started with the manufacture and sales of electric meters in 1915. Yokogawa introduced its first CENTUM DCS in 1975. Centum V and Centum-XL followed in the 1980s. CENTUM CS and CS 3000 were introduced in the 1990s. The CENTUM CS 3000 line continued in the 2000s which was also the decade where the ProSafe-RS SIS was introduced. The 2010’s decade introduced us to CENTUM VP. The current version is Release 6 which was introduced in 2014. Yokogawa refers to an HMI as a HIS (Human Interface Station). A HIS is mainly used for Operations, but additional stations can also be configured for Engineering. The Field Control Station (FCS) provides the actual plant process control. All process information is placed on the control network called Vnet/IP. All CENTUM devices are connected to the Vnet/IP network. If required, an SIS called ProSafe-RS is also installed and connected to the Vnet/IP network. The unified gateway station (UGS) acts as an interface, allowing CENTUM VP to communicate with a variety of network-based subsystems such as Modbus RTUs, Modbus/TCP units, EtherNet/IP units, and others. Network switching is performed by layer switches. For example, L2SW is a layer 2 switch. Vnet/IP transmission media can be fiber optic or Unshielded Twisted Pair cables. Vnet/IP operates at a communication speed of 1 Gbps. An L3SW switch is used for communicating between the two domains. Each domain can have 64 stations. A Field Control Station (FCS) contains the Power Supply, Controller, and Field I/O modules (FIO). The I/O Modules include Analog, Digital, and Communication Modules. For example, the Analog Module AAI143 is a 4 to 20mA, 16 channel Isolated module. Optical node interface units (NIU) can be connected via communication modules in the Field control Unit (FCU) and do not require a switch. The Node Interface Unit will also be connected to I/O modules or what we call NIO which stands for Network Input/Output. ProSafe-RS is a safety instrumented system (SIS) conforming to Safety Integrity Level SIL3 as defined by IEC 61508. It is so rated with a single controller, single input, and single output module. All components of the ProSafe-RS system are a bright orange color. The Plant Resource Manager (PRM) is the Asset Manager software package. PRM allows the use of diagnostic capabilities of smart devices like those with HART or Profibus communication. A unique 64 function USB keyboard is available for the CENTUM VP system. The Automation Design Suite is Yokogawa’s engineering software. Plant graphics are easily created for Operator HIS terminals. ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/omron-nx-plc https://realpars.com/ultrasonic-flow-meter https://realpars.com/structured-text ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/8_g88 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #Yokogawa #DCS
y4NF8Akxewc | 19 Oct 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/omron-nx-plc ⌚Timestamps: 00:00 - Intro 00:30 - PLC vs. PLC+Motion control 01:27 - Omron NX/NJ series controllers 01:53 - NX series 03:28 - NJ series 04:09 - NJ controller configuration 05:23 - Sysmac Studio ============================= In this video, we’re going to introduce you to the NX/NJ series of @OmronAutomationAmericas. The NX/NJ controllers are very powerful as they combine both PLC and motion control functions into one package. What’s the difference between a PLC and a Motion Controller? - PLCs were originally designed to replace the huge number of switches and relays that performed the logical control of electrical circuits. - A Motion Controller typically refers to servo, stepper, or proportional hydraulic valve systems with extremely precise and lightning-fast position/velocity/torque control. Over the last two decades, PLCs were built that integrated motion functions, but they still lacked the speed, or the computing power required, in many applications. Traditional PLCs called upon to perform motion control often work together with add-on motion controllers to perform any required motion control functions. The NX/NJ series of controllers can perform traditional PLC control functions via typical digital and analog I/O field devices and at the same time perform precise motion control via powerful processors exhibiting high-speed process execution and data acquisition capability. 1-1) The base model NX1P2 is a brick-style controller that comes complete with a power supply, CPU, and fixed digital I/O. Expansion digital I/O, as well as analog I/O modules, can be added to this unit. The NX1P2 is suitable for applications with 100-200 I/O and can control up to 8 axes. 1-2) The NX102 is a very popular mid-range controller. The NX102 Controller integrates inputs, logic, outputs, safety, and robotics. The NX102 is suitable for larger applications having up to 1000 I/O and can handle up to 12 motion axes. In addition to traditional Ethernet connectivity, the NX102 is IIoT ready with OPC UA and can easily incorporate database functionality. 1-3) The NX701 is Omron’s flagship controller performing large-scale, high-speed, high-accuracy control by synchronizing up to 256 axes with the fastest cycle time of 125 µs. The NX701 provides warp speed and accurate control by synchronizing all devices such as vision sensors, servo drives, and field devices. 2) Similar to the NX series, the NJ series is a machine controller for logic sequence and motion that includes CPU options for advanced functions such as robotics. The NJ Series includes the NJ101, NJ301, and NJ501 versions. 2-1) The NJ501 is IIoT ready with OPC UA and can easily incorporate database functionality. The NJ501 is capable of controlling up to 64 axes. NJ controllers are capable of accommodating legacy Omron CJ series I/O. Upgrading older Omron controllers using new NJ series controllers is easily accomplished. You can keep your old CJ series I/O modules and add them to the NJ series controller bus. This is a very attractive feature as system upgrade cost is reduced as well as the elimination of potential installation headaches. Sysmac Studio is the Machine Control and Factory Automation used for programming the NX/NJ series of controllers. Sysmac Studio combines PLC, motion control, and HMI programming in one easy-to-use package. Sysmac Studio also has powerful offline simulation capabilities meaning you don’t need the hardware to test a program. A 3D simulator is included as well. In addition to the full version, a Sysmac Studio Lite version is available which is capable of programming NX1P2, NX102, and NJ1 controllers with limited functionality. You can download a 30-day trial full version of Sysmac Studio here on this page: https://bit.ly/SYSSTDIO North American College or university students can receive six months of free access to Sysmac Studio: https://bit.ly/SYSSTDIOs ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/ultrasonic-flow-meter https://realpars.com/structured-text https://realpars.com/hydroelectric-power ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/nFQUv ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #OmronPLC #PLC

JRKlR4YgMHw | 11 Oct 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/ultrasonic-flow-meter ⌚Timestamps: 00:00 - Intro 00:54 - Ultrasonic flow meter 01:20 - Physical principles 02:00 - Mechanical principles 02:49 - Electrical principles 03:16 - Dynamics 05:16 - Design considerations 06:40 - Applications ============================= There are many types of process flow meters: - Coriolis mass flow meters; - Positive displacement flow meters, such as turbine meters; - Volumetric flow meters, like the ultrasonic flow meter, just to name a few. Each type of flow meter operates on different physical, mechanical, and electrical principles. In this video, we will explore the working principles for Ultrasonic flow meters. We will demonstrate how a simple physical property, sound, can be used to measure the rate of flow of a fluid moving in a pipe. Ultrasonic flow meters measure the volumetric flow of the fluid, that is, the number of gallons or liters per unit time. Ultrasonic flow meters require the use and understanding of some basic physical, mechanical and electrical principles that allow ultrasonic flow meters to accurately measure flow rate over a wide range of flow conditions. Here are a few examples of using basic physical, mechanical, and electrical principles to measure the flow rate using an ultrasonic flow meter: 1) When fluid flows through a pipe, it flows in one direction at a velocity that is influenced by many factors, such as temperature, pressure, fluid viscosity, and pipe size. 2) Sound waves move through a fluid based on the transmission of vibrations through the fluid. These mechanical oscillations between molecules of the flowing fluid are passed to adjacent molecules, thereby transferring the wave to those adjacent molecules. 3) An ultrasonic flow meter generates sound waves using a rapidly vibrating piezoelectric crystal. These special ceramic crystals deform when an electric current is applied. By rapidly changing the electrical signal, the crystal will deform in one direction, and then in the other, causing a high-frequency wave to be generated. An ultrasonic flow meter consists of at least one sensor and transducer pair. Each member of the pair can act both as a transmitter and a receiver. - When in transmit mode, an oscillating electrical current creates a vibration in the piezoelectric crystal, and an ultrasonic wave is sent through the flowing fluid. - When in receive mode, an ultrasonic wave passing through the fluid creates vibration in the piezoelectric crystal, and an electrical impulse is generated. A pulse that travels from the upstream element to the downstream element, or with the flow, takes less time to make the trip than the pulse returning in the opposite direction, or against the flow. The difference in this time of flight between the two pulses is directly proportional to the flow velocity. Since the volumetric flow rate is equal to velocity times the cross-sectional area of the pipe, which is fixed at the flow meter, this measurement yields the flow rate. This type of ultrasonic flow meter is appropriately named a time of flight flow meter. In order to eliminate differences in the flow profile across the pipe, additional pairs of sensors are added to ensure an accurate measurement. Each pair of transmitter and receiver forms what is called a chord. There are many different ways that the sensors are mounted in a time of flight ultrasonic flow meter. - The sound wave pulses can travel directly from transmitter to receiver or the pipe wall can be used to reflect the sound waves. - The sensors can be wetted, or built into the wall of the flow meter such that the sensors contact the fluid. Or the sensors can be strapped to the exterior of the pipe, where the sensors do not contact the fluid. The non-contact sensors are not quite as accurate. Ultrasonic flow meters are an excellent choice for high-pressure, high-flow applications. ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/structured-text https://realpars.com/hydroelectric-power https://realpars.com/pt100 ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/7hTsP ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #UltrasonicFlowMeter #Sensor

w4MyoxGnNnk | 04 Oct 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/structured-text ⌚Timestamps: 00:00 - Intro 00:24 - IEC-61131 programming languages 00:47 - Structured text advantages and disadvantages 03:02 - Basic rules of structured text syntax 04:09 - Structured text operators 04:26 - Structured text examples ============================= As one of the IEC-61131 PLC programming languages, Structured Text or just ST is based on and resembles traditional programming languages like Python or Java. Rather than being visual or graphics-based like ladder logic or Function Block Diagram, Structured Text is just that, text! Like all programming languages, Structured Text has advantages and disadvantages, and there are also reasons you as a programmer might choose to use Structured Text in your next PLC programming project. Since Structured Text is similar to traditional High-Level programming languages, it can be fairly easy for many people who may not have a background in PLC programming but have experience in traditional coding to learn and develop PLC projects. In most cases, you can also develop your Structured Text PLC programming project without using the PLC programming software. Since it is text-based, you can write your project in a simple text file and copy and paste it into your PLC project when you are ready. This also makes editing your project easier when you are debugging. While this feature of Structured Text is useful, remember that without your programming software like TIA Portal or RSLogix, you cannot compile and debug your program. Most PLC manufacturers support different programming languages in their PLC’s and this is because there are many different reasons that a programmer will choose a particular programming language. These reasons can be as simple as a client request for a specific programming language all the way to the size of the programming project. Since Structured Text is by definition, text-based, it means that it does not have the memory-intensive graphical interface which can allow for a smaller processor memory and therefore a reduced cost. This makes Structured Text an ideal candidate for larger PLC programs where controller memory is at a premium. Some other times you might want to use Structured Text are when you are deploying the same PLC program over and over, such as in a packaged machine that is sent to a customer for a turn-key start-up. In these cases, your PLC program file can be stored offline in a text file or word document and can be easily sent as an email attachment for someone to download into the PLC and deploy. The syntax of Structured Text follows some basic rules: - First, all statements in Structured Text will end with a semicolon. - A routine will close out with an End_If statement. - Spaces and tabs are not required, but a good programmer will still use them for readability. - Structured Text is not case sensitive, but if you are assigning a variable, known as a tag or a symbol such as “control valve 1”, then using camelCase ControlValve1 is a good practice to get into. Another very common and useful syntax of Structured Text is the use of a comment. As a beginning programmer, the use of comments is essential to creating code that can be read later on. To add a comment in Structured Text you will start with a left parenthesis followed by an asterisk. To close your comment, you will then add another asterisk followed by a right parenthesis. Structured Text also uses operators to manipulate data. Some examples of operators are the logical operators such as AND, OR, and NOT. A logical operator is used to compare Boolean data and create logic from it. ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/hydroelectric-power https://realpars.com/pt100 https://realpars.com/speed-droop ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/Uef14 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #PLCprogramming #StructuredText

H_cm_Lvml70 | 20 Sep 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/hydroelectric-power ⌚Timestamps: 00:00 - Intro 01:22 - Grid stability 02:24 - Trend of renewable energy 03:14 - Hydropower generation 03:44 - Hydropower turbines 06:55 - Hydropower Plants ============================= Electricity is produced by a diversity of energy sources, and different types of technologies. According to the U.S Energy Information Administration, in 2020: – Natural gas represented the largest source of energy production, at about 40% – Coal represented about 19% – Petroleum at 1% – Nuclear energy, producing electricity from nuclear fission, represented 20% As for renewable energies, those have been rapidly varying their share of U.S. electricity. The total amount of electricity produced by renewable energy in the U.S is about 20%. Here is a breakdown in 2020: – Hydropower plants produce about 7.3% – Wind Generation: 8.4% – Biomass: 1.4% – Solar: 2.3% – Geothermal: 0.5% Renewable energy has become a very hot topic in today’s world. We see and hear more every day about solar and wind power generation. What we don’t talk about, however, is that with the increased use of wind and solar energy, comes the increased concern about grid stability. The equilibrium between how much load is generated, and how much load is required by the grid is a continuous balancing act, which needs stability and is crucial in order to avoid blackouts. The energy generated needs to constantly be equal to the energy consumed. When it comes to generating power via the use of wind or solar energy, there are uncertainties that need to be accounted for: Either the sun is bright and shining, or it is not. Either you have wind making your turbines spin, or you don’t. What we are doing by the addition of those energy sources is essentially adding more and more instability to the grid. This is where hydropower comes in… not only do the hydropower plants have the ability to store fuel (or water!), they also have the ability to respond to grid variations, also referred to as load requests within fragments of a second due to its governing systems that control the turbine’s speed. That is why hydropower is often referred to as the Guardian of the Grid! How is hydropower actually generated? Well… the energy is generated by the same principles ancient Greek farmers used to grind grain: the flowing water spinning a wheel or a turbine. Hydroelectric power plants are always located near a water source due to the fact that water is the source of hydroelectric power. Inside the power plants, there are different types of turbines, but for today, we will look into the turbine known as the Francis turbine or the friendly Francis. It takes the friendly nickname due to being less complex to control, with fewer parts and fewer variables. The difference in elevation, created by the dam, between water level from intake and discharge is what is referred to as head. With the exception of the not-so-common diversion turbine, which relies on the natural flow of water to create motion, hydro turbines are often built at a lower elevation. Francis turbines require a low and medium head. This means that the dam is smaller than when compared to the dams needed for the other turbine’s head’s requirements. Wicket gates are how governors can control the speed of the turbine! The turbine then turns the attached shaft which spins your generator, to produce electricity. That electricity then travels through power lines all the way to your home… and gives you light! We have two other types of turbines, the Kaplan and the Pelton turbine. – A Kaplan turbine has not only gates but also blades! – A Pelton Turbine spins on air just like the Greek farmer’s wheels. ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= You might want to review two of our other articles: Power Plant Explained | Working Principles https://realpars.com/power-plant Speed Droop in Power Control Explained https://realpars.com/speed-droop ============================= Missed our most recent videos? Watch them here: https://realpars.com/pt100 https://realpars.com/speed-droop https://realpars.com/ignition-scada ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/80aV5 ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #Hydropower #turbine

3qDL_ipZxLg | 13 Sep 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/pt100 ⌚Timestamps: 00:00 - Intro 00:50 - What is a Pt100? 01:37 - Physical properties of Pt 02:30 - Alpha coefficient 04:29 - Industrial Pt100 05:38 - 2-wire Pt100 06:17 - 3-wire Pt100 ============================= Platinum 100, or Pt100 RTDs are an important part of many process control installations. RTDs are a class of sensors that change resistance when the temperature of the medium they are inserted into changes. This change of resistance is proportional to temperature and varies in a somewhat linear fashion with temperature. It is due entirely to the physical properties of the material from which the RTD is constructed. While RTDs can be manufactured from many metals, including nickel and copper, platinum exhibits physical properties that make it ideal for use in RTD temperature sensors. 1) Platinum is a basic element, with the chemical symbol, Pt. That is the first part of the designation of the Pt100 RTD. Platinum has a molecular weight of 195, which makes it a rather heavy metal with free electrons to make it a good conductor of electricity, although not as good as copper or silver. 2) Platinum exhibits an electrical resistance that varies in a nearly linear fashion with temperature and has a resistance of exactly 100.00 ohms at zero degrees Celsius. This is where the second part of the designation Pt100 comes from. 3) Another property of platinum that makes it highly valuable to temperature measurement is that it is quite inert. It does not react with other compounds to any great extent. The most common Pt100 RTD used in industry is one that changes resistance at the rate of about 0.385 ohms for every degree Celsius rise in temperature. The “385” factor comes from the equation that approximates the resistance of an RTD based on its physical properties. The equation relates the resistance of the RTD at the temperature being measured to the resistance at zero degrees Celsius. The coefficient alpha in this equation describes the rate of change of resistance with temperature. The Pt100 RTD is often referred to as the Pt100 (385) RTD. There are platinum RTD’s that exhibit different values of alpha, and those would be designated with their respective alpha values, such as with the Pt100 (391) sensor. The equation is only approximate, so to know the true temperature at any measured resistance, we will need to consult a published standard table of resistance for a Pt100 (385) sensor. You can find the link to this table here: https://bit.ly/Pt100RTD385 A Pt100 RTD is typically constructed by winding a thin platinum wire around a non-conductive core which helps support the thin wire. The entire assembly is encased in a sheath to protect the sensor and to give it stability. In industrial applications, RTDs are commonly placed inside protective metal tubes called thermowell. The length of the RTD and the design of the thermowell are design parameters determined by the instrument engineer. PT100 RTDs can be constructed from a single platinum wire, giving a sensor with two leads. These leads can be connected to a special I/O card designed to accept RTD inputs, or the leads can be connected to a temperature transmitter, which will output a standard 4-20 mA signal. In order to determine the resistance of the RTD, a special bridge circuit is used, called a Wheatstone bridge. This 2-wire RTD design is not very accurate because the platinum leads themselves have an electrical resistance due to the length of the wire and the connection points, in addition to the resistance from the temperature detected at the point of measurement. To compensate for this added resistance, a second platinum wire is added to the sensor at a third lead. This third lead is used to determine the resistance of the lead itself, and the resistance is subtracted from the overall measure resistance to give the true resistance due to the change in temperature alone. ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/speed-droop https://realpars.com/ignition-scada https://realpars.com/transducer-vs-transmitter ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/W8nhf ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #Pt100 #temperature_sensor

sQ-AT1WdT3M | 06 Sep 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/speed-droop ⌚Timestamps: 00:00 - Intro 01:00 - Speed governor 02:10 - Isochronous generator 03:17 - Synchronous generator 04:33 - Speed droop 05:44 - NERC ============================= Electricity plays a significant role in our lives. From lightning rooms, maintaining comfortable temperature environments, to working domestic appliances, machinery, transportation systems and so much more, electricity has become an essential part of modern life. Yet, unless there is a blackout and we are unable to access it, we don’t put that much thought into everything that goes behind the largest machine ever built by man… the power grid. In this video, we are going to delve deeper into the world of electricity generation in a grid configuration by starting with a very broad view of an extremely important and complex concept: Speed Droop. In power turbines, the speed and torque of the generator are what get transformed into electric power. A governor aims to regulate the speed of the turbine. This is done by the automatic adjustment of the fuel supply. The governing system or Governor is the main controller of the turbine, and it ensures stability. In a hydroelectric turbine, the governor automatically regulates the amount of water, which is the fuel, going into the turbine in order to allow it to spin faster or slower. By controlling the fuel going into the turbine, speed governors control the speed and torque of the generators, therefore, controlling their power output. Let’s talk about the different control modes of a generator. 1) A generator in isochronous mode is suitable only for a single bus. Think about your car in cruise control, your car will automatically increase or decrease the torque to the engine so you can maintain the previously designated speed. That is what an isochronous generator control will constantly do in order to respond to more or less load requests. 2) When speaking about the power grid, many generators supply the same bus, in synchronous control mode. Now imagine you are again in your car, but instead of only one engine and control system, you have two, and both are simultaneously trying to increase your speed. So, instead of reaching that speed, you overshoot and go even faster. Now, the error is on the negative side, and again both engines and control systems are trying to respond to that error and would slow down too much, and so forth. This would cause a constant instability of both engines fighting each other, and you would never be able to reach the designated speed as needed. Bringing this analogy to the power grid, imagine each of those engines is a turbine generator, and if they are all constantly fighting each other, grid stability would never be reached. Here is where Speed Droop comes into play… Speed droop allows generators to be paralleled to a common grid. The governor uses Speed Droop as a FUNCTION to reduce the reference speed as the load increases… Without some form of droop, engine-speed regulation would always be unstable. In relation to the power grid, instead of two, we have thousands of generators all interconnected. Droop allows all of them to work together to respond to all load requests. Due to its importance to grid stability, there are bodies that govern the approaches and operations of machinery in the energy and electricity sector. Through reliability guidelines, the North American Electric Reliability Corporation (NERC) regulates governing aspects such as droop settings in power plant generators, with guidelines, such as: – All generators equal to or above 10MW must have governors to operate. – With power-plant generators, the governors for these generators must provide a 5% droop. ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= You might want to review two of our other articles: Power Plant Explained https://realpars.com/power-plant Hydroelectric Power https://realpars.com/hydroelectric-power ============================= Missed our most recent videos? Watch them here: https://realpars.com/ignition-scada https://realpars.com/transducer-vs-transmitter https://realpars.com/interlock ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO: https://ctt.ac/e1kTj ============================= Follow us on Facebook 👉 https://www.facebook.com/therealpars Follow us on Twitter 👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #SpeedDroop #Generator

FDlxR2Ktoi4 | 30 Aug 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/ignition-scada ⌚Timestamps: 00:00 - Intro 00:43 - What is Ignition? 01:09 - What makes Ignition unique? 02:33 - How does Ignition work? 02:41 - Platform module 03:12 - OPC UA module 04:01 - Vision and perspective modules 05:19 - Alarm notification, tag historian, reporting modules 06:44 - Partner and third-party modules ============================= In this video, we’re going to talk about a SCADA software called Ignition by @InductiveAutomation. We’ll learn what Ignition is and what makes it unique from other SCADA software applications. Then, we’ll dive into how the Ignition SCADA platform works by going over its core modules so that you’ll have a basic knowledge before getting started on your first Ignition project. Ignition is known for powerful and modern graphical objects, its web-based architecture, its unlimited licensing structure, and its developer-friendly tools. Ignition is an IT and network-based software. As an automation professional, a working IT knowledge base is becoming virtually a requirement for modern industrial applications. Ignition is what is called cross-platform. This means that it can be used on most standard computer operating platforms such as MAC OS X, Windows, and Linux distributions. Ignition is also able to handle many standard external devices and databases. Ignition uses an unlimited licensing structure. Ignition’s application development tool is called Ignition Designer. Ignition Designer has modern graphical objects built-in and utilizes a popular and powerful programming language called Python for their native scripting. Ignition SCADA software is built and sold by modules. There are a couple of Ignition modules that are essential. - Ignition Platform module includes tags, designer clients, and drivers that allow you to connect to necessary devices and databases, such as PLCs and SQL databases. An OPC UA Server module is also included with this module. OPC UA stands for Open Platform Communications United Architecture. Tags and databases are the backbones of a SCADA operation. Depending on your industrial application, you can have hundreds or even thousands of tags or database points. - The next essential Ignition module is in the visualization category. One of SCADA’s main functions is to visually display important plant operations and data in a graphical user interface. This interface can belong on an HMI out on the plant floor, on several monitors in a control room, on an engineer’s laptop, or even a smartphone. Ignition has two options for this. There is the Vision module or the Perspective module. 1) The Vision module is Ignition’s classic visualization software that they have been supporting for many years. This module is designed to be used on desktop screens and traditional plant floor HMIs. 2) The Perspective module is Ignition’s new and modern approach to visualization software. It is fully web-based which will allow you to launch your industrial application from anywhere on a web browser so long as you’re safely connected to the plant network. You can also use what is called kiosk mode for a more traditional feel that works well with control room monitors and plant floor HMIs. - Other important modules include the Alarm Notification module, the Tag Historian module, and the Reporting module. 1) You can use Ignition’s Alarm Notification to set up alarms and notifications on the local application, and/or via email, phone call, or SMS text message. 2) You can use Ignition’s Reporting module to automatically generate and send data in a PDF format. 3) We can use this data to set up graphical trends of historical data. This makes Ignition’s Tag Historian module an important one to use. - There are several other native Ignition modules, partner modules to achieve advanced project-specific goals and even third-party modules developed by Ignition users like you and me. ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/transducer-vs-transmitter https://realpars.com/interlock https://realpars.com/inductive-couplers ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/63WEL ============================= Follow us on Facebook👉 https://www.facebook.com/therealpars Follow us on Twitter👉 https://twitter.com/realpars Follow us on LinkedIn 👉 https://www.linkedin.com/company/realpars Follow us on Instagram 👉 https://www.instagram.com/realparsdotcom #RealPars #SCADA #PLC
DVq10SGKHMU | 23 Aug 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/transducer-vs-transmitter ⌚Timestamps: 00:00 - Intro 01:00 - 1) What is a sensor? 01:18 - 2) What is a transducer? 01:57 - Sensors vs transducers 02:17 - 3) What is a transmitter? 03:12 - Pressure sensors vs transducers 04:22 - 4) What is a Pressure Switch? 04:31 - Pressure switch vs pressure transmitter 05:23 - Pressure switch vs pressure transmitter in practice ============================= Over the years, the terms sensor, transducer, and transmitter have become confusing because they are often used interchangeably and indiscriminately by different vendors. The terms sensor and transducer have been around for a very long time, but in the world of process control, the term transmitter is not very old. In particular, the term transducer is tossed around as a name for many devices and instruments. Just to confuse the issue, sensor and transducer have often been used as synonyms. 1) A sensor is a device or element that performs the initial measurement as it senses the changes in a physical variable. A sensor is a device that makes physical contact with the variable being measured and detects changes and provides a corresponding output signal that can be measured. 2) A transducer is a device that converts one form of energy to another. A Transducer provides an output quantity having a specified relation to an input quantity. A strain gauge is a transducer whose resistance value changes proportionally to the strain it experiences. All sensors are transducers, but not all transducers are sensors. Consider a loudspeaker that converts an electrical signal into motion. The loudspeaker is a transducer, but not a sensor. 3) The term transmitter has more than one definition. - The process control term was likely borrowed from the Telecommunications world where a Transmitter is a device that produces and transmits radio waves radiating from an antenna. These radio waves are eventually detected and demodulated by a Radio Receiver. - In the world of process control, a Transmitter is a device that transmits a standard instrumentation signal representing a physical variable being measured. The standard electrical signals are 1-5 V or 4-20 mA which represents 0-100% of the physical variables being measured. This transmitted signal is detected by a Receiver such as an Analog Input on a PLC or a DCS. A sensor performs the initial measurement. If necessary, a transducer converts this initial measurement into an electrical signal that is then amplified and standardized by the transmitter. Here's an example… We are measuring a process pressure with a range of 0-100 psi. Our Sensor/transducer performs the initial measurement and converts it to an electrical signal of 0-3 mV. The transmitter then converts that signal to a standard signal of 0-5 V, which is received by a PLC analog input module. 4) A Pressure Switch is a two-part device consisting of a sensing transducer and an electrical switch. A pressure switch has a transducer just like a pressure transmitter. That’s where the similarity ends. A Pressure Transmitter produces an analog electrical voltage or a current signal representing 0-100% of physical process pressure. A pressure switch has electrical contacts that open and close at a specific pressure. Let’s illustrate with an example… We have a process control system where we need to open a valve when the pressure in a pipe reaches 50 psi. - We can use a pressure transmitter calibrated to produce a 4-20 mA output for a pressure range of 0-100 psi. We need an analog input module on our PLC, and we need to scale the analog module and insert code into the PLC program so that the 50 psi value triggers an event to open the valve. - It’s much easier to use a pressure switch connected to a simple PLC digital input module. The PLC valve control logic is much simpler as well. ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= Missed our most recent videos? Watch them here: https://realpars.com/interlock https://realpars.com/inductive-couplers https://realpars.com/isa100-wireless-product ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/cjBe6 ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #Sensor #Transducer

R0oOqfgUlKc | 16 Aug 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/interlock ⌚Timestamps: 00:00 - Intro 00:50 - What is an Interlock? 01:10 - Types of interlocks 01:20 - A: Safety interlock 02:05 - B: Non-safe interlock 02:13 - Types of non-safe interlocks 02:22 - 1) Mechanical 04:00 - 2) Electrical 05:12 - 3) Logic ============================= Interlocks are defined as a way to prevent something from happening in a system. A simple example of an interlock is pushing the brake pedal or clutch in your car before shifting it into drive or first gear. You need to press on the brake pedal to release the shifter into the drive position to prevent the car from lurching forward. There are two main types of interlocks: safe and non-safe. Some systems require safe and non-safe interlocks to create a control system. These interlocks prevent people or things from receiving harm while the machine is running. For example, a safety fence on a robotic cell keeps people out of the cell to protect them from contact with moving objects. When the fence gate of the cell is opened the safety circuit cannot be reset because the circuit is waiting for the gate to be closed. This prevents a person from walking into a robot cell while the robot is running. The other main type of interlock is a non-safe interlock. These are used to protect equipment or unintended operations. There are three different kinds of non-safe interlocks. These types of interlocks can be mechanical, electrical, or logic interlocks. A mechanical interlock is an interlock that is physically connected to another device to prevent unintended actions. An electrical interlock is an interlock that is used to restrict current flow between two or more devices. These types of interlocks use normally open and normally closed contacts to prevent another device from turning on. A logical interlock has an instruction or variable which has to be true to allow a result. Logical interlocks are useful when the devices are not easily connected electrically or mechanically. ============================= Get a RealPars pro membership: https://learn.realpars.com/bundles/pro ============================= You might want to review two of our other articles: What is a Safety PLC? https://realpars.com/safety-plc Motor Starter Explained | Motor Starter Types https://realpars.com/motor-starter ============================= Missed our most recent videos? Watch them here: https://realpars.com/inductive-couplers https://realpars.com/isa100-wireless-product https://realpars.com/contactor ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/7reYb ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #ElectricalInterlock #Automation

nR546nLcX0c | 09 Aug 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/inductive-couplers ============================= ⌚Timestamps: 00:00 - Intro 00:36 - What is an inductive coupler? 02:27 - Different types and installation 03:25 - Applications 03:39 - 1) Rotating workstation 04:56 - 2) Workpiece frame 05:53 - 3) Robot’s end of arm tooling ============================= In this video, we will be talking about inductive couplers. We will explain what an inductive coupler is, how it works, and give some examples of how they are used with automation. An inductive coupler is a device that is used to transmit 24-volt DC power and 24-volt DC input and output signals over an air gap between its two components. The components of an inductive coupler are called the base and the remote. Not all base components are compatible with all remote components. The base is the component that gets connected to 24-volt DC power. The base will also need its input and output signal wires connected in order to work with its remote component. When the base has 24-volt DC power connected, it creates a magnetic field that when aligned reacts with the remote. Inductive couplers have circuitry that changes the magnetic field of the individual input and output signals. Inductive couplers can have up to eight individual signals. The remote component gets connected to the input and output devices, to supply 24-volt power and to send or receive the input or output device signals. A sensor distribution box can be used here for a cleaner installation. It also makes it easier to install the input and output devices to the remote component. Inductive couplers come in many different shapes and sizes. Some are square or rectangular shaped and can be mounted by just bolting them into place. Others are threaded cylindrical shaped and can be mounted by drilling and tapping a hole with the same thread as the inductive coupler and then using a jam nut to lock it into place. There are also brackets you can use to make mounting an inductive coupler easier. To install an inductive coupler to optimize the 24-volt power transfer from the base component to the remote component, mount the base component and the remote component so that they are aligned. After the base and the remote are mounted and aligned, set up the air gap between them per the manufacturer’s installation instructions. Inductive couplers are used in many different ways in automation. 1) On the rotating workstation example, let’s say they build two different parts at a workstation, part A and part B. To switch from building on the part A side to the part B side, they just need to turn the workstation table 180 degrees. Sometimes inductive couplers can be used to help limit how many inputs and outputs are needed. Instead of each side using its own unique inputs and outputs, the inductive coupler base can be wired to use the same inputs and outputs for both sides. 2) A workpiece frame is just a frame used to hold a part while it is being built during production. Let’s say we are building parts using workpiece frames on an assembly line. At the first workstation, they install the main piece onto the workpiece frame and attach a bracket to this piece. First, the workpiece frame is put into position and the inductive coupler turns on the sensors. They install the correct parts and the workstation sees that the correct sensors are on before enabling the tool that will connect these parts. When the tool is done connecting the parts together, the workpiece frame is released from the workstation and is ready to go to the next assembly station. 3) An inductive coupler can be used to power the sensors on a robot’s end of arm tooling. The robot end of arm tooling is the part that gets bolted to the end of the robot arm. Some reasons an inductive coupler might be used on a robot’s end of arm tooling might be the way the robot has to move or if the robot has a tool changer. If the robot moves in such a way that the sensor cables might get pulled, pinched, or snagged an inductive coupler might be able to correct these issues. ============================= Missed our most recent videos? Watch them here: https://realpars.com/isa100-wireless-product https://realpars.com/contactor https://realpars.com/capacitive-sensor ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/rFq0I ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #Inductive #coupling

3Hd2wK7oadE | 02 Aug 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ▶ You can read the full post here https://realpars.com/isa100-wireless-product ============================= ⌚Timestamps: 00:00 - Intro 00:50 - ISA100 Wireless Products 01:59 - Why Develop Wireless Instruments? 03:03 - Steps to ISA100 Wireless Product Development and Certification 07:16 - Regulatory Compliance and Certification 07:50 - ISA100 WCI Training Course ============================= The ISA100 Wireless Compliance Institute helps instrument and device manufacturers significantly reduce the time, cost, and effort required to develop and bring ISA100 Wireless products to market. Wireless instruments are now ubiquitous and fill many needs in industrial applications. There is a broad ecosystem of ISA100 Wireless products now on the market. 1) Some of these are wireless infrastructure products that form the backbone of modern ISA100 Wireless networks. These infrastructure devices include independent and integrated gateways, access points, and protocol adapters. 2) ISA100 Wireless instrumentation and devices have been developed for most measurement and control needs, including pressure, temperature, flow, level, valve positioners, and digital and analog I/O interfaces. 3) In addition, many wireless sensors have been developed to support health, safety, and equipment lifecycle applications, such as corrosion, vibration, gas monitoring, pH, and steam trap monitoring. Traditionally, process automation vendors have been conservative and somewhat reluctant to adopt new technologies, such as ISA100 Wireless. However, with the growing portfolio of wireless devices and instruments now available and over a decade of service history, the benefits of offering wirelessly connected field instruments are very apparent. The benefits of offering a wireless connected field instrument are: - Swift ROI: wireless instruments have significantly reduced installation costs as compared to wired devices. - Touch-free maintenance is now possible. ISA100 Wireless devices can be provisioned over the air, and configuration and upgrades do not require physical access to the instrument. - The ISA100 WCI testing and certification program ensures that compliant devices can be installed in any of the growing numbers of ISA100 Wireless networks across the globe, with guaranteed interoperability. Developing and certifying an ISA100 Wireless instrument is a straightforward process that will allow vendors to join the growing number of providers of certified ISA100 Wireless devices. Step 1: The first step is to formulate the product requirements and create a field device architecture. Details such as estimating product battery life and identifying other project requirements and costs are documented at this step. Step 2: The next step is to develop a functional prototype. The internal anatomy and architecture of a typical ISA100 Wireless field instrument consist of three elements: A wireless communication module, an application-specific sensor, and an application processor. Step 3: Once the application processor and source code are complete, the design should be validated by using the chosen ISA100 Wireless stack to transmit sensor variables via an ISA100 Wireless Gateway and then verifying the variables are being reported accurately and correctly. Step 4: Sensor-specific hardware and firmware are developed to integrate the wireless module and application processor with the module firmware. This is where enclosure types, antenna design, and battery access are determined. Step 5: Software system integration is then added to the design. Software components such as Device Descriptor files and configuration files are designed and integrated with the hardware and firmware to allow end-to-end integration testing. Step 6: Once the prototype has been tested and the vendor has proven the performance of the device, it is time to have the device certified by the ISA100 Wireless Compliance Institute. ============================= If you want to learn more about ISA100 Wireless, head on over to http://isa100wci.org ============================= Missed our most recent videos? Watch them here: https://realpars.com/contactor https://realpars.com/capacitive-sensor https://realpars.com/photoelectric-sensor-wiring ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/bkZub ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #Wireless #ISA

08ozhRb7HEU | 26 Jul 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ You can read the full post here https://realpars.com/contactor ============================= ⌚Timestamps: 00:00 - Intro 00:39 - What is a contactor? 00:55 - Why contactor is used? 02:44 - Contactor vs. relay 03:39 - How to wire a contactor 03:43 - 1) Coil terminals 04:53 - 2) Contacts terminals 05:55 - 3) Auxiliary contact terminals 06:10 - How does a feedback contact work? 07:08 - How to wire a contactor to the PLC and motor ============================= In this video, we will explain what a contactor is, how they work, how to wire a contactor, and the difference between a contactor and a relay. A contactor is a device that is for making and breaking an electrical power circuit. For example, we usually use a contactor for turning on and off an electrical motor. Why do we need to use a contactor? Can't we connect the motor directly to the PLC? Well, the short answer is no. Because you don't want to connect a high voltage electric motor to your shiny expensive PLC directly. This will damage the PLC cards if there are any electric surges on the motor's side. We use a contactor to connect the PLC to the motor indirectly and safely. All contactors have a low voltage coil. We connect the PLC output to this coil. This coil usually works with a 24-volt DC signal. Once the coil is energized, an electromagnetic field will be created. This electromagnetic field then causes the contacts to be closed and that's how the 3-phase power will reach the motor and can turn it on. So, there is no electrical connection between the coil and the contacts. In the normal state and when the coil is not energized, the contacts are open and when a 24-volt DC signal is sent from the PLC, the coil will be energized, the contacts will close and the motor turns on. A relay works the same way as a contactor. That means a relay also has a coil and some contact. When the coil is energized, the contacts will close. But here is the difference... a relay is usually used for smaller devices with lower current and voltage rates. A contactor, however, is used for bigger devices with higher current and voltage rates. Let’s talk about the wire terminals on the contactors. 1) On the front of the contactor, we see two wire terminals of A1 and A2. This is where we can connect a 24-volt DC power to the coil to energize it. The coil may work with different voltages such as 12-volt DC, 24-volt DC, or maybe 220-volt DC. Depending on the type of the contactor, the coil can also work with a 24, 120, or 220-volt AC power. 2) On the other side of the contactor, we have six other wire terminals. The wire terminals on the top are labeled from left to right with L1, L2, and L3. The wire terminals on the bottom are labeled from left to right with T1, T2, and T3. The L1, L2, and L3 terminals are where the power wires connect to the contactor. The T1, T2, and T3 terminals are where the device wires connect to the contactor. 3) We have another set of wire terminals on the front end labeled as NO or normally open. This is a simple normally open contact referred to as an auxiliary contact or a feedback contact. This contact is used to send a signal to the PLC input about the contactor's health. When the coil is energized and the three main contacts are closed, the feedback contact will be closed as well and send a signal to the PLC input. We have discussed this more in our level 2 PLC programming course and there is a sample PLC program that shows why we always need to use a feedback contact and how to use that contact in the PLC program to get notified when the contactor is broken: https://bit.ly/36P7cbd You also need a start and stop switch to be connected to the PLC input. - When you press the start switch, the coil will be energized, the contacts will be closed and the motor will be turned on. - When you press the stop switch, the coil will be de-energized, the contact will open and the motor will turn off. ============================= Missed our most recent videos? Watch them here: https://realpars.com/capacitive-sensor https://realpars.com/photoelectric-sensor-wiring https://realpars.com/inductive-sensor ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/3Q3o3 ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #Contactor #PLC

o4_6yu-GIDU | 14 Jul 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ You can read the full post here https://realpars.com/capacitive-sensor ============================= ⌚Timestamps: 00:00 - Intro 01:11 - Types of materials 01:46 - Main parts 02:57 - Connection 03:55 - Output signal 04:27 - Mounting 04:54 - Setting up 05:55 - Applications ============================= In this video, we will explain what a capacitive proximity sensor is and how they work. We will also talk about some of the different types of materials these sensors can detect, explain the main parts of these sensors, talk about some of the different types of capacitive proximity sensors, and we will give some examples of how these sensors are used with automation. A capacitive sensor is an electronic device that can detect solid or liquid targets without physical contact. To detect these targets, capacitive sensors emit an electrical field from the sensing end of the sensor. Any target that can disrupt this electrical field can be detected by a capacitive sensor. Some examples of the solid materials a capacitive sensor can detect are all types of metal, all types of plastic, wood, paper, glass, and cloth. Capacitive sensors can also detect liquids like water, oil, and paint. Capacitive sensors have four main parts, the sensor’s body, the sensing face, the indicator light, and the cable or cable connection end. 1) Inside the sensor’s body is where the circuitry is that makes the sensor work. 2) The sensing face is the part of the sensor that is used to detect the targets. 3) The indicator light is on the other end of the sensor from the sensing face. This light turns on when a target is within the sensors sensing range and turns off when the target is out of sensing range. The sensing range of a capacitive sensor is the maximum distance a target can be detected from the sensor sensing face. 4) These sensors can be purchased with a cable already attached to them or they can have a connector that the cable screws into. In this cable, you will find four wires. The colors of these wires are brown, blue, black, and white. 1) The brown wire gets connected to twenty-four volts DC positive. 2) The blue wire gets connected to twenty-four volts DC negative. 3) The black and white wires are the sensor output wires. The black wire is the sensor’s normally open output wire. The sensor will send out a signal on the black wire when it detects the target. The sensor stops sending this signal when it does not detect a target. 4) The white wire is the sensor’s normally closed output wire. The sensor will send out a signal on the white wire when it does not detect a target. The sensor stops sending this signal when the target is detected. A capacitive sensor’s outputs can be a positive signal (PNP) or a negative signal (NPN). Depending on how the sensor outputs will be connected will determine what style of sensor outputs are needed. If the capacitive sensor has an adjustable sensing range it will have an adjustment screw. Turning the screw clockwise increases the sensitivity of the sensor and turning the screw counterclockwise decreases the sensitivity of the sensor. Some styles of capacitive sensors can be mounted by just bolting them into place. Other styles of capacitive sensors can be mounted by drilling and tapping a hole the same size as the sensor and sometimes using a bracket to mount the sensor is the best solution. We will explain how to set up a capacitive sensor to detect water in a nonmetallic container. When we put the empty drinking glass next to the sensor, the sensor’s indicator light turns on. This means the sensitivity of the sensor is set to high and will need to be adjusted. To adjust the sensitivity of the sensor, turn the sensitivity adjustment screw counterclockwise until the indicator light turns off. We will fill the drinking glass with water up to the sensor. Notice the indicator light turns on. Capacitive sensors can be used in many ways. They can be used for part detection on workstations, conveyors, and robots. They can also be used for counting and checking liquid levels. ============================= Missed our most recent videos? Watch them here: https://realpars.com/photoelectric-sensor-wiring https://realpars.com/inductive-sensor https://realpars.com/photoelectric-sensor ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/21vpw ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #Capacitive #Sensor

g3utygIYy0E | 06 Jul 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ You can read the full post here https://realpars.com/photoelectric-sensor-wiring ============================= ⌚Timestamps: 00:00 - Intro 00:18 - Mounting 01:17 - Wiring 02:42 - 1) Through-Beam 03:22 - 2) Retroreflective 03:51 - 3) Diffused 04:43 - troubleshooting ============================= In this video, we will be talking about the wiring and setup of the 24-volt DC Through-Beam, Retroreflective, and Diffused photoelectric sensors. These are the three basic types of photoelectric sensors and they come in many different shapes and sizes. Some of the larger photoelectric sensors have holes in the sensor body that can be used to mount the sensor and some of the smaller photoelectric sensors require some type of bracket to hold them in place. You can buy premade brackets to mount these sensors and these brackets can be adjustable or non-adjustable. A belt conveyor transporting an empty box will be used to explain how to set up each sensor. On this conveyor, the sensor will trigger the Motor Starter to start or stop the motor. We will also talk about troubleshooting these photoelectric sensors. 1) Through-Beam sensors have two separate devices, one is called the emitter and the other is called the receiver. The emitter is what sends the light out and the receiver is what catches the light. Both of these sensor devices will need to be connected to 24-volt DC power. The receiver will also be connected to the 24-volt DC Motor Starter coil. To be safe, make sure the power is turned off before connecting any wires. To connect the emitter of the Through-Beam sensor to 24-volt DC power, connect the brown wire to 24-volt DC positive, the blue wire to 24-volt DC negative, and the black wire to the 24-volt DC Motor Starter coil. We will use a premade adjustable bracket to make mounting and aiming of the sensors easier. With the Through-Beam sensor, use a straight edge to line up and mount the emitter and receiver, so they are straight across the conveyor belt from each other. Adjust the sensor if needed and tighten everything down to lock the sensor in place. To check alignment, block and unblock the sensor with your hand to make sure the sensor indicator light turns on and off. 2) Retroreflective sensor needs a reflector to work. Use a straight edge to line up and mount the sensor and the reflector, so they are straight across the conveyor belt from each other. To check alignment, block and unblock the sensor with your hand to make sure the sensor indicator light turns on and off. 3) To mount the Diffused photoelectric sensor put the empty box on the conveyor where you want it to stop. Mount the sensor at the front edge of the box, adjust and tighten everything down. Diffused sensors have a sensitivity adjustment screw. If the sensitivity is set too high the sensor might stay on all the time. If the sensitivity is set to low it might not turn on. To set the sensitivity for this belt conveyor, put the box in front of the sensor in the middle of the conveyor belt. Adjust the sensitivity until the sensor indicator light just turns on with the box in this position. To test out these sensors we will place an empty box on the conveyor belt and start the conveyor. If the photoelectric sensor is set up correctly the box will travel to the sensor, and then shut down the conveyor motor when it blocks the sensor. If the conveyor does not start, the sensor might need to be adjusted or it might be dirty. Clean the lens of the sensor and check the alignment by blocking the sensor and watching the sensor indicator light to see if it turns off and on. If the conveyor still does not start, look at the Motor Starter and block the sensor again. If the sensor is working correctly, you should be able to hear the Motor Starter contacts close. If the motor only runs when the sensor is blocked, it is probably in dark-on mode. Flip the mode switch to light-on mode to correct this issue. If the conveyor motor stays running, the sensor might be misaligned and in dark-on mode, the sensor or the sensor cable might be bad and will need to be replaced. ============================= Missed our most recent videos? Watch them here: https://realpars.com/inductive-sensor https://realpars.com/photoelectric-sensor https://realpars.com/plc-counter ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/7pB1M ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #Photoelectric #Sensor

TEOCHrnotrk | 30 Jun 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ You can read the full post here https://realpars.com/inductive-sensor ============================= ⌚Timestamps: 00:00 - Intro 00:59 - Sensing range 03:24 - Parts 04:11 - Working principle 04:28 - Types 04:56 - Advantages 05:25 - Mounting 06:59 - Applications ============================= In this video, we will explain what an inductive sensor is, how an inductive sensor works, some of the different types of inductive sensors, and we will also talk about some of the ways these sensors are used in automation. An inductive sensor is an electronic device that can detect ferrous metal targets without physical contact. Inductive sensors will also detect non-ferrous metal targets. But using non-ferrous metal targets decreases an inductive sensor's sensing range. The sensing range of an inductive sensor is the distance from the sensor’s face to the maximum distance the sensor can detect a metal target. The sensing distance can be found on the sensor's datasheet. The datasheet will also show some correction factors when you want to detect a non-ferrous metal. Brass, aluminum, and copper are examples of non-ferrous metals. If the object is a non-ferrous metal, meaning it does not have a significant amount of iron within it, you need to consider a simple correction factor when defining the sensing distance. The four major external parts of an inductive sensor are the body of the sensor, the sensor’s face, the indicator light, and the cable end or cable connector end. Inside the sensor’s body is where the circuitry that makes the sensor work is located. The face is the part of the sensor that detects the targets. The indicator light turns on when the target is within the sensors sensing range. The sensor’s cable has three different colored wires in it, brown, blue, and black. These sensors are available with a cable that is already attached or they can have a connector that the cable screws on to. How inductive sensors work is the sensor creates an electromagnetic field that emits from the sensor’s face. Putting a metal target near the sensor’s face will disrupt the electromagnetic field, causing the sensor’s output and indicator light to turn on. Inductive sensors are available in a lot of different configurations. They can be AC or DC, shielded or unshielded, normally open or normally closed, NPN or PNP just to name a few. They also make inductive sensors for hazardous, high-temperature, and washdown locations. For washdown locations, we need to use a shielded inductive sensor. Inductive sensors are solid-state and do not have any moving parts. This makes them very reliable because they usually only need to be replaced when they get physically damaged. Things like dirt, sawdust, oil, and grease will not affect how inductive sensors detect targets. Depending on the type, some of these sensors can be mounted by just bolting them in place or drilling and tapping a hole that is the same size and thread as the sensor. To connect the sensor to the tester, connect the brown wire to the sensor voltage + terminal, connect the blue wire to the sensor voltage - terminal, and connect the black wire to the sensor outputs #1 or #2 terminal. When we move the bolt into the inductive sensors sensing range, the indicator light turns on and stays on. When we move the bolt away from the sensor, the indicator light turns off. If this sensor’s output was normally closed, the indicator light would be turned off when the bolt is at the sensor and the light would be turned on when the bolt is away from the sensor. Inductive sensors can be used to detect part in place at workstations, at conveyor stops, and even at robots. They can be used to detect if an air cylinder is extended or retracted and if a pallet stop or chain transfer is raised or lowered. Inductive sensors can be used to detect if a pallet is centered on a turntable before it starts to rotate. Let’s say this turntable is rotated by a motor with a gearbox and the motor is controlled by a VFD. Inductive sensors can be used to tell the VFD when to slow down and stop. ============================= Missed our most recent videos? Watch them here: https://realpars.com/photoelectric-sensor https://realpars.com/plc-counter https://realpars.com/factory-acceptance-test ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/ld5fj ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #inductivesensor #Sensor

l1rjErRvbgw | 21 Jun 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/photoelectric-sensor ============================= ⌚Timestamps: 00:00 - Intro 00:27 - Applications 01:08 - Working principle 01:22 - Types of photoelectric sensors 01:38 - 1) Through-beam 04:16 - 2) Retroreflective 05:36 - 3) Diffused ============================= In this video, we will be talking about the three main types of Photoelectric Sensors: Through-Beam, Retroreflective, and Diffused. A Photoelectric Sensor is a device that uses light to detect the presence or absence of an object. Photoelectric Sensors can be used in many different ways and industries. They can be used to detect objects or the orientation of an object on a production line, they can be used to count, and they can also be used to stop an automatic closing door. Photoelectric Sensors are used in the automotive, food, transportation, and material handling industries to name a few. They can be used to detect most materials like metal, plastic, and wood. They can even detect clear items like glass, plastic, and liquids depending on what type of sensor it is. The basic operation of a Photoelectric Sensor is, the sensor sends out a light beam from the part of the sensor called the emitter, and this light beam travels to the part of the sensor that collects the light called the receiver. 1) Through-Beam sensors have the emitter and the receiver in their own separate component. The emitter and receiver have to be pointed at each other and be aligned. When nothing is blocking the light, the output of the sensor will be on. If you put something between the emitter and receiver to block the light, the output of the sensor will turn off. The sensor’s output is the signal from the sensor to the PLC. Depending on the sensor, the output can be a positive signal or a negative signal. - If the sensor is PNP, meaning it has a positive output signal, the sensor’s output wire will have to be connected to a sinking input card. - If the sensor is NPN the output signal is negative and the output wire will need to be connected to a sourcing input card. Some Photoelectric Sensors have a light-on, dark-on mode selector switch. With this switch, you can change when the sensor’s output turns on and off. - In light-on mode, the sensor’s output will be on when the light can reach the receiver, and off when the light is blocked and is not reaching the receiver. - In the dark-on mode, the sensor’s output will be on when the light is being blocked and not reaching the receiver, and off when the light is reaching the receiver. Through-Beam Photoelectric sensors have a longer detection range than Retroreflective and Diffused Photoelectric Sensors. This is because the light only has to travel in one direction to get from the emitter to the receiver. Some disadvantages of using a Through-Beam sensor compared to using a Retroreflective or Diffused sensor are they cost a little more, require more room to mount correctly, and do not detect thin clear objects well. 2)Retroreflective Photoelectric Sensors have the emitter and receiver together in the same component. The sensor’s emitter needs to be pointed at a reflector and aligned, so the light travels from the sensor’s emitter to the reflector and then bounces back to the sensor’s receiver. Some disadvantages of using a Retroreflective sensor are you have to install the sensor with a reflector, if the object is shiny, it might turn on the sensor’s output instead of the reflector. 3) Diffused Photoelectric Sensors have the emitter and receiver together in the same component. For the Diffused sensor to work, the sensor’s emitter needs to be pointed at an object so the light travels from the sensor’s emitter to the object and then bounces back to the sensor’s receiver. ============================= If you would like more information on sinking, sourcing, PNP, and NPN check out this video: https://realpars.com/sinking-and-sourcing/ ============================= Missed our most recent videos? Watch them here: https://realpars.com/plc-counter https://realpars.com/factory-acceptance-test https://realpars.com/pressure-switch ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/E61Cc ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #Photoelectric #Sensor

euFbTdFvAiI | 15 Jun 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/plc-counter ============================= ⌚Timestamps: 00:00 - Intro 00:42 - Types of PLC counters 00:49 - PLC counter values 01:50 - Count-up counter 04:15 - Counter reset 05:00 - Count-down counter 06:39 - Counter negative direction 07:19 - Counter overflow 08:10 - Counter underflow 08:25 - Maximum accumulated value ============================= In this video, I will be talking about PLC counters. I will explain what PLC counters are, how they work, the different types of counters, and give some examples of how they are used. PLC counters are internal PLC instructions that can be used to count input or output signals in the PLC program. These counters operate like relay counters but you cannot hold a PLC counter in your hand and they do not need to be connected to wires to operate. There are two main types of PLC counters, the count-up counter, and the count-down counter. For the counter-up counters, we have a counter file name, a counter preset value, a counter accumulated value, a counter count-up bit, and a counter done bit. For the counter-down counters, we have the same bits and values. The only thing that is different is the counter-down bit on the output. We have this as the counter-up bit for the counter-up counter. There are also two internal memory bits of counter overflow and counter underflow which we'll discuss later in this video. The counter file name is a PLC tag. This tag is where you can find the counters preset and accumulated values and the counters count-up, count-down, done, overflow, and underflow bits. Some PLCs create the counter file name for you, and other PLCs have you create the counter file name. For all of my PLC counter examples, I will be using Studio 5000, which is the PLC programming software for Allen Bradley ControlLogix PLCs. But the things that you will learn here in these examples, can be applied to any other PLC software. Because the overall counter functions are similar to any other PLC brand. For all of my counter examples, I will use the counter file name Counter1. I will also use a momentary push-button to trigger the counters. I will start by adding a count-up counter instruction to a PLC program rung. I will also add the momentary push-button input to this rung to trigger the counter. Every time I push the button, the count-up bit turns on, and the accumulated value increases by one. If I continue to push and release the button, the count-up bit will still turn on while the button is pushed, the done bit will stay on, and the accumulated value will still increase. To reset the counter back to zero and turn off the done bit, I will have to add a counter reset bit to the PLC program and add another momentary push-button input to trigger the reset bit. I will add a count-down counter to my PLC program and another momentary push-button input to trigger this counter. If I keep pushing and releasing the count-down button after the accumulated value reaches zero, it will start to count in the negative direction. The overflow bit is used on count-up counters and the underflow bit is used on count-down counters. When a count-up counter is at its maximum accumulated value and then gets triggered to count up, the overflow bit will turn on. When a count-down counter is at its maximum negative accumulated value and then gets triggered to count down, the underflow bit will turn on. The numbers that some of these counters will have to reach for the overflow or the underflow bits to turn on are very large. For example, I am using a ControlLogix PLC for my counter examples. The counters in ControlLogix PLCs have a maximum positive accumulated value of more than two billion and they have a maximum negative accumulated value greater than minus two billion. The minimum and maximum number values are not the same for all PLC brands. So double-check the minimum and maximum preset values of your PLCs counters before adding one to your program. ============================= Missed our most recent videos? Watch them here: https://realpars.com/factory-acceptance-test https://realpars.com/pressure-switch https://realpars.com/plc-timer ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/odc4L ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #PLCprogramming #Industry

bk26PhTtfl4 | 07 Jun 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/factory-acceptance-test ============================= ⌚Timestamps: 00:00 - Intro 00:37 - Step 5) Test the PLC analog inputs 01:22 - Signal simulator 01:49 - PLC card manual 04:22 - Step 6) Test the PLC analog outputs ============================= In the previous video, you learned how you can test your PLC digital input and output. In this final video, you’ll learn how you can easily test your PLC analog inputs and outputs. Step 5) Test the PLC analog inputs As for the next step you need to test the analog inputs. To do this, you simply need to know the type of input signal that will be connected to your PLC analog input. Typical input analog devices are transmitters, RTDs, and thermocouples, each providing different signals to the PLC. Transmitters typically send a 4-20mA signal, RTDs produce a variable resistance, and Thermocouples produce a very small millivolt signal. To test the analog input card and wiring in your control panel, you need two things: 1. A signal simulator 2. The wiring diagram of the control panel Simulators are capable of giving you signals that are produced by transmitters, RTDs, and Thermocouples. For example, let’s say that our analog input card will receive 4-20 mA input signals from transmitters installed in the field. To test this input we first need to know how the transmitters are connected to the card. This is what you should already have on your wiring diagram. The other way to check the wiring diagram for your card is the manual. For example, this is the wiring diagram for the analog input card that I have installed in my control panel. All you need to know here is that if you want to wire a 2-wire transmitter to this card you simply need to connect the positive to terminal number 1 and the negative to the next terminal. The wiring is the same for the rest of the 2-wire transmitters. Assuming that other ends of these terminals here are connected to terminals number 1 and 2, to test this input I can put the signal simulator on the 4-20mA current mode and then connect it to the other end of these terminals. By doing this, I am simulating a 2-wire transmitter connected to my analog input card. Now I can play with the simulator, change the input values and observe the changes on the output based on the PLC logic. For example, let’s say that this is a pressure transmitter that is used to measure the oil pressure in the system. Based on the PLC logic, if the oil pressure goes under a certain level the oil pump needs to turn on. To test this I can change the current and look at the HMI installed on the panel to see if the indicator for the oil pump turns on. If the pump turns on it means that everything works fine for this input and the logic. If the oil pump does not turn on, I need to look into the wiring or my PLC logic. Now you may ask, what If I don’t have an HMI installed with my panel? How can I see the change in the output? To check if the pump turns on in the output, you just need to know to which digital output the pump will be connected to and then you can see if the relay or the contactor will be energized as you change the input current. Step 6) Test the PLC analog outputs Ok, the last step is to test the analog output card. The testing process here is pretty similar to what we did for the digital output card. For each analog output we can simulate a signal in the input and then check if the analog output changes based on what we expect in the PLC logic. An analog output signal could be either voltage or current. We can measure this using a simple digital multimeter as well. Most of the signal simulators can also be used to perform measurement functions similar to a digital multimeter. ============================= To learn more, you might want to review these videos: How to Wire Sensors to a PLC - Part 1 https://youtu.be/qeBAz_XXUWs How to Wire Sensors to a PLC - Part 2 https://youtu.be/4EQtCSrKjLs ============================= Missed our most recent videos? Watch them here: https://realpars.com/pressure-switch https://realpars.com/plc-timer https://realpars.com/factory-acceptance-test ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/f5y0v ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #FAT #PLC

0Blh4y3jLqI | 02 Jun 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= A few months ago we created a blog entry at realpars.com and a video on YouTube featuring Siemens low-cost PLC Starter Kits (https://realpars.com/low-cost-plc/). Since then we have had quite a response to these posts and have received several requests to create a video to show how to connect and use these popular Starter Kits. Well, we heard you. We are creating a short YouTube video series on how to connect the hardware components for these Starter Kits, install the TIA Portal software and create and download a simple test program. This is the Starter Kit I will build with an S71212C CPU, TIA Portal Basic software with a perpetual license, a digital input simulator card, and a KTP400 basic HMI terminal with touchscreen and it all comes with a great case called the Systainer in order to store all these components. I will take the mystery out of connecting these items together and show you how to set up the Starter Kit easily and safely. These Starter Kits are a perfect companion to our lessons at https://realpars.com/ and feature the same hardware you will find in field installations. I hope you will view these new videos when they are released and consider purchasing a Starter Kit to kick-start your PLC programming career. ============================= Missed our most recent videos? Watch them here: https://realpars.com/pressure-switch https://realpars.com/plc-timer https://realpars.com/factory-acceptance-test ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #PLC_Starter_Kit #Siemens

1VdSxSRhadM | 31 May 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/pressure-switch ============================= ⌚Timestamps: 00:00 - Intro 01:19 - What is a pressure switch? 02:11 - Pressure switch vs pressure transmitter 02:44 - Pressure switch types 04:30 - Pressure switch symbols 05:41 - Pressure switches in action 06:06 - Deadband ============================= In this video, we’re going to talk about different types of pressure switches and how they operate. Depending on who you talk to, pressure switches fall under the Pressure Sensor category. Some people will tell you that a Pressure Sensor is a device for pressure measurement of gases or liquids. Included in this Pressure Sensor category along with pressure switches are pressure transducers, pressure transmitters, and pressure senders, among other names. This can be a bit confusing because in the world of instrumentation and process control we define a Sensor as a device that detects changes in physical, electrical, or chemical properties and produces an electrical output in response to that change. And just to add even more confusion, the terms pressure sensor, pressure transducer, and pressure transmitter are unfortunately used interchangeably in the industrial world. A Pressure switch is a two-part device consisting of a sensing transducer and an electrical switch. The electrical switch opens and closes at a specific pressure often referred to as the Setpoint. Depending on the switch and the vendor, the switching pressure setpoint may be fixed or adjustable. A transducer is a device that converts one form of energy to another. So, the transducer part of the pressure switch is the piece that comes in contact with the process under test. Then somehow, the transducer has to operate the electrical switch. Vendors produce pressure switches using different types of transducers and different types of switches. A pressure transmitter has a transducer just like a pressure switch. That’s where the similarity ends. The output of a Pressure Transmitter is an analog electrical voltage or a current signal representing 0 to 100% of the pressure range sensed by the transducer. There are two different types of pressure switches: electromechanical and solid-state. Electromechanical pressure switches all have traditional-style mechanical switches with moving parts. There are a variety of different types of transducers that are used to mechanically operate the switch such as Diaphragm and Bourdon type. – Diaphragm switches use a metal diaphragm to operate the switch. – Bourdon tube switches use a bourdon tube to operate the switch. Solid-state pressure switches have no moving parts. Electrical switching is accomplished by operating a semiconductor device such as a bipolar junction transistor or a Field Effect transistor. A typical transducer used on a solid-state pressure switch is a strain gauge Wheatstone Bridge. The term Electronic Pressure Switch is slowly replacing the term Solid-State Pressure Switch. The Electronic Pressure Switch is solid-state but much more versatile. It offers options such as Programmable functions, LED displays, multiple and adjustable output switch configurations such as normally open, normally closed, or both. As with other electrical devices, there are several different symbols used on schematics to represent pressure switches. All pressure switches on a schematic diagram will be shown in their De-energized condition, or in other words, the condition they would be in sitting on a shelf. Deadband is the difference between the setpoint and the point where the switch re-actuates. ============================= If you want to learn more, you might want to review two of our other articles: What is a Pressure Sensor? https://realpars.com/pressure-sensor Pressure Transmitter Explained | Working Principle https://realpars.com/pressure-transmitter ============================= Missed our most recent videos? Watch them here: https://realpars.com/plc-timer https://realpars.com/factory-acceptance-test https://realpars.com/hmi-display ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #Pressure_Switch #industry

BHbOXDt5O3o | 24 May 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/plc-timer ============================= ⌚Timestamps: 00:00 - Intro 00:40 - Types of PLC timers 00:49 - PLC timer values 02:30 - PLC timer examples 02:53 - On-delay timer 05:24 - Off-delay timer 07:15 - Retentive on-delay timer ============================= In this video, we will be talking about PLC timers. We will explain what PLC timers are, how they work, the different types of timers, and give some examples of how they are used. PLC timers are internal PLC instructions that can be used to delay input and output signals in the PLC program. These timers operate like relay timers but you cannot hold a PLC timer in your hand and they do not need to be connected to wires to operate. There are three main types of PLC timers: – the on-delay timer, – the off-delay timer, – the retentive on-delay timer. All of these PLC timers have a timer file name, a preset value, an accumulated value, a timer enabled bit, a timer timing bit, and a timer done bit. - The timer file name is a PLC tag. This tag is where you can find the timer’s preset and accumulated values and the timer enabled, timing, and done bits. Some PLCs create the timer file name for you and other PLCs have you create the timer file name. For all of my timer examples, I will use the timer file name Timer1. I will also use a selector switch to enable and disable the timers. - The timer preset value is the number that shows the delay length of the timer. This number can be changed by just typing it in or you can have the PLC write a number into this value. This number does not change during the timer’s normal operation. - The timer accumulated value is the number that shows how long the timer has been timing. The timer accumulated value does not function the same on all of these timers. - The timer enabled bit will be on when the timer is enabled. - The timer timing bit will be on when the timer is timing. - The timer done bit does not function the same on all of these timers. I will be using Studio 5000, which is the PLC programming software for Allen-Bradley ControlLogix PLCs. But the things you will learn here in these examples can be applied to any other PLC software. Because the overall timer functions are pretty much the same for any other PLC brand. Let’s start by placing a new on-delay timer instruction on a PLC rung with a selector switch input. Type the timer file name Timer1. Next, enter the timer preset so that it equals ten seconds. Not all PLC timers use the same time base, some have time bases that cannot be changed while others will give you multiple time base options. I will discuss what happens to the PLC on-delay timer, off-delay timer, and retentive on-delay timer when the selector switch gets turned on and off. Setting up an off-delay timer is the same as an on-delay timer. Retentive on-delay timers are a lot like on-delay timers. The only major difference with retentive on-delay timers is how the timer accumulated value acts when you turn the selector switch on and off and that it needs a reset bit. Timer applications: 1) On-delay timer On-delay timers are used a lot in PLC programs and in many different ways. For example, an on-delay timer can be used on a conveyor’s start button. The timer could be set up so that the start button would need to be pushed and held for five seconds before the conveyor would start. Another on-delay timer could also be set up to sound a conveyor start-up warning horn and light. 2) Off-delay timer Off-delay timers are used when you need something to stay running longer than everything else. For example, cooling fans and pumps might continue to run after a machine pauses from doing work. 3) Retentive on-delay timer Retentive on-delay timers can be used to track the runtime of equipment. They can be set up to trigger an indicator light to let someone know the equipment has run long enough and requires maintenance to inspect and clean it. ============================= Missed our most recent videos? Watch them here: https://realpars.com/factory-acceptance-test https://realpars.com/hmi-display https://realpars.com/electrical-grounding ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/vced7 ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #PLCTimer #PLCProgramming

mfMEZ1Z6hIs | 17 May 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/factory-acceptance-test ============================= ⌚Timestamps: 00:00 - Intro 01:29 - Simulated signals 01:59 - Step 3) Test the PLC digital inputs 03:31 - Passive and active devices 04:25 - Step 4) Test the PLC digital outputs ============================= When performing a FAT for a control cabinet that includes a PLC, one of the most important things to test is the PLC inputs and outputs. Depending on your application, you may have different input and output cards for your PLC. To do a FAT you need to test each of the PLC inputs and outputs one by one and make sure everything works properly based on the PLC logic. But you may ask “how can I do this while the control cabinet is still not installed on the site and there are no actual sensors or actuators connected to it?” The answer to this question is simulated signals. You need to use simulated signals to perform your Factory Acceptance Test. Step 3) Let’s start with the digital inputs first. The PLC digital inputs are connected to the upside of DI terminals. The other side of the terminals will be connected to the switches and sensors once we take the cabinet to the site. But since we have some switches on the control cabinet door such as a mute buzzer, ESD Reset, and Emergency Stop, we have already wired these input devices to the other side of the terminals and we already have them connected to the relevant PLC digital inputs. Let’s start our test with these switches first. We’ll start with the mute buzzer input. Let’s say that this push button is connected to the first digital input of the PLC. To test this input, all you need to do is to press the push button and see if the LED light for the first digital input on the card turns on. If the LED does not turn on when you press the push button, it means that there is something wrong with the wiring. In this case, you need to take the panel wiring diagram and follow the wiring on the panel and fix the issue. Moving on to test the rest of the PLC digital inputs, if the device that will be connected to the digital input is passive, like a simple switch, you can simulate the signal by connecting a piece of wire to the terminal blocks. However, if the device is active, you need to look at the wiring diagram and find the best way to simulate the signal coming from that active device. In most cases, you can make use of a simulator. A simulator is a device that can accurately reproduce a sensor output. Step 4) After you’re done with testing the digital inputs, you can move on to testing the digital outputs. The digital output card that we have sends a 24-volt signal to various devices connected to individual output terminals. A digital output could be connected directly to an output device like a buzzer or a relay that could operate an actuator like a motor. To test each output we just need to give the PLC an input signal and see if the digital outputs change as expected based on the PLC program. The first digital output that we have here is connected to a motor via a contactor. The PLC program logic, says when the level switch 1 and level switch 2 are both active, we need to have the motor connected to this output turned on. To test the output, all you need to do is to activate the inputs using simulated signals and see if the contactor on the output will be energized. If the contactor is energized, it means all the wiring and the PLC logic works perfectly fine for this output. If not, you need to review your wiring using the wiring diagram. You can do the same to test the rest of the PLC digital outputs. ============================= To learn more, you might want to review our other articles: What is an Instrument Calibrator? https://realpars.com/instrument-calibrator How to Follow an Electrical Panel Wiring Diagram https://realpars.com/panel-wiring-diagram ============================= Missed our most recent videos? Watch them here: https://realpars.com/hmi-display https://realpars.com/electrical-grounding https://realpars.com/isa100-wireless-applications ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/m0P55 ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #FAT #PLC

BwtoZUux1a8 | 10 May 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/hmi-display ============================= ⌚Timestamps: 00:00 - Intro 00:34 - High-Performance HMI hierarchy 01:17 - Level 1 02:09 - Level 2 02:56 - Layout and P&ID 03:22 - Level 3 04:20 - Level 4 04:53 - Pop-up display ============================= Welcome back to our series of What is High-Performance HMI? In this installment of the series, we are going to talk about the detailed design of a High-Performance HMI. A well-designed High-Performance HMI will generally consist of four display hierarchies: - Level 1, Process area Overview; - Level 2, Process Unit Control; - Level 3, Process Unit Detail; - Level 4, Process Unit Support. Each display will generate more detail and zoom in on the process. The philosophy behind the display levels is to give the operator the information that they are looking for without having data all over one or two different screens. 1) Your project will start with the Level 1 Display, and its primary purpose is to give the operators the broadest view or the big picture view of the plant or facility. A well-designed Level 1 display will give clear information of the current state of the process along with Key Performance Indicators such as production levels, process efficiency, and safety items. Most times, Level 1 displays will not have many graphics but will be more information-based and give the operator easy navigation to Level 2 displays. It will also give the indication of major upstream and downstream processes and finally will provide visual indications of abnormal situations and alarms. 2) Level 2 displays should include the information and controls that are required to perform most tasks on the particular process that was called from Level 1. Accessing Level 2 from Level 1 is a one-click operation. The purpose of Level 2 is to provide a clear picture of the systems in the process selected from Level 1. Once in Level 2, the operator now has the ability to operate process equipment such as pumps, valves, and compressors. While it is important to follow the physical layout of the facility and the P&ID, Level 2 screens should not look like a copy of the P&ID. 3) Moving on to a Level 3 display will provide detailed views and information from the Level 2 compressor display such as runtime, faults, alarms, commanded speed, and speed feedback. It could also include a custom trend showing process values such as pressure or flow. A Level 3 display will also include detailed diagnostic displays and interlocks. Detailed Level 3 displays are intended for advanced control and troubleshooting, items that are not available on Level 1 or Level 2. Many Level 3 displays may be accessible from a Level 2 display. 4) Level 4 Displays are obviously going to provide the greatest detail of sensors, subsystems, and individual components. In some cases, a Level 4 Display will provide information on PLC processor performance and the health of Input and Output channels. This display is meant for extensive and advanced troubleshooting, interlock programming, and process setpoint adjustments. You will also be able to view operating procedures, alarm response instructions, and abnormal situation response guidance. When possible, use a pop-up by utilizing a right mouse click on the alarm to provide a highly detailed and information-driven display that will give the operator clear instructions on the alarm and how to effectively troubleshoot it. Some of the graphics and the HMI screens used in this video are from the High-Performance HMI handbook which is a great reference if you want to dig deeper into this topic: https://bit.ly/3bdWzkM ============================= What is High-Performance HMI? https://realpars.com/high-performance-hmi High-Performance HMI Design Basics https://realpars.com/hmi-design Development of High-Performance HMI Philosophy https://realpars.com/hmi-philosophy ============================= Missed our most recent videos? Watch them here: https://realpars.com/electrical-grounding https://realpars.com/isa100-wireless-applications ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/99aMd ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #HMI #PLC

YO-Dnk6ZKrI | 03 May 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/electrical-grounding ============================= ⌚Timestamps: 00:00 - Intro 00:49 - Why do we a Ground? 01:23 - Earth Ground 02:07 - Graphical Symbol 02:32 - Common Ground 02:58 - 1) Typical example - electronic schematic 04:17 - 2) Typical example - Industrial schematic drawings 04:35 - Ground loops ============================= In this video, we’re going to discuss the commonly used, but often misunderstood term, Ground. There are lots of different names for Ground… There’s Earth, Earth Ground, Neutral, Common Ground, Analog Ground, Digital Ground, and Instrument Ground… just to name a few. And then you have terms like Ground Loops… Quite often, Ground means different things to different people. For example, Ground to an electrician might mean something different than Ground to electronic engineers. There are lots of reasons for grounding. Proper grounding is a critical safety measure in all electrical systems and installations. We ground the exposed part of electrical equipment so that internal wiring failures don’t raise the voltage potential of these exposed parts to dangerous levels. Let’s look at some of the different perceptions of the ground. It’s probably safe to say that Earth and Earth Ground are the same things. Earth ground is the reference point in an electrical circuit that is a direct and physical connection to the earth. Earth Ground is the ground that you walk on. Earth Ground is true zero volts. It is the true zero reference for any and every electricity discussion. You don’t have to go far to see evidence of earth ground. You might be able to spot a copper rod in the ground with a heavy wire attached to it. This Earth Ground wire runs to your power panel and ultimately connects to all the Ground terminals of every receptacle in your house. Notice that we’ve used an electrical symbol for Earth Ground. The symbols used to indicate ground terminals are found in the International Electrotechnical Commission document IEC 60417 Graphical Symbols for Use on Equipment. Symbol 5017 is the symbol for Earth Ground. Every electrical circuit needs to be complete for the current to flow. In many applications, the common ground becomes the return path. For example, your car chassis is a common ground for the return current to the battery’s negative terminal. Sometimes you’ll see the Earth Ground symbol used incorrectly on electronic schematics. The intention is to symbolize a Common Ground and it may not be connected to Earth Ground. If ground points are not connected to Earth Ground but are connected to a Common Ground, it would be more appropriate to use the symbol IEC 60417 5020. This symbol suggests the points are connected to a frame or chassis terminal. This brings up an interesting question… Are all the components at the common ground potential connected at one point on the frame or chassis, or are they connected to the chassis at multiple locations? Unfortunately, the schematic does not provide that answer. The schematic does not provide any clue as to physical connections. Industrial schematic drawings will indicate ground points and often provide more detail but physical connection points are still a mystery. This brings us to a term called Ground Loops. A Ground Loop is an unwanted electrical current path that can cause havoc in equipment or process control systems by introducing unwanted electrical noise. These undesired Ground Loops are created when two supposedly connected points are not at the same electrical potential. That’s when Ohm’s Law takes over and creates an electrical current flow between two points. Ground loops can be avoided if all devices are grounded together at one point. This type of grounded is referred to as Star Point grounding. Unfortunately, in large industrial plants, multiple-point grounding is the reality, and the possibility of ground loops is high. With so many connections referenced to the ground within a facility, the chances of needing more than one ground point are great. ============================= Missed our most recent videos? Watch them here: https://realpars.com/isa100-wireless-applications https://realpars.com/hmi-philosophy https://realpars.com/plcnext-ladder-logic ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/b1fH8 ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #Electrical #Grounding

8hzMzl2p1T8 | 26 Apr 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/isa100-wireless-applications ============================= ⌚Timestamps: 00:00 - Intro 00:23 - Single wireless network infrastructure 02:50 - Benefits of installing ISA100 Wireless 03:01 - 1) Lower capital expenditure 03:32 - 2) Decreased deployment time 03:43 - 3) Increased insights and efficiency 04:07 - 4) Advanced continuous improvement 04:32 - ISA100 Wireless enables the future ============================= ISA100 Wireless is an end-user-driven, standards-based, and robust wireless protocol. https://isa100wci.org It adds value by extending existing ISA100 Wireless applications, enabling new ISA100 Wireless applications, eliminating protocol barriers, and enabling the IIoT. Alcoa is a global industry leader in bauxite, alumina, and aluminum products. As Alcoa assessed their automation systems and their path to digital maturity, they envisioned a single wireless network that could serve as a plant-wide utility. The inherent features of ISA100 Wireless allow it to act as just such a single wireless infrastructure, a network of networks, which can house many different types of wireless protocols. Their vision was multi-faceted, providing automation connectivity from sensor-level data to the operator interface. ISA100 Wireless provides Alcoa with an engineered, secure, managed, and integrated wireless network. As with any complex process facility, sensors and actuators are chosen based on suitability for purpose and for providing a set of functions that support the needs of the process. This required using wireless instrumentation and sensors from a variety of protocols supplied by a variety of vendors. ISA100 Wireless allowed Alcoa to use various devices, including remote wireless sensors, and mobile operating devices. ISA100 Wireless is the only wireless protocol that is ready for true IIoT integration, with features such as IPv6, enhanced routing, IPsec security features, and online provisioning all built into the protocol. What benefits did Alcoa actually realize by using ISA100 Wireless in this way? 1) A key benefit was a lower capital expenditure from reduced installation and life-cycle costs using wireless devices instead of wired devices. Wired devices require expensive initial installations of conduit and wire, cable trays, and/or buried cable ducts. Moreover, corrosion, water infiltration, short circuits, and damaged wiring are all issues that wired instrumentation systems must contend with during their lifecycle which wireless systems do not. 2) Since wireless instruments need only be mounted at the sensing point, there is a significantly decreased deployment time for ISA100 Wireless sensors and devices. 3) ISA100 Wireless enabled the use of mobile sensors for troubleshooting or performing trials, an approach that was impossible with wired sensors. With the ability of the operator to monitor and maintain the process closer to the equipment, Alcoa was able to benefit from increased insights and efficiency from the deployment and use of mobile worker applications. 4) Integration of the newly available wireless data directly from the existing equipment and new machine-mounted sensor types enabled advanced continuous improvement processes using plant-wide process models, rich data repositories, advanced analytics, and agile maintenance methods, all of which allow operators to visualize and understand plant problems and opportunities in ways previously impossible. Alcoa is working with ISA100 Wireless instrument vendors to develop new devices to meet their automation needs. A couple of examples include: - A Lower cost lightweight wireless pressure transmitter - A Wireless safety shower panic button - A Wireless push button - An ISA100 Wireless serial interface @isa_interchange ============================= WiFi vs Industrial Wireless | What is the difference? https://realpars.com/wifi-vs-industrial-wireless What is ISA100 Wireless? https://realpars.com/isa100-wireless ============================= Missed our most recent videos? Watch them here: https://realpars.com/hmi-philosophy https://realpars.com/plcnext-ladder-logic https://realpars.com/factory-acceptance-test ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/dSRKE ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #ISA #Wireless

-qT1F2m1W-U | 19 Apr 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/hmi-philosophy ============================= ⌚Timestamps: 00:00 - Intro 00:52 - Analog indicators 01:41 - Trends 02:47 - Colors 04:11 - Lines 04:53 - Vessels 05:28 - Process flow 06:09 - Texts ============================= Welcome back to our series of High-Performance HMI. In this installment of the series, we are going to talk about the basic principles of High-Performance HMI and the Development of High-Performance HMI Philosophy. 1) When developing a High-Performance HMI, one of the main principles is the use of moving analog indicators. The analog indicators display the range of the instrument being displayed, and in that range will be an indicator of the normal process limits. 2) In High-Performance HMI, making access to trend data should be a top priority in your design. When developing trends for display, they should be implemented with certain characteristics and capabilities. 3) In a High-Performance HMI, color is strategically used and applied consistently across the entire project. The ideal background color is Gray 3 (RGB 221, 221, 221) or Gray 4 (RGB 192, 192, 192). The use of light gray will address the problems with glare, contrast, color interference, and operator fatigue. Foreground colors should be kept to a minimum and used sparingly. For instance, process lines and tanks should be black, with more attention to line thickness. Color should not be used to indicate process material, such as using white for steam, green for demineralized water, and pale blue for ethylene. Color is used in High-Performance HMI to indicate an abnormal situation and is meant to draw the operator’s attention quickly. 4) Process lines should be dark gray or black, with line thickness or weight used to differentiate their significance. The main process lines should be 3 pixels in width and secondary lines should be 1 pixel in width. The use of arrows to depict process flow direction should be kept to a minimum, and primarily used where lines intersect or tee off from each other. When you are using different line styles such as solid, dotted, and dashed, they should be limited to a maximum of three styles with the same line thickness. 5) Process vessels should be two-dimensional and not three. The vessel exterior should be outlined in a thin black or dark gray line and the vessel interior should be shaded without gradients and should be uniform in color. Any internal components of a vessel should not be animated and there should not be any cut-away drawings showing vessel internals. 6) The process flow should be consistent in layout across all screens of a High-Performance HMI. It should flow from left to right, vapors should flow up and liquids should flow down. In some instances, pumps and compressors can affect the depiction of vapor and liquid flow. Entry and exit points are also navigation targets and should be shown as a different object than a non-navigation link label. 7) Static text on displays should be minimized, but not eliminated. The text should be dark gray and a simple font that is easily displayed on an LCD screen. When you are using abbreviations, the abbreviations must be consistent across the entire project. Use larger text to identify duplicated equipment like multiple pumps, and when you have isolated words, titles, and equipment designations the text should all be uppercase. The use of a bold dark blue for live data is a good choice against the gray background and the dark gray static text. If live data is shown in a table, align the numbers on the decimal point and do not display leading zeros. ============================= What is High-Performance HMI? https://realpars.com/high-performance-hmi High-Performance HMI Design Basics https://realpars.com/hmi-design Detailed Design Principles of High-Performance HMI Displays https://realpars.com/hmi-display ============================= Missed our most recent videos? Watch them here: https://realpars.com/plcnext-ladder-logic https://realpars.com/factory-acceptance-test https://realpars.com/phoenix-contact-plcnext ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/JL3hg ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #HMI #PLC

2NO2XVF3JSs | 12 Apr 2021
▶ C'mon over to https://bit.ly/44Vf06I where you can order this PLCnext Technology Starterkit directly from @phoenixcontact1923 . ============================= ▶ Check out the full blog post over at https://realpars.com/plcnext-ladder-logic ============================= ⌚Timestamps: 00:00 - Intro 01:35 - Create ladder logic sheet 02:59 - PLC Tags 05:23 - Ladder logic programming 06:57 - Download the program 07:47 - Debug On 08:22 - Test the program ============================= This is the fourth of a series of videos about the Phoenix PLCnext Starterkit. In this video, we’re going to show you how to create a simple PLCnext ladder logic program, download and test it on the PLCnext Starterkit. First of all, start PLCnext Engineer and open the New Project that has the Starterkit I/O configured. As a reminder, double-clicking on Axioline F (4) will show you details about your configured I/O modules. We want to start a new program using Ladder Logic. Under the COMPONENTS column, Right-click on Programs, then choose "Add Program". The Default name for your program is "New Program". That name can be changed at any time. Double-click on NewProgram and choose the ladder logic program Network (1). Now we need to associate our New Program with the PLCnext Plant. Double click on PLCnext (2) under the PLANT column. Under ESM1(1), enter the task name Main_Task. Click Select Program type here and choose NewProgram from the drop-down window. PLCnext Engineer programs are developed using variables assigned to I/O modules instead of directly addressing inputs/outputs. S1 and S2 are our input variables. LED01 and LED02 are our output variables. Let’s create them. If your ladder logic worksheet is not on the screen, double-click on NewProgram under the COMPONENTS area. From the current worksheet, click on Variables. Create all four of your BOOL variables. Be sure to select External usage for each variable. That allows you to assign each of these variables to the External I/O modules on the Starterkit. Once the variables have been created, they need to be assigned to specific I/O modules. We’ve got four variables to create and assign. – S1 and S2 are inputs and will be assigned to the Digital input module – LED01 and LED02 are outputs and will be assigned to the digital output module Double-clicking on do-1, and di-1 under Axioline F (4) will open windows allowing you to assign the variables to respective I/O modules. Let’s start with the inputs S1 and S2 that will be assigned to the input module in Slot 2. Choose Data List under the di-1 icon. We will assign S1 and S2 to Input 01 and Input 02 respectively. We will repeat the process for the outputs LED01 and LED02 and assign them to the output module in Sot 1. There are several ways to build the program. Once you become familiar with PLCnext Engineer, you will likely develop your own preferred method. As you build your program, you will notice that PLCnext Engineer automatically assigns variables to each ladder logic instruction. Once your two-rung program is complete, we need to proceed with changing the automatically assigned variables to S1, S2, LED01, and LED02. Double-clicking on the automatically assigned variable will open a dropdown window. Scanning through the dropdown window will take you to your created variables. For each of the automatically assigned variables, proceed with tagging each of the automatically assigned variables with your created variable names. Don’t forget to change S2 to a normally closed symbol! We’ve constructed the ladder logic program, now let’s download it to the Starterkit PLC and test it. Right-click on AXC F 2152 under the PLANT column. From the dropdown menu, choose Write and Start Project... ============================= PLCnext Tutorial for Beginners - Part 1 | What’s in the Starterkit Box? https://realpars.com/plcnext-starterkit PLCnext Tutorial for Beginners - Part 2 | Create a New Project and Configure Ethernet Port https://realpars.com/plcnext-engineer PLCnext Tutorial for Beginners - Part 3 | Configure the I/O Modules https://realpars.com/phoenix-contact-plcnext ============================= Missed our most recent videos? Watch them here: https://realpars.com/factory-acceptance-test https://realpars.com/boolean-logic ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #PLCprogramming #PLCnext

UgwHIpQkaK8 | 05 Apr 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/factory-acceptance-test ============================= ⌚Timestamps: 00:00 - Intro 00:35 - Acceptance Test 01:56 - FAT example 02:52 - Step 1) Power the control panel 03:46 - Point #1 04:23 - Point #2 04:38 - Step 2) Switch on all the devices in the control panel ============================= In the world of industrial automation, a Factory Acceptance Test or FAT is simply a test for a newly manufactured control system that takes place at your factory or your workshop before you ship the control panel to the customer. With a Factory Acceptance Test, you make sure that everything works properly before you deliver a control cabinet to a customer. Let’s explore FAT a bit further through a practical example. Let’s say that you are a company that designs and implements industrial control systems. These control systems often come in the form of a control panel built into a control cabinet. You’ve built the control panel and now it’s ready to ship to the customer. But before you ship it you want to make sure that everything works properly. The last thing you want is to ship it to the customer’s site only to find out that things are not quite working the way they should. Consequently, you will have to spend countless hours at the client’s site solving issues that you could have easily taken care of before shipping the control panel. So, as the name suggests, a FAT is completed at the factory. Now you may be wondering, where should I start? What do I need to test? Well, I will show exactly that through a step-by-step example. Step 1 As the first step, you need to connect the power to your control cabinet and turn it on. We have a main circuit breaker for every control panel. This is where the power comes into the control panel for all of the devices. To let the electricity come into the panel, you need to connect the power to the topside of the circuit breaker. This is a wire that comes from outside of the panel. You connect it to the circuit breaker only for testing and once you are done and want to ship the cabinet, you simply disconnect the wires from the topside of the circuit breaker. The power that comes into the panel can be anywhere from 480 volts AC to as low as 120 volts AC depending on where you are and the country you are based in. Once you have the power connected to the topside of the circuit breaker, you can switch it on for the power to flow to the control panel. Although this seems a very simple process so far, there are two important points that you need to consider when trying to power on your control panel: #1 The circuit breaker generally has a disconnect on the outside of the panel that allows you to shut off the power. Before you want to connect the cable to the main circuit breaker inside the panel make sure that you have disconnected the power using this switch. Don’t take the hot power into your hand and try to connect it to the circuit breaker. This is dangerous. #2 The second point to consider here is that when you switch off the circuit breaker, the topside of it will still have power. So, again, before you want to disconnect the power you need to make sure that you have disconnected the power from the outside of the panel. Step 2 Now that you have connected the power cable to the control panel and switched on the circuit breaker, you also need to switch on any other breakers or fuses that you may have on the way to power the PLC and the other devices. In the end, I also switch on the PLC power supply as well. The PLC power supply could be installed on the same rack as the PLC or somewhere else on the panel. We may have one, two, or three power supplies on our panel depending on how many devices we need to power on in the control panel. The more devices we have, the more power we need to turn them on. ============================= Missed our most recent videos? Watch them here: https://realpars.com/phoenix-contact-plcnext https://realpars.com/boolean-logic https://realpars.com/plcnext-engineer ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/c9UiH ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #FAT #Control_Panel

h7Ari9nmQgU | 29 Mar 2021
▶ C'mon over to https://bit.ly/44Vf06I where you can order this PLCnext Technology Starterkit directly from @phoenixcontact1923. ============================= ▶ Check out the full blog post over at https://realpars.com/phoenix-contact-plcnext ============================= ⌚Timestamps: 00:00 - Intro 00:37 - 1) Ethernet communication 01:01 - IP range 01:23 - Online devices 01:58 - Controller IP address 03:23 - 2) Configuring the I/O modules 04:06 - Slot 1) AXL SE DO16/1 04:32 - Slot 2) AXL SE DI16/1 04:47 - Slot 3) AXL SE SC-A 04:57 - Slot 4) AXL SE AI4 U 0-10 ============================= This is the third of a series of videos about the PLCnext Starterkit. In this video, we’re going to accomplish two things: 1) We’re going to take you through the steps to ensure that Ethernet communication can be established between the PLCnext Starterkit and a computer. 2) We will show you how to configure the PLCnext Starterkit I/O modules. In the previous video of this series, the computer Ethernet port was configured and set to a fixed IP address of 192.168.1.1. Now we’re going to find the IP address of the PLCnext Starterkit Ethernet port. Let’s go back to the PLCnext Engineer program where you have the New Project open. Double-click on Project. Make sure that the Settings item is selected. Change the Start IP address to 192.168.1.1 and the End IP address to 192.168.1.253. Click on Online Devices. Choose your Ethernet Controller from the dropdown menu. Click on the disk symbol and a scan will begin. After the scan completes, online devices will be displayed. As a tip here, if no online device is displayed, you may have some software installation issues. You can fix the issues by uninstalling PLCnext Engineer and NPCAP, followed by a reinstall of PLCnext Engineer. Be sure to reboot after uninstall and reinstall procedures. The Project Controller IP address is 192.168.1.1 and the Online Controller IP address is 192.168.1.10. The obvious questions are what is the Project Controller? and what is the Online Controller? Think of the Project to be the Program Controller; And the Online to be the Actual Controller on the Starterkit. The Project Controller IP address is the Start IP address that was set when you created the IP range. The Online Controller address is the actual address given to the Starterkit controller. The Project address must match the Online address. Your Online Devices scan results may differ. In any case, you must end up with matching names and addresses for the Project and Online controllers. We need to apply the Online Device settings to the Project device. Let’s move on to our second task: Configuring the I/O modules. If you recall from the first video, the PLCnext Starterkit has four I/O modules or Smart Elements. It is important to know what the device part numbers are, and where they are located in the AXL F BP SE4 Module Carrier. https://bit.ly/3sUR4mS Double-click on Axioline F (0) and an unpopulated Device list will open. This is where we’ll add our I/O modules. 1) We know that Slot 1 in the Module Carrier has a digital output module with sixteen outputs. The Part Number is AXL SE DO16/1. https://bit.ly/3PpeeJC Drill down through the folders under the Axiocontrol (88). Drag the module to the Type column of the Device List and release it in Slot 1. Let’s repeat the process for all the remaining I/O modules on the Starterkit. 2) Slot 2 has a digital input module with sixteen inputs. The Part Number is AXL SE DI16/1. https://bit.ly/451uGVX 3) Slot 3 has a blank or a Smart Element Cover. The Part Number is Cover - AXL SE SC-A. https://bit.ly/44ToJdW 4) Slot 4 has an analog input module with four voltage channels. The Part Number is AXL SE AI4 U 0-10. https://bit.ly/3sOjGxR ============================= PLCnext Tutorial for Beginners - Part 1 | What’s in the Starterkit Box? https://realpars.com/plcnext-starterkit PLCnext Tutorial for Beginners - Part 2 | Create a New Project and Configure Ethernet Port https://realpars.com/plcnext-engineer PLCnext Tutorial for Beginners - Part 4 | How to Easily Create Ladder Logic Programs https://realpars.com/plcnext-ladder-logic ============================= Missed our most recent videos? Watch them here: https://realpars.com/boolean-logic https://realpars.com/sinking-and-sourcing ============================= TWEET THIS VIDEO https://ctt.ac/atY25 ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #PLCprogramming #automationengineer

TclGTPeEV6w | 22 Mar 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/boolean-logic/ ============================= ⌚Timestamps: 00:00 - Intro 00:49 - Boolean logic 01:44 - Basic Function Blocks 02:07 - OR Function Block 03:12 - AND Function Block 03:51 - Boolean logic FBD optimization ============================= Have you ever wondered how skilled PLC Programmers create, install and test programs when presented with complex system requirements? Today’s successful PLC programmers possess knowledge and skills in electrical, mechanical, and software engineering. In addition to having expert-level skills in vendor-specific PLC programming software, PLC programmers rely on Boolean Logic and mathematical concepts to optimize their designs. In this video, we’re going to have a look at some basic mathematical concepts that are used to create Function Block programs. Earlier we said that PLC programmers rely on mathematical concepts to optimize their designs. PLC programmers use Boolean Algebra, also called Boolean Logic every time they create a program. Boolean Logic centers around the fundamental concept that all values are either True or False. Going one step further, True and False can be represented by either a 1 bit or a 0 bit. You’ve likely noticed that most PLC programming languages use the term BOOL to represent a digital input or output. BOOL is short for Boolean. Every digital I/O can be represented by a 1 or a 0. Function Block Diagram (FBD) as described in IEC 61131-3 is rapidly replacing Ladder Logic as the programming language of choice amongst PLC programmers. Let’s look at the two basic Function Blocks in FBD and investigate the Boolean Algebra associated with each. 1) The OR Function Block has at least two inputs. Earlier we said in Boolean Logic, all values are either True or False and can be represented by either a 1 or a 0 bit. The OR Function Block has a Truth Table that does two things. First of all, it lays out all of the possible input conditions. Secondly, it indicates how the output reacts to the input conditions. From the Truth Table, we can see that the C is True when A OR B is True OK… Here’s where we get into the Boolean Algebra part. The mathematical expression for the OR function block is A OR B equals C. A plus sign is used to indicate the OR function. In primary school, we were taught that the plus sign is used for addition. So… it would appear that the OR function block performs Boolean addition! 2) The AND Function Block has at least two inputs. From the AND Truth Table, we can see that C is True when A AND B are True. The mathematical expression for the AND function block is A AND B equals C. Notice the multiplication symbol used to indicate the AND function. So, it would appear that the AND function block performs Boolean multiplication! Let’s look at a simple example of Boolean Logic optimization. On the first pass of converting a system requirement into a FUNCTION BLOCK DIAGRAM, a programmer ended with three function blocks. The programmer would ask herself… Can I optimize this FUNCTION BLOCK DIAGRAM and eliminate any of the function blocks using Boolean Algebra? The answer is Yes. So, let’s see how. The Boolean Logic expression for the program is: D=AB+AC Using a little high school math, we use the Distributive Law and a transformation occurs: D=A(B+C) After using some basic algebra, we’ve gone from three function blocks to two function blocks. ============================= To learn more, you might want to review our other articles: What is a Control or Function Block? https://realpars.com/function-block What is the Difference between Ladder Logic and Function Block Diagrams? https://realpars.com/ladder-logic-vs-function-block-diagrams ============================= Missed our most recent videos? Watch them here: https://realpars.com/plcnext-engineer/ https://realpars.com/sinking-and-sourcing https://realpars.com/turbine-flow-meter ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/OoWdx ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #PLCprogramming #automationengineer

-DENsROVSxo | 15 Mar 2021
▶ C'mon over to https://bit.ly/44Vf06I where you can order this PLCnext Technology Starterkit directly from @phoenixcontact1923. ============================= ▶ Check out the full blog post over at https://realpars.com/plcnext-engineer ============================= ⌚Timestamps: 00:00 - Intro 00:53 - Download PLCnext Engineer 01:45 - Start PLCnext Engineer 02:41 - 1) Create a new project 03:49 - Select your controller 04:36 - 2) Establish Ethernet communication 04:47 - Connect the Ethernet cable 05:05 - Set the IP addresses ============================= This is the second of a series of videos about the Phoenix PLCnext Starterkit, and we’re going to take you through the steps of creating a New PLCnext Engineer Project. If you are interested in a powerful but inexpensive PLC, you might want to consider the PLCnext Starterkit. If you haven’t already done so, download and install PLCnext Engineer which is the programming software for the PLCnext Starterkit. You can easily download PLCnext Engineer by following this link: https://www.phoenixcontact.com/en-us/products/programming-plcnext-engineer-1046008 The first thing to do is start PLCnext Engineer. We’re going to accomplish two things in this video. 1) First, we’ll create a New Project. 2) Second, we will start establishing Ethernet communication between the PLCnext Starterkit and a laptop or personal computer by configuring the laptop Ethernet port and setting it to a fixed IP address. 1) Let’s start a New Project. Starting a new project is just like opening a new document in Word. So, to start a new project, click File, and then click on New Project from the drop-down menu. A Folder called Project will appear under a window called PLANT. By default, when a NEW project is opened, PLCnext Engineer automatically assigns the name PROJECT1.pcwex. That name can be changed at any time. First of all, we need to include details about the PLCnext Starterkit Controller. Secondly, we need to ensure that Ethernet communication is properly established between the PLC and the laptop. Thirdly, we will include information about the I/O modules currently mounted on the Starterkit. This third step is referred to as Configuring the I/O and will be explained in the next video of this series. Under Components on the right side of your screen, drill down through the Network folder to the Controller folder. As your mouse hovers over each Controller listed, more details about the controller will be shown. Be sure to select the controller that matches yours. Note that Article Number and Order Number are the same things. Once you select your controller, drag it over and drop it into the Project folder. 2) Let’s move on to our second task and begin the process of establishing communication between the PLC and your laptop. Connect the Ethernet Cable between the PLC and the laptop. The PLC and the laptop communicate to each other via the Ethernet Cable if the respective IP addresses are set correctly. So, our first job is to set the IP addresses. Let’s start with the laptop. We’re going to go through the steps to set the laptop Ethernet Port IP address to 192.168.1.1. Click on the Microsoft symbol. Click on Settings. Click on Network and Internet. Choose Ethernet from the choices listed. Over the right-hand side of the screen, choose Change adapter options. ============================= PLCnext Tutorial for Beginners - Part 1 | What’s in the Starterkit Box? https://realpars.com/plcnext-starterkit PLCnext Tutorial for Beginners - Part 3 | Configure the I/O Modules https://realpars.com/phoenix-contact-plcnext PLCnext Tutorial for Beginners - Part 4 | How to Easily Create Ladder Logic Programs https://realpars.com/plcnext-ladder-logic ============================= Missed our most recent videos? Watch them here: https://realpars.com/turbine-flow-meter https://realpars.com/sinking-output ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/TVnac ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #PLCnext #automationengineer

B65detMhnoc | 08 Mar 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/sinking-and-sourcing ============================= ⌚Timestamps: 00:00 - Intro 00:31 - PLC digital vs analog input module 01:13 - Detecting input field device conditions 02:48 - Sinking and sourcing 04:05 - 1) Sinking DI 04:38 - 2) Sourcing DI 04:53 - Active input field devices 05:48 - PNP and NPN devices 06:15 - Siemens - 6ES7521-1BH50-0AA0 06:50 - Phoenix Contact - AXL SE DI16/1 ============================= In this video, we’re going to talk about Sinking and Sourcing PLC digital input modules and how they are connected to field devices. We will be using a Siemens digital input module 6ES7321-1BP00-0AA0. https://bit.ly/3NE266x A digital input module accepts inputs from digital devices such as switches and proximity sensors. The input module will detect one of the two possible conditions of an input device: open or closed. For example, a push-button switch is a digital device and can either be open or closed. If the switch is open, there is 0V at the module input terminal. If the switch is closed, there is +24V at the module input terminal. The input module will detect either a no-voltage or voltage condition at the input. These voltage conditions represent the open or closed conditions of the switch. These voltage or no-voltage conditions are represented by 1’s and 0’s in the PLC memory. Let’s talk about the current flow between the Power supply and the input module. There is a current flow, but it is very small and usually under 10 milliamps. Depending on the type of PLC input module and how it is connected with the input device, the current could flow in or out of the module. That’s where the terms Sinking and Sourcing come into the picture. When we talk about sinking and sourcing, it’s all about defining the direction of conventional current flow between two devices. – The current is flowing from Device #1 to Device #2. Therefore, we say Device #1 is Sourcing the current, and Device #2 is Sinking the current. – What if the current is flowing from Device #2 to Device #1? In this case, we say Device #2 is Sourcing the current, and Device #1 is Sinking the current. In every situation where you have a current flow between two devices, one of the devices will be Sourcing and the other will be Sinking. 1) Sinking PLC digital input modules PLC vendors manufacture both Sinking and Sourcing Digital Input Modules. Let’s have a look at two devices with current flowing between them. One device is a PLC input module, and the second device is a push-button switch. Based on the connection polarity, the Sinking module will have the current flowing into it from the switch. 2) Sourcing PLC digital input modules OK… let’s do that again, but this time our PLC input module will be a Sourcing module. Based on the connection polarity, the sourcing module will have the current flowing out of it. Current can flow in either direction through a push-button switch because it is a passive device and not polarity-dependent. There are many active digital input devices used in industry today that are polarity-dependent. They must be wired correctly or they will not work at all. These active devices will be labeled as either Sinking or Sourcing. 1) If the input device is a sourcing type, the PLC input module must be a sinking type. 2) If the input device is a sinking type, the PLC input module must be a sourcing type. The Siemens Digital Input module 6ES7521-1BH50-0AA0 is a Sourcing type. https://bit.ly/3JK1ICf The Phoenix Contact Digital Input module AXL SE DI16/1 is a Sinking type. https://bit.ly/43fC6Ee Adding confusion to already murky concepts, some vendors refer to Sinking and Sourcing input devices as NPN and PNP. – An NPN device is a Sinking device – A PNP device is a Sourcing device ============================= To learn more, you might want to review our other articles: How to Wire Discrete DC Sensors to PLC – Part 2 https://realpars.com/discrete-sensors-part-2 What is a Transistor | Working Principles https://realpars.com/transistor ============================= Missed our most recent videos? Watch them here: https://realpars.com/turbine-flow-meter https://realpars.com/sinking-output/ https://realpars.com/instrument-calibrator ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/cbA69 ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #PLC #automationengineer

-RvwXGzzv4c | 01 Mar 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/turbine-flow-meter ============================= ⌚Timestamps: 00:00 - Intro 00:40 - How does a turbine flow meter work? 01:22 - Magnetic pickup sensor 02:02 - Volumetric flowrate 02:54 - The K-Factor 04:51 - A typical field control loop 05:07 - Installation 05:31 - The downsides 06:08 - Where are they used? ============================= In this video, we’re going to discuss a very common flow measuring device called a Turbine Flow Meter. We’ll consider the Turbine Flow Meter as a 2-part device: - the Mechanical component - the Electrical component. A Turbine Flow Meter is inserted in a pipe directly in the flow path. The mechanical part of the Turbine Flow Meter has a turbine rotor placed in the path of a flowing stream. The only moving part of the Turbine Meter is the mechanical rotor. The rotational speed of the rotor depends upon the flow velocity. The rotor blades are usually made of stainless steel. As the rotor spins, the passage of each rotor blade past a pickup point will generate an electrical pulse. The electrical pulses are created in different ways depending upon the rotor blades themselves and the pickup unit characteristics. In most Turbine Flow Meters, magnets are fitted to the blades, and a magnetic pickup sensor is used to create the pulses. The higher the rate of flow, the faster the rotor turns and the greater the number of pulses. The shape and the voltage level of the generated pulses depend entirely upon the type of pickup unit used: 1) The electrical pickup sensing device could be a simple 2-wire passive magnetic pickup producing an AC-type output. 2) The electrical pickup sensing device could be a 3-wire active device such as a Hall Effect sensor that produces cleaner and more uniform square wave pulses. Fluid Velocity plays a very important role in the operation of a Turbine Flow Meter, but in most applications, a Turbine Flow Meter is used to measure Volumetric Flowrate. Volumetric Flowrate indicates the volume of fluid that passes a point in a unit period of time. Volumetric Flowrate is expressed in units such as: - gallons per minute (GPM) - cubic meters per second (m³/s) - cubic feet per second (ft³/s) When you buy a Turbine Flow Meter it should arrive with a tag or a calibration certificate declaring its K-Factor. K-Factor will be expressed in terms of the number of pulses produced such as 150 pulses per gallon. If we have a K-Factor of 3 pulses per gallon, the output frequency at a Volumetric Flowrate of 200 gallons per minute (GPM) is 10 Hertz or 10 pulses per second. If you are wondering where we derived these values, we’ve included a very handy K-Factor Calculator for you to use: https://bit.ly/3q2brY7 We can connect the Turbine Flow Meter to a PLC Frequency input card. The input frequency now represents the Volumetric Flowrate. If we are troubleshooting or performing loop calibration, we can use a Calibrator with a variable frequency output to simulate the Turbine Flow Meter. Typical installation requires 10 pipe diameters upstream of straight pipe and 5 pipe diameters downstream. The Turbine Meter can only be used in clean, lubricating fluid because suspended particles can easily damage the device. The turbine rotor must be positioned in the exact center of the flow and laminar flow is critical often requiring straightening vanes. Even though they are one of the most accurate Volumetric Flow Meters in use today, they do have some downsides. You will find Turbine Flow Meters in oil and gas including fracking, water and wastewater, chemical, power, food and beverage, aerospace, pharmaceutical, and pulp and paper. ============================= To learn more, you might want to review our other articles: How Flow Meters Work https://realpars.com/how-flow-meters-work What is Sensor Calibration and Why is it important? https://realpars.com/sensor-calibration What are 2-wire and 4-wire Transmitter Output Loops? https://realpars.com/transmitter-wiring ============================= Missed our most recent videos? Watch them here: https://realpars.com/sinking-output/ https://realpars.com/instrument-calibrator https://realpars.com/plcnext-starterkit ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/J4Eao ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #Turbine #automationengineer

oyaItbhqoW0 | 22 Feb 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/sinking-output/ ============================= ⌚Timestamps: 00:00 - Intro 00:56 - Sinking and sourcing 02:17 - PLC digital output modules 02:32 - 1) Sinking output modules 02:49 - 2) Sourcing output modules 03:20 - PNP and NPN modules 04:45 - MOSFET modules 05:05 - Siemens 8 DO transistor module 05:38 - A quick way to identify sinking or sourcing ============================= In this video, we’re going to talk about Sinking and Sourcing PLC digital output modules and how they connect to field devices. Digital output modules can be Solid State or dry Relay. The purpose of a PLC Digital Output module is to operate or control a DC voltage physical device based on field device conditions connected to an input module and decisions made by the PLC program. When we talk about sinking and sourcing, it’s all about defining the direction of conventional current flow between 2 devices. Think of it this way… Current is flowing between Device #1 and Device #2. Which direction is the current flowing? - The current is flowing from Device #1 to Device #2. Therefore we say Device #1 is Sourcing the current, and Device #2 is Sinking the current. - What if the current was flowing from Device #2 to Device #1? In this case, we say Device #2 is Sourcing the current, and Device #1 is Sinking the current. In every situation where you have a current flow between 2 devices, one of the devices will be Sourcing and the other will be Sinking. 1) Sinking output modules Let’s have a look at 2 devices with current flowing between them. One device is a PLC Output Module, and the 2nd device is a relay. Based on the connection polarity, the Sinking module will have the current flowing into it from the load. 2) Sourcing output modules Let’s do that again, but this time one of our devices will be a Sourcing module. Based on the connection polarity, the sourcing module will have the current flowing out of it and into the load. If you recall, earlier we said that when there are 2 devices with current flowing between them, one device will be sourcing and one will be sinking. Sometimes adding confusion to already murky concepts, some vendors refer to Sinking and Sourcing outputs as NPN and PNP outputs. - An NPN Module is a Sinking module - A PNP Module is a Sourcing module Why are the names PNP and NPN used? Whether it’s sinking or sourcing, an output module must act as a closed switch to complete the circuit. In many output modules the actual switching is performed by Bipolar Junction Transistors (BJTs): - In a Sinking module, the transistor is an NPN - In a Sourcing module, the transistor is a PNP The current flows into a sinking module and out of a sourcing module. If a PLC output module is listed as an NPN type, you can be sure that it is a Sinking type. But, if a PLC module is listed as a Sinking type, it may or may not be an NPN type. Many vendors use other solid state devices such as MOSFETs to perform the switching. For example, we have the following Sinking and Sourcing modules: 6ES7322-1BP50-0AA0 https://bit.ly/3XCf6hC 6ES7322-1BP00-0AA0 https://bit.ly/44vvP8x Unless we dig deeper, we can’t know for sure what type of switching device is used. The Siemens 6ES7322-1BF01-0AA0 (https://bit.ly/3JKhWeR) is an 8 output Transistor Output Module. This output module is a Sourcing module as the current flows out of the module and into the loads. If this module is incorrectly wired as a Sinking module, it will not operate. Is there a quick way to identify if a module is sinking or sourcing? - If the wired-together load terminals connect to the plus terminal of the power supply, you have a Sinking module. - If the wired-together load terminals connect to the negative terminal of the power supply (ground), you have a Sourcing module. ============================= To learn more, you might want to review our other articles: PLC Digital Output Types | Solid State vs Relay https://realpars.com/plc-output/ PLC Hardware Explained https://realpars.com/plc-hardware/ ============================= Missed our most recent videos? Watch them here: https://realpars.com/instrument-calibrator https://realpars.com/plcnext-starterkit https://realpars.com/motor-starter ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/sc4NT ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #Industry #automationengineer

dzQYv2m6ApA | 15 Feb 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/instrument-calibrator ============================= ⌚Timestamps: 00:00 - Intro 00:56 - Why calibrate instruments? 01:31 - Instrument calibrator types 01:34 - 1) Block (dry-well) 01:51 - 2) Fluid bath 02:05 - 3) Pneumatic 03:10 - 4) Signal reference calibrators 04:42 - Source and simulate modes 05:24 - Troubleshooting a 2-wire current loop ============================= In this video, we’re going to discuss instrument calibrator and show you how the instrument calibrators can be used in the process control industry for calibration and troubleshooting. If the quantity being measured is not being accurately represented by the measuring instrument, the measuring instrument possibly requires calibration. Instruments require calibration for many reasons: – Equipment degrades over time. – Anytime maintenance is performed on an instrument, it needs to be calibrated. – Often the range of an instrument is changed thereby requiring calibration. Let’s look at a few different types of instrument calibrators. 1) Block or dry-well calibrators are used to calibrate temperature probes such as RTDs and Thermocouples. The temperature sensor is placed in the dry-well calibrator. A metal block is heated and held at a precise temperature. 2) A Fluid Bath Calibrator is similar to a dry-well calibrator as the temperature sensor is placed inside. The big difference is the sensor is immersed in a fluid that is heated and held at a precise temperature. 3) Pneumatic Calibrators provide regulated pressure as needed to calibrate, test, or troubleshoot pressure instruments. A) One of the oldest and most accurate pneumatic calibrators is the Dead Weight Tester (or DWT). A DWT will likely be found mounted permanently in the instrument shop. The DWT has several Dead Weights that are precisely calibrated in pressure units. B) Another type of pneumatic calibrator is the Hand Held Aspirator. A scissor-like grip adjusts the output pressure and a digital gauge indicates the pressure readout. Hand-held aspirators are particularly useful when field testing and calibrating devices such as pressure switches. 4) Signal Reference Calibrators can output a variety of electrical signals. There are many different types of Signal Reference Calibrators available to produce electrical outputs such as voltage, current, ohms, frequency, etc. Many signal reference calibrators are capable of simulating thermocouples and RTDs as well. This type of calibrator often referred to as a Simulator, can accurately reproduce a sensor output and display that output in the variable units it represents. Many signal reference calibrators also perform measurement functions similar to a Digital Multimeter. These multifunction calibrators are very useful. For example, a Thermocouple transmitter can be calibrated across its entire temperature range using the Thermocouple Simulation function of the Calibrator. The user selects the Thermocouple type on a calibrator and enters the required simulation temperature. The resulting transmitter mA current output is displayed by the measurement function of the calibrator. As a troubleshooting tool, a multifunction calibrator is invaluable. With a few quick measurements, a Field Tech can determine if a fault is caused by the sensor or the transmitter. Source and Simulate are 2 terms commonly used by calibrator vendors to describe modes of operation. - In Source mode, the calibrator generates calibrated signals for testing and calibrating process instruments. - In Simulate mode, the calibrator replaces or simulates a transmitter in a 2-wire loop configuration. The calibrator can be adjusted to supply known settable test currents. ============================= You might want to review our other articles: DP Flow Transmitter Testing and Recalibration https://realpars.com/calibration What is Sensor Calibration and Why is it Important? https://realpars.com/sensor-calibration What are 2-Wire and 4-Wire Transmitter Output Loops? https://realpars.com/transmitter-wiring ============================= Missed our most recent videos? Watch them here: https://realpars.com/plcnext-starterkit https://realpars.com/motor-starter https://realpars.com/omron-plc ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/zdHgf ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #instrument #Calibrator

sbE0huVLb9Y | 09 Feb 2021
▶ C'mon over to https://bit.ly/44Vf06I where you can order this PLCnext Technology Starterkit directly from @phoenixcontact1923. ============================= ▶ Check out the full blog post over at https://realpars.com/plcnext-starterkit ============================= ⌚Timestamps: 00:00 - Intro 01:15 - 1) AC plug 01:42 - 2) Ethernet cable 02:01 - 3) PLC panel 02:52 - Controller AXC F 2152 03:53 - AXL F BP SE4 module carrier 05:27 - Smart elements 06:54 - Starterkit field devices ============================= This is the first of a series of easy-to-follow format videos about the Phoenix PLCnext Technology Starterkit - 1188165. If you are interested in a powerful but inexpensive PLC, you might want to consider the PLCnext Starterkit. Here are a few reasons to help you decide to get one. 1) The programming software is free! (You can download it here: https://bit.ly/3PRiy5X) 2) In addition to typical PLC programming languages such as ladder logic, function block diagram, and structured text, you can also use other PLC programming languages such as Python, C++, and Java amongst many others. We’re going to identify all of the PLCnext Starterkit bits and pieces in the box that arrived at your door. We’re also going to familiarize you with everything in the box and discuss the purpose and function of each item. 1) The first thing you might notice is the 24 Volt power supply and a bag called AC plug-Mix. The output male plug of the power supply plugs into the female connector at the bottom left corner of the panel. 2) Next out of the box is the Ethernet cable. https://bit.ly/3r99j7z The Ethernet cable is the communication link between your computer and the PLC. 3) Let’s have a look at the PLC panel itself. There’s lots of stuff on this panel. We will start by examining everything mounted on the DIN Rail. Mounted on the far left side of the DIN Rail is a PT 1,5 Quattro terminal block. There are 4 actual terminal blocks on the DIN Rail. A terminal block allows multiple outgoing wires to connect to one singular incoming wire. The Starterkit terminal blocks are currently used to distribute the 24 Volt power supply where needed on the panel. The red wire is the positive side of the 24 volt supply and the blue wire is the negative side. Located beside the terminal block is the brain of the operation: the controller itself. https://bit.ly/3sYukCo There is a cluster of LEDs located in the middle of the controller. These LEDs are there for Diagnostic and Status Indication. At the bottom left of the controller is the Power Supply Connector. And, underneath the controller, you will find 2 Ethernet ports. Next on the panel is the AXL F BP SE4 Module Carrier (https://bit.ly/3sUR4mS) which is the backplane allowing connections between the individual I/O modules, the power supply, and the controller. Four I/O modules can be inserted into the Module Carrier. Phoenix refers to the I/O modules as Smart Elements. With this PLC, having the same number of I/O modules takes half the space compared to using a typical PLC. The Module Carrier has 4 Smart Elements plugged into it. Slot 1 has a Digital Output Module with 16 outputs. The Part number is AXL SE DO16/1. https://bit.ly/3PpeeJC Slot 2 has a Digital Input Module with 16 inputs. The Part Number is AXL SE DI16/1. https://bit.ly/451uGVX Slot 3 has a blank or a Smart Element Cover. The Part Number is Cover - AXL SE SC-A. https://bit.ly/44ToJdW Slot 4 has an analog input module with 4 voltage channels. The Part Number is AXL SE AI4 U 0-10. https://bit.ly/3sOjGxR Detailed specifications for each Smart Element can be found at https://www.phoenixcontact.com. ============================= PLCnext Tutorial for Beginners - Part 2 | Create a New Project and Configure Ethernet Port https://realpars.com/plcnext-engineer PLCnext Tutorial for Beginners - Part 3 | Configure the I/O Modules https://realpars.com/phoenix-contact-plcnext PLCnext Tutorial for Beginners - Part 4 | How to Easily Create Ladder Logic Programs https://realpars.com/plcnext-ladder-logic ============================= Missed our most recent videos? Watch them here: https://realpars.com/motor-starter https://realpars.com/omron-plc https://realpars.com/plc-output ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/8eB80 ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #industry #PLC
wEwX2PRebVU | 02 Feb 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/motor-starter/ ============================= ⌚Timestamps: 00:00 - Intro 00:43 - Motor starter types 01:39 - 1) FVNR 02:13 - 2) FVR 02:55 - 3) Reduced voltage 03:26 - 4) Multi-speed 03:49 - 1) Manual motor starting 04:10 - 2) Magnetic 04:36 - 3) Auto-transformer 05:20 - 4) Star-delta 05:55 - 5) Soft-starter 06:15 - 6) VFD ============================= Most digital outputs on control systems operate on 24 volt DC or 120 volt AC. So how do we start and stop three-phase, 480 volt AC industrial motors? The simple answer is by using a motor starter. All motor controllers are designed to keep the motor from being energized until the controller is told to activate. Once activated, current can pass to the motor, which energizes the motor windings and starts motor rotation. Motor controllers are also referred to as motor starters. These devices are most often offered in a single unit with circuit disconnecting means, a contactor or other type of motor actuator, circuit overload protection, and motor overload protection. Motor Controllers can be grouped by starting method and by starter type. 1) Full Voltage, Non-Reversing (FVNR) The first starting type is the Full Voltage, Non-Reversing motor controller. As the name implies, when the controller’s single contactor actuates, this motor controller type, also known as FVNR, allows the full line voltage to be applied to the motor. 2) Full voltage reversing In a Full Voltage Reversing motor controller, the controller has two separate actuating states: – One to operate the motor in the forward direction, and – One state to allow the motor to operate in the reverse direction. This is accomplished by adding a second contactor. – The forward contactor acts the same as in the FVNR, and – The reverse contactor swaps the position of two of the phases. 3) Reduced voltage The third type of motor starting method is called reduced voltage starting. Large motors can have a very high starting current that may be harmful to the motor or the motor controller itself. 4) Multi-speed The last type of motor starting method is multi-speed. Multi-speed motor controllers use solid-state or transforming means to allow motors to be controlled at different speeds. Two of these methods, Variable Speed Drive and 2-speed control will be described later. Now that we have described the four major categories of the motor controller by starting method, we will now describe the six major motor starter types. 1) Manual The first is manual motor actuation, which requires an operator to switch the motor on and off. Due to safety considerations, manual motor starting is limited to the motor of 10 horsepower or less. They can be used on single or three-phase applications. 2) Magnetic Magnetic motor starters, or direct online starters, are the most common single-speed starter type. For magnetic starters, a pushbutton or a selector switch connected to a PLC digital input is used to activate a PLC digital output. The PLC output will pull in a coil that magnetically holds the starter contacts closed, allowing current to pass to the motor. Magnetic motor starters are used with FVNR and full-voltage reversible motor controllers. 3) Auto-transformer Auto-transformer motor starters are commonly used in reduced-voltage starting applications, especially with large motors. 4) Star-delta http://bit.ly/3pAPSyq Star-delta reduced voltage motor starting is related to auto-transformer starting in that three separate contactors are used in the motor control scheme. 5) Soft-starter Soft-starters are another method used for limiting starting current. Soft-starters use solid-state electronics to limit the startup voltage and current. A soft-starter allows the voltage to gradually increase during motor startup. This allows the motor to slowly accelerate & gain speed in a controlled fashion. 6) Variable frequency drive (VFD) A variable frequency drive, or VFD, is similar to a soft-starter but allows the speed of the motor to be varied by varying the frequency of the output to the motor. ============================= Missed our most recent videos? Watch them here: https://realpars.com/omron-plc/ https://realpars.com/plc-output https://realpars.com/pid-tuning/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/t0Pc1 ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #industry #MotorStarter

19I71v0pRhY | 25 Jan 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/omron-plc/ ============================= ⌚Timestamps: 00:00 - Intro 00:29 - Standard Omron PLC models 00:39 - CJ2M 01:08 - CP2E 01:33 - CP1H and CP1L 01:59 - CS1 02:53 - Omron PLC communication options 04:01 - CX-One software 04:41 - Example system hardware configuration ============================= There are dozens of manufacturers of Programmable Logic Controllers that are used in the automation industry. One of the leading makers of compact PLCs for machine automation is @OmronAutomationAmericas. Omron offers a flexible line of scalable industrial PLC controllers for use in single machines or as part of larger machine control installation. 1) The CJ2M line of PLC processors and I/O have a modular design and support more than 2500 digital and pulse input and output I/O points wired to I/O cards in local and remote racks. Every CJ2M CPU model supports a large number of steps of programming logic. The 10 separate CJ2M models support from 5000 to 60,000 program steps of programming logic. 2) For smaller, single-machine installations, the CP2E-series of micro-PLCs is a good choice, with up to 60 points of onboard I/O. I/O expansion models can extend the I/O capabilities, including analog and temperature inputs. As with the CJ2M CPU, the CP2E PLC can support large logic programs. 3) The CP1H and CP1L micro-PLCs are designed for compact machines, such as case-packers and stretch-wrappers. These CPUs have the capability of high-speed counters and pulse outputs which allow this PLC model to perform multi-axis positioning control. Both models come with onboard and add-on I/O, including digital, analog, and temperature sensor units. 4) For larger systems, the CS1 CPU has a maximum capacity of over 5000 digital I/O points over seven expansion racks. Any combination of up to 80 I/O modules and communication modules can be mounted in any position in the I/O racks. The CS1D variant provides several dual-redundancy options. CS1 models allow for hot-swapping of CPUs, power supplies, and I/O units to minimize downtime. Each of these PLC families has specific models that can have one or more Ethernet interfaces with the Ethernet/IP data link function. All PLC models support serial RS-232, RS-422, and RS-485 communication through the addition of option boards. This allows for additional device types, such as motion controllers, to be interfaced directly to the PLC. In addition, the CP1E, CP1H, and CS1 CPUs support Omron’s proprietary CompoBus/S I/O subsystem, which allows for high-speed, long-distance remote I/O connections. DeviceNet and Profibus-DP are supported by the CS1 CPUs so that additional device types, such as weigh scales and motor drives, can be connected to the PLC network. The CX-One software suite allows users to build, configure, and program Omron PLCs, HMIs, motion-control systems, and networks using only one software package. Additional software packages can be purchased to provide functionality for supervisory machine visualization and control, communication drivers and interfaces to 3rd party HMI’s, OPC server capability, and development software for Omron’s LD, HD, and mobile robots. As an example, we will configure a small PLC system to control a series of conveyors, motors, and sensors used for transporting boxes from a case packer to a palletizer. For this example, the conveyors and associated equipment have a total of 50 digital inputs and 25 digital outputs. To simplify programming, troubleshooting, and maintenance, we want the process to be controlled by a single CPU. We will choose the CP1L-EM30DR-D CPU which features relay outputs and an Ethernet port for networking connections. To service the bulk of the I/O, we will choose a variety of CP1W 24VDC input, output, and mixed I/O modules. To complete the network, we add a 5-port network switch with failure detection, a small HMI panel with an Ethernet port, and a 20A DC power supply. This provides the functionality we need in a compact, easily installed, and configured package. ============================= Missed our most recent videos? Watch them here: https://realpars.com/plc-output https://realpars.com/pid-tuning/ https://realpars.com/isa100-wireless ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/j3Iap ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #industry #OmronPLC

nY0LaLxusho | 18 Jan 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/plc-output ============================= ⌚Timestamps: 00:00 - Intro 00:52 - Digital vs Analog 01:44 - PLC digital output module types 01:50 - Relay output module 03:09 - Solid-State output modules 03:24 - Transistor output modules 05:00 - Triac output module 05:36 - Output module comparisons ============================= In this video, we’re going to explore the differences between Solid State and Relay outputs on PLC Digital Output Modules and the pros and cons of each. The purpose of a PLC Output module is to operate or control a physical device based on field device conditions connected to an input module and decisions made by the PLC program. Digital or Discrete devices have only 2 possible conditions. These 2 possible conditions could be On or Off, Open or Closed, or Energized or De-energized. Analog devices are a bit more complicated because they have an infinite number of possible conditions. A fan is a digital device if it can be turned either on or off. If the fan can be adjusted for any speed from Off to On, the fan is an analog device because it has an infinite number of possible speeds. There are 2 types of PLC Digital Output Modules: 1) Relay and 2) Solid State. 1) When PLCs were first introduced, the only outputs were relay type with a separate relay dedicated to each output. As with any typical relay, the PLC output module had physical coils and relay contacts contained inside. The contacts were operated by applying a voltage to the relay coil. The contacts were connected to an external supply to turn on or off a discrete device. Not much has changed except today’s modules have miniaturized relays and contacts. The Allen Bradley 1756-OW16I has 16 individual relay outputs. We can use one output to operate an AC load and another output to operate a DC load as relay contacts are voltage-independent. That’s one advantage of relay type as solid-state type output modules are not voltage-independent. Relay Output modules are available with Single Pole Double Throw, or SPDT outputs as well, as seen on the Allen Bradley 1756-OX8I module. 2) Solid-State output modules are often referred to as Switching modules. Output devices are turned on or off by using solid-state devices such as a Bipolar Junction Transistor (BJT) or a Triac. The Siemens 6ES7322-1BP50-0AA0 (https://bit.ly/3PLgn2k) is a 64 output Transistor Output Module. As with all transistor output modules, it can control DC loads only. The Phoenix Contact AXL SE DO 16/1 (https://bit.ly/3PpeeJC) is a 16 output Transistor Output Module. This module has additional features of Overload and Short Circuit protection of outputs and Peripheral voltage. 3) The Siemens 6ES7522-5FF00-0AB0 (https://bit.ly/3PELvAo) is an 8 output Triac Output Module. A Triac output module is capable of controlling AC loads where transistor output modules can control DC loads only. When the PLC signal is applied, the Triac will turn on and provide an alternating current path for the load. 1) Relay – Relays generally have a higher current rating than transistors, but, as with any mechanical device, it will wear out with time. – A relay module can operate AC or DC loads, or both. – Relays provide electrical isolation between the load and the PLC. – Relays are slow-acting with typical response times of 10 milliseconds or greater. Closed relay contacts are almost zero ohms thus ensuring no voltage loss. 2) Transistor – Transistor output modules are for DC applications only. – Transistors typically cannot switch a large load current as can a relay. – A transistor is fast because there are no mechanical parts. Their response time is much faster than relays. – In some transistor modules, there is a leakage current even when turned off. 3) Triac – A Triac output is used to control AC loads only. – As with the transistor, a Triac is much faster than a relay. – Triac outputs are suited to low power AC loads such as lighting, motor starters, and contactors with current ratings of around 1 amp. ============================= Missed our most recent videos? Watch them here: https://realpars.com/pid-tuning/ https://realpars.com/isa100-wireless https://realpars.com/wifi-vs-industrial-wireless ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/_6AW2 ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #PLC #Transistor

IB1Ir4oCP5k | 11 Jan 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/pid-tuning/ ============================= ⌚Timestamps: 00:00 - Intro 01:06 - Proportional term 02:04 - Integral term 03:06 - Derivative term 03:54 - Algorithms and parameters 04:44 - PID tuning methods 05:59 - Tune a PI controller ============================= let’s discuss what the PID parameters are and how they are used. In the most simplistic terms, the controller calculates the P, I, and D actions and multiplies each parameter by the error or E, which is equal to SP-PV indirect-acting, as discussed previously. Then, all parameter calculations are added up to produce the Control Variable. 1) The proportional term, often called P Constant, can be referred to as Proportional Gain or just Gain, which is not a unit but instead a ratio. For controllers that use the term Gain, adjusting this tuning parameter higher may cause more sensitive, less stable loops. Conversely, on controllers with proportional band units, decreasing this tuning parameter affects the loop in the same manner. 2) The Integral term or I Constant, often called Reset, can be expressed differently as well such as repeats per second, seconds per repeat, repeats per minute, and minutes per repeat. Essentially, regardless of the measurement type, the integral is the sum of all of the values reported from the signal, captured from when you started counting to when you completed counting or the area under a plotted curve. This parameter can be called Ki, Ti, or others. This parameter determines how fast the steady-state error is removed. 3) Derivative or D Constant units are typically seconds or minutes. The purpose of the Derivative constant is for predicting change. The Derivative action acts of the rate of change measured in the Process Variable. The value of this parameter basically means how far in the future you want to predict the rate of change. This parameter can help to create a faster response in your loop and a better performing loop as well. The most commonly used controller is the PI. Most processes can be well served with this type of control. P and PID controllers are occasionally used while PD controllers are rarely used. PID controllers are very sophisticated devices with likely many adjustable parameters. The process and algorithm types can also vary. Other parameters to research for PID controllers are Series, Ideal, and Parallel algorithms, filtering, scan times, anti-windup, self-regulating versus integrating processes, reverse acting, dead time, lag, Derivative on E or Derivative on PV, just to mention a few. There is a science to tuning a PID loop but the most widely used tuning method is trial and error. There are other methods that require a multistep process to determine where your numbers should be. The goal of tuning is to ensure minimal process oscillation around the setpoint after a disturbance has occurred. The first step in tuning your controller is to determine just how much adjustment you can make without serious implications to the process. Talk to the plant personnel, if adjusting the parameters of the PID controller will not have an adverse reaction then you can begin your adjustments. If the effects will be detrimental, you must take a more measured approach. ============================= You might want to review our previous articles: What are PID Tuning Parameters? https://realpars.com/pid-tuning-parameters/ ============================= Missed our most recent videos? Watch them here: https://realpars.com/isa100-wireless https://realpars.com/wifi-vs-industrial-wireless https://realpars.com/transistor ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/c8UA0 ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #PID #IndustrialAutomation

PTPbX1iL_X8 | 04 Jan 2021
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/isa100-wireless ============================= ⌚Timestamps: 00:00 - Intro 01:14 - Introducing ISA100 Wireless 02:40 - Basis of the ISA100 Wireless design 03:51 - ISA100 was developed by industry for industry 04:04 - ISA100 supports reliable mesh networking 04:41 - ISA100 is holistically designed from the bottom up 05:07 - ISA100 Compliance Institute ensures interoperability 05:33 - ISA100 is versatile 06:31 - ISA100 offers a diverse range of devices ============================= Have you ever stopped to think about how data from a temperature transmitter on a vessel in a tank farm at the edge of the plant is brought into the control system? There is a secure way to transmit these signals from distant, or even not so distant transmitters and devices, to the control system without having to worry about circuitous conduit routings, damage to wire from difficult cable pulls, expensive buried cable runs, or conduits and pull boxes filling with water. ISA100 Wireless is an end-user driven, industry standard-based, cyber-secure, robust, wireless protocol for interfacing devices such as temperature transmitters to control systems for process monitoring and control. ISA100 allows the user to avoid problems such as accidentally cutting wires in the field, short circuits in underground installations, and corroded terminals due to environmental contaminants. ISA100 is not Wi-Fi, 5G, or Bluetooth; it is different than any home or commercial wireless network. Those technologies were designed for portable, rechargeable devices that transmit a lot of data. A transmitter on an ISA100 wireless network may only transmit 1 or 2 megabytes of data per month, a tiny fraction of the data typically exchanged with a smartphone. ISA100 Wireless was designed specifically for Industrial Internet of Things, or IIoT, applications. Is ISA100 as reliable as a wired network? Yes. ISA100 has a set of features that allow it to be used in mission-critical applications typically not supported by other wireless technologies. What are the needs of the industry? – Cybersecurity – Data integrity – Operational reliability How does ISA100 provide for these needs? 1) The ISA100 standard was developed by experts from over 250 companies representing end-users, technology providers, suppliers, and others. 2) ISA100 supports a mesh network, a robust architecture where nearby devices can act as local repeaters, providing multiple pathways between devices and gateways. 3) The ISA100 protocol has been designed from top to bottom to provide reliability, operability, and security. 4) Vendors who supply ISA100 devices must undergo rigorous testing to verify that their devices meet the requirements of the ISA100 standard. Certification by the ISA100 Compliance Institute ensures that a vendor’s device can interoperate with all other ISA100 compliant devices seamlessly in an ISA100 network. Where would I use ISA100? The simple answer is anywhere that wired devices are used. With over 18 industry-leading vendors supplying ISA100-compliant devices to the marketplace, ISA100 networks can be installed for process monitoring, process control, gas detection, corrosion monitoring, steam trap health monitoring, safety systems, wellhead monitoring, and others. ISA100 Wireless has been used in many industries, including chemical, oil and gas, pulp and paper, pharmaceutical, mining, and renewable energy, as well as others. Sensors to measure pH, temperature, pressure, valve position, flow, dissolved oxygen, and others are currently available for use in ISA100 networks. New sensor designs are being introduced all the time. With so many ISA100-compliant devices, users have the ability to select best-of-breed products from top-tier global industry vendors and have the confidence that each can be added to an ISA100 Wireless network seamlessly and predictably. To learn more about ISA100 (@isa_interchange ) head on over to https://isa100wci.org ============================= Missed our most recent videos? Watch them here: https://realpars.com/wifi-vs-industrial-wireless https://realpars.com/transistor https://realpars.com/high-performance-hmi ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/5crce ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #IndustrialWireless #Industry

QP8WF4UCmcw | 28 Dec 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/wifi-vs-industrial-wireless ============================= ⌚Timestamps: 00:00 - Intro 01:07 - Data volume 01:43 - Industrial Wireless data 02:28 - Battery life 03:01 - Industrial Wireless battery consumption 04:08 - Reliability 04:30 - Industrial Wireless Reliability 07:29 - ISA100 Wireless ============================= After watching this video you will be able to easily explain the difference between a typical wireless network that we use at home or the office, like WiFi, and an industrial wireless network. The two major types of wireless networks are different in terms of the amount of data that they typically send and receive, the battery life of the devices used in these networks, and how important the reliability of the data is to the user. 1) Data volume The main difference between a typical wireless network compared to an industrial network is the amount of data that is usually sent and received between devices. A WiFi network is designed for devices that send and receive large amounts of data. Examples of these large amounts of data packages are videos on the internet, images, web pages, etc. these are what we consider large data packages. In contrast, an industrial wireless system is designed for devices that only need to send and receive a small amount of data. An example is the small amount of data that a gas pressure sensor in an industrial process needs to send to the controller. The data exchanged may be as simple as a tag name and process variable. This represents only a few words of data that are sent from a device in the field to a controller in the control room, wirelessly every few seconds. So in an industrial wireless network, we send tiny packages of data in a relatively short period of time about the status of an industrial process. 2) Battery life Since a typical wireless network such as WiFi or Bluetooth is designed to send and receive large amounts of data, the devices that are used in these networks such as laptops or smartphones consume a lot of battery in a relatively short period of time. Because of this, you need to charge these devices every few hours or days depending on how much you’re using the device. But this is totally different with the devices that are used in an industrial wireless network. An Industrial wireless network is designed to send and receive small amounts of data. Because of this, the devices that are used in these networks such as wireless sensors and actuators consume very little battery in a relatively large period of time. As a result, these industrial wireless devices can often operate for years without any need for a battery charge. This is a fundamental difference, in terms of battery life, between a device that is used in a typical wireless network such as WiFi and a device that is used in an industrial wireless network such as IIoT. 3) Reliability When you are using your smartphone in a typical wireless network such as WiFi, it is ok to lose the connection from time to time. But when it comes to an industrial wireless network such as IIoT, this is not acceptable. In an industrial wireless network, the reliability and the accuracy of the data that is sent and received are very critical. If the data that is sent from the wireless sensor gets interrupted, the controller which works as the brain of the system will not be provided with the required input data to be able to send a correct output command to an output device such as a valve. One of the most reliable and accurate industrial wireless protocols that you can use to build your industrial wireless network is ISA100 Wireless. This industrial wireless protocol is developed and maintained by ISA, which is the organization responsible for the development of the standards and the certifications for the industrial automation industry worldwide. To learn more about ISA100 (@isa_interchange ) head on over to https://isa100wci.org ============================= Missed our most recent videos? Watch them here: https://realpars.com/transistor/ https://realpars.com/high-performance-hmi/ https://realpars.com/two-way-switching/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/58d7H ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #IndustrialWireless #Automation
YtM_MnM0qT4 | 21 Dec 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/transistor/ ============================= ⌚Timestamps: 00:00 - Intro 00:59 - Types of transistors 01:19 - What is a semiconductor? 02:01 - What do the letters N and P mean? 02:48 - Bipolar Junction Transistor 04:00 - Transistor as an amplifier 04:10 - Transistor as a switch 04:53 - Transistor Radio 05:24 - Proximity switch 05:48 - PLC output modules ============================= In this video, we’re going to introduce you to an electronic component called the Transistor. A transistor is an electronic component found in a variety of circuits and is used to amplify or switch electronic signals and electrical power. There are many different transistor types each with its own electronic symbol. – BJT or Bipolar Junction Transistor – FET or Field Effect Transistor – UJT or Unijunction Transistor The first stage of making a transistor is the process of changing the semiconductor conducting properties by introducing impurities into its structure. This conduction change process is referred to as Doping. Simply stated, a P slice of the sandwich is more positive and an N slice of the sandwich is more negative because of Doping. A transistor is basically a sandwich made of 3 chunks of a semiconductor material doped to make the P chunks more positive, and the N chunks more negative. There are 2 types of BJT’s. They are given names based on the doping content of the semiconductor chunks in each. One is called an NPN and the other is called a PNP. Each has its own electronic symbol. There is a terminal connected to each chunk of the sandwich and each terminal is given a name. The names are Emitter, Base, and Collector. If we look at controlling a large voltage with a small voltage, we can say that we are performing an amplification. A transistor can do that. The transistor’s ability to act as a switch or perform a transfer of resistance makes it a very useful component in industrial applications. Let’s look at how a transistor works as a switch. The switch part of the transistor is between the Collector and the Emitter. The switch is operated by changing the voltage between the Base and the Emitter. If the input voltage is 0 volts, the switch is open, the resistance is infinite, and the output voltage is +10 volts. If the input voltage is +10V, the switch is closed, the resistance is zero, and the output voltage is 0 volts. There are countless transistor applications. One application that had a huge impact was the invention of the Transistor Radio. Before the advent of transistors, radios were large bulky pieces of furniture filled with vacuum tubes providing the required audio amplification. Transistors are used in industry as well. For example, traditional limit switches are being replaced with active proximity sensors. The output of an active proximity sensor is a transistor switch. With no moving parts and nothing to wear out or breakdown, the active proximity switch is the hands-down winner over a mechanical limit switch. Incorporating transistors into PLC output modules is another example of where transistors are used in the industry. PLC output modules are now built with transistor output circuits. Early PLCs utilized relay switching to operate loads. Instead of operating a relay, a PLC module can control the output device with a transistor switch. Again….no moving parts….better reliability and a definite advantage in switching speed! ============================= You might want to review our previous articles 3-wire Inductive Proximity Sensor | How to Read the Datasheet https://realpars.com/proximity-sensor-datasheet Limit Switch Explained | Working Principles https://realpars.com/limit-switch How to Wire Discrete DC Sensors to PLC - Part 2 https://realpars.com/discrete-sensors-part-2 ============================= Missed our most recent videos? Watch them here: https://realpars.com/hmi-design/ https://realpars.com/high-performance-hmi/ https://realpars.com/two-way-switching/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/TrB96 ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #Transistor #Electronic

HCrCrpF7mUo | 14 Dec 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/hmi-design/ ============================= ⌚Timestamps: 00:00 - Intro 00:40 - The intended user of HMI 01:51 - HMI philosophy document 03:00 - HMI style guide 04:42 - Guideline for object library in HMI design 05:54 - Benefits of using object library in HMI design ============================= In this video, we are going to dive a little deeper and discuss the Fundamentals of High-Performance HMI Design, High-Performance HMI Standards, along with best practices. One very important fundamental of HMI design is the intended user of the HMI. There is a common misperception that an HMI should be designed to accommodate several different users, including supervisors, engineers, maintenance personnel, and finally, the operators. This is simply not true. An HMI designed around the requirements of the operators will give them the ability to quickly point out any abnormalities or devices that need to be diagnosed, without an engineer or maintenance person fumbling around through screens looking for the problem. The fundamental part of the workshop process is developing the HMI Philosophy Document and Style Guide. To put it simply, the HMI Philosophy Document will lay the groundwork for engineers and owners to design the HMI for the process that they have been tasked to build. Once you have your HMI Philosophy Document, it is time to develop the HMI Style Guide. The style guide is a much more detailed document that is based on the framework from the Philosophy Guide. This document is where every aspect of the proposed HMI is covered. You will get down the granular detail of the screen layout, the color of backgrounds, line types and thickness, text size and font, and ISA objects for pumps, valves, and tanks. It will also cover how trends are to be displayed and how the navigation from one screen to another will be handled. The style guide is specific to a project and its specific control system and hardware configuration. By having all of this information now, you will know that the project you develop will maximize the control system capabilities and still work within the constraints of its limitations. A Style Guide will document the screen objects that you will use when creating your displays. The objects along with their source code will become the control system specific object library for the project. These objects are then automatically standardized and will each have specific functions in the control system. When developing the object library, the objects should not be individually modified during the development of individual displays. Instead, objects are global and are available for use across all displays for a standardized method of displaying information from field devices. Your HMI Object Library or HMI Template Suite will become the predefined repository of source code such as add-on instructions, display objects, and faceplates that will enable you to quickly develop the project using tested strategies, high functionality, and known performance. Objects will be built with the design standards set forth in your HMI Style guide, along with consideration given to ISA101 High-Performance HMI standards. The object library will allow you to create a control system using a drag and drop environment in order to quickly create a control function. An analog input object will have predefined scaling, alarms, and engineering units, among many other features. Then the corresponding faceplate will give the operator an intuitive and information-driven visibility and control. By using this modular design, you are able to access a large number of small components that will make up an overall control system. This method of development leads to a reduced chance for error, reduction in development time and cost, and increased profitability. ============================= What is High-Performance HMI? https://realpars.com/high-performance-hmi Development of High-Performance HMI Philosophy https://realpars.com/hmi-philosophy Detailed Design Principles of High-Performance HMI Displays https://realpars.com/hmi-display ============================= Missed our most recent videos? Watch them here: https://realpars.com/two-way-switching/ https://realpars.com/manometer/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/6uXdC ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #Industry #HMI

5GEvFF8pGlc | 07 Dec 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/high-performance-hmi ============================= ⌚Timestamps: 00:00 - Intro 00:54 - A poorly designed HMI 01:56 - HMI design requirements 03:14 - ISA101 HMI design standard 03:58 - Proper use of color 04:59 - Use of information over data 05:34 - High-performance HMI trends 06:02 - Keeping the screen simple 07:03 - High-performance HMI display hierarchy ============================= High-Performance HMI is the industry answer for a standardized, easy-to-use, and more productive HMI graphics system to implement and in some cases, replace a poorly designed HMI. A properly designed HMI will support a smooth and stable operation of the process as well as notify the operator of an abnormal condition. However, this isn’t always the case. Many HMIs were poorly designed, leading to situations that can compromise safety, quality, and profitability. Many current HMIs make use of a broad spectrum of colors, unnecessary graphics, visual distractions, and lack of overall situational awareness. These, in turn, can result in negative consequences. Some of these consequences can include poor operating procedures, such as running by the alarms, where an operator is only responding to alarms and not understanding the root cause of the alarm conditions. In the worst cases, a poorly designed HMI has been identified as a contributing factor in some industrial accidents. Early HMIs were simple depictions of the P&ID of the process that they were controlling and monitoring. This was mostly from the limitations of the computing and graphics power of the times. There are HMIs all around the world with inconsistent navigation, difficult to understand data being presented, improper alarm depictions, and a lack of display methodologies presenting the state of the operating equipment. Let’s move away from these HMIs and learn about the High-Performance HMI. In 2003, the International Society of Automation, or ISA, tasked a group of end-users, operators, and engineers to start working on a standard. In 2015, twelve years later, they published the ISA-101 HMI Design Standard. It is the set of guidelines, principles, and philosophies for developing graphics on a process HMI. Here we are going to cover the basic concepts of High-Performance HMI. - One concept is the proper use of color. Moving away from the intense and colorful graphics, the High-Performance HMI is developed in grayscale, with color intended to be the attention-getter. - Another concept is the use of information over data. Many HMIs will have dozens or more data points visible on the screen, but nothing for an operator to determine what that data means. Speaking of trends, we now are seeing embedded or always visible trends on important process variables. By making these trends always visible, the operator can see a quick overview of historical data and evaluate for any necessary process adjustments. - A very important concept in High-Performance HMI is keeping the screen simple and uncluttered. A simple depiction of a vessel with a valve and pump is all that is necessary. There is no need to show bulkhead fittings, flanges, or non-essential 3D pipe objects. Instead, an ISA valve and pump, using a line to depict process flow are the standards. Proper display hierarchy is critical to a High-Performance HMI. By creating a hierarchical system of displays, the operators can have overall situational awareness, and the ability to drill down to very specific data points when necessary. 1) Overall situational awareness 2) More detailed view 3) Equipment details 4) Diagnostics Some of the graphics and the HMI screens used in this video are from the High-Performance HMI handbook which is a great reference if you want to dig deeper into this topic: https://amzn.to/2VKiDLA ============================= High-Performance HMI Design Basics https://realpars.com/hmi-design Development of High-Performance HMI Philosophy https://realpars.com/hmi-philosophy Detailed Design Principles of High-Performance HMI Displays https://realpars.com/hmi-display ============================= Missed our most recent videos? Watch them here: https://realpars.com/two-way-switching/ https://realpars.com/manometer/ https://realpars.com/iiot/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/gmal0 ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #HMI #Industry

wmNKJJ-As4U | 30 Nov 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/two-way-switching/ ============================= ⌚Timestamps: 00:00 - Intro 00:21 - SPDT switches 01:15 - Two-way switching Circuit 01:38 - Wiring in the EU and North America 02:10 - NMD90 14/2 & NMD90 14/3 02:56 - Power cable wiring 04:11 - Earth ground wiring 04:32 - SPDT switch wiring 05:27 - Flow of Electricity In this video, we’re going to show you how a circuit is wired allowing you to turn a light on or off from two different locations. We are going to refer to this light control circuit as a 2-way switching circuit. If we are going to turn a light on and off from 2 different locations, we need 2 Single Pole Double Throw or SPDT switches. An SPDT is called a 2-way switch in the European Union, and a 3-way switch in North America. An SPDT switch has 3 terminals. It will have one terminal in and 2 terminals out. Each terminal on an SPDT switch has a name. The input terminal is called Common. The output terminals are called Normally-Open and Normally-Closed. Operating the toggle or lever will cause the Common terminal to connect to the Normally-open or Normally-closed terminal depending on its position. We have a switch at the bottom of the stairs and another switch at the top of the stairs. And, of course, our ceiling light over the middle of the stairs. Circuit wiring is very similar in the European Union and North America but there are some differences. Electrical power supply wire insulation colors are different. In this video, we will be referring to North American cables and wire colors. In North America, the voltage is 115 Volts AC. In North America, the 2 electrical power supply wires are called Line and Neutral and originate from a Circuit Breaker in an Electrical Panel. The Line wire has black insulation and the Neutral wire has white insulation. The cable that leaves the Electrical Panel will contain these 2 wires plus a third wire which is connected to Earth Ground. The Earth Ground wire has no insulation. The cable is referred to as NMD90 14/2 because of the size of the conductors and the number of wires inside. NMD90 14/2 has 2 wires sized at 14 AWG. The cable could enter at the light or either of the switches. We will explore a wiring circuit where: – The power enters at the Down Switch – There is a cable that runs between the 2 switches – And another cable that runs from the Up Switch to the light. Before we go any further, this is a good time to remind everyone that working with electricity is very dangerous! Leave the electrical work to qualified technicians! For all electrical circuits, the bare Earth Ground wires are connected and bonded to each electrical box. We’ve introduced a new cable. This new cable is called NMD90 14/3 and has a third red wire. The electrical power black wire connects to the Down Switch common terminal. The power white wire does not connect to the switch at all but is connected to the white wire of the 14/3 cable. The wire connection is completed inside the switch electrical box. There is another wire connector securing the 14/3 white wire to the 14/2 white wire of the light cable. Again, this wire connection is completed inside the Up Switch electrical box. The 14/3 cable connects the 2 switches. The red wire connects the switches normally open terminals, and the black wire connects the normally closed terminals. And finally, the black wire of the light electrical box connects to the Up Switch common terminal. Let’s see if it works! With the switches in the positions shown, the electricity will flow from the line wire through the light and back to the neutral wire. What happens if we change the Down Switch position? The electrical circuit is broken and the light goes off! Let’s see what happens if we change the Up Switch position. If all goes well, the light will come on. With the switches in the new positions, the electricity will flow from the line wire through the light and back to the neutral wire. ============================= Missed our most recent videos? Watch them here: https://realpars.com/manometer/ https://realpars.com/iiot/ https://realpars.com/terminal-blocks/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/S_Ixg ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #RealPars #Electrical #engineering

gxrkLkJybnA | 23 Nov 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/manometer/ ============================= A manometer is one of the most accurate devices for measuring pressure in the lower ranges. Since manometers are so accurate, they are often used as calibration standards. Some typical industrial manometer applications include: – Fluid flow measurements – HVAC systems maintenance – Residential or commercial furnace gas valve pressure measurement All manometers operate on the principle that changes in pressure will cause a liquid to rise or fall in a tube. Let’s have a look at the types of manometers: 1) Manometer A manometer is filled with a liquid. Typical manometer liquids are mercury, water, and light oils. It’s worth saying here that mercury was a common manometer fluid in the past, but has largely been replaced due to its environmental and health hazards. Quite often the liquid is colored to help detect the fluid movement. The tube is filled until both sides are approximately half full. When the pressures are equal, the column of liquid on each side will be at the same height. This is usually marked as zero on a scale. With both sides of the manometer open to the atmosphere, the fluid level on one side will be the same as the level on the other side because P1 equals P2. Ok… Now suppose one end of the U-tube manometer is connected to an unknown pressure P1 whose value must be determined. The other end is left exposed to the atmospheric pressure, P2. The difference in the height of the liquid on the two sides of the tube is the differential pressure. In this case, the manometer provides a gauge pressure measurement because it is referenced to the atmosphere. OK… So the total difference in liquid height is 4 units. And this is where the pressure measurement becomes interesting! Let’s assume our U-Tube Manometer is filled with water. That means that our pressure differential is 4 inches of water column. As you can appreciate, a U-Tube Manometer filled with water is only capable of measuring very small pressures. If we replace the water with a Meriam Red Oil Fluid we will get a greater difference in liquid levels. Water has a specific gravity or relative Density of 1 while Meriam Fluid is an oil and has a Specific Gravity of 0.83. We will get a much larger difference in liquid level with Meriam Fluid resulting in more accurate pressure measurement. In some cases, vendors will provide a U-Tube Manometer scaled directly in pressure units such as kilopascals (kPa). 2) Barometer A Barometer consists of a glass tube with one end sealed. An evacuated tube has its open end submerged in an open container of mercury. The pressure exerted by the column of mercury is balanced by the pressure of the atmosphere. The glass tube is calibrated in pressure units. Any liquid could be used in a Barometer, but mercury is used because of its high specific gravity. A Mercury Barometer needs to be at least 30 inches tall. A Water-filled Barometer would have to be more than 33 feet high! 3) Inclined Manometer A manometer that provides even better accuracy than the U-Tube Manometer is the Inclined Manometer. This manometer has a well that contains the liquid and a transparent column. The column is mounted at an angle. The pressure is indicated by the vertical amount the liquid rises or falls in the column. Because of the incline, a small change in pressure will cause greater movement of the liquid in the column. ============================= You might want to review our other easy-to-follow articles on pressure measurement: 1) DP Level Measurement Explained https://realpars.com/dp-level-measurement/ 2) Pressure Transmitter Explained https://realpars.com/pressure-transmitter/ 3) What is a Pressure Sensor https://realpars.com/pressure-sensor/ ============================= Missed our most recent videos? Watch them here: https://realpars.com/iiot/ https://realpars.com/terminal-blocks/ https://realpars.com/scada-applications/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/8qgaH ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #Industry #Manometer #RealPars

HmbUJEShA-8 | 16 Nov 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/iiot/ ============================= Automation and Internet Cloud Computing are evolving and merging into a space allowing for Artificial Intelligence (AI) programming to facilitate improvements in productivity and efficiency with many economic benefits. Along with Internet Cloud computing and other advancements with the Internet, we are now in the middle of the next industrial revolution mining and turning data into information. This period of evolution is called Industry 4.0 or the Fourth Industrial Revolution which includes the Industrial Internet of Things (IIoT) and Digital Transformation mechanisms that facilitate this evolved 4th generation period of Automation. While the Industrial Internet of Things does fall under the Internet of Things (IoT) area of influence, the key difference is IIoT concentrates on the connection of machines and devices in industries like manufacturing, healthcare, and logistics. IoT is commonly used to define consumer-based devices like Fitbits, and a wide range of smart home devices. IIoT is about getting information that every single consumer need in their hands when they want it and Digital transformation is the digitization of a business in how we must move to a unified organize data space using the International Society of Automation standard for developing an automated interface between enterprise and control systems or ISA95. The Industrial Internet of Things is all about interconnected instruments, sensors, and many other devices that are networked together and communicating with computer-driven industrial applications for many manufacturing and energy management areas of business. IIoT is an evolution of a control system that allows for a significant improvement in automation by using cloud computing to enhance and optimize process controls. Industrial IoT depends on many technologies but the key technologies primarily consist of Artificial intelligence, Cybersecurity, Cloud Computing, Edge computing, and Data Mining. 1) Artificial intelligence or (AI) and machine learning or (ML) are fields that are part of computer science. 2) Cybersecurity technology becomes an important basic platform for IoT and IIoT enabling disconnected machines to physically connect and communicate in a secure method. 3) Cloud computing is basically using IT services and the files to be uploaded and downloaded from Internet-based servers. 4) Edge computing is a distributed computing model bringing data storage closer to the location where it is needed and optimizes sensors, industrial computers, and devices that are part of the IIoT system for publishing and consuming data for faster processing. 5) Data mining and analytics are about collating and examining large amounts of data stored from various parts of the enterprise. Companies want to be more competitive, increase efficiency with just-in-time manufacturing in meeting higher customer demand with better inventory control. We can do all of this with the creation of the organizations’ overall automation a digital twin. A digital twin is a virtual representation referring to a digital replication of the actual companies’ physical assets, processes in place, automation systems, and devices. The twin uses real-time data to enable learning and reasoning for improved decision making. While we may benefit from a long list of benefits through the IIoT transformation, there are some concerns and risks we should be aware of. Some of the potential risks of adopting IIoT are the expense of cost of data integration, lack of experience, and difficulty of implementation, and the devastating cyber threats. In the long term, IIoT could more than pay for itself, but many organizations are still justifiably concerned about investing so much in IIoT. On the bright side, the benefits of IIoT in manufacturing, pharmaceuticals, agriculture, mining, Oil and Gas, and retail are gaining ground and many companies are embracing this new paradigm for solutions in optimizing operations and personnel productivity. ============================= Missed our most recent videos? Watch them here: https://realpars.com/terminal-blocks/ https://realpars.com/scada-applications https://realpars.com/diode-module ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/_GfwN ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #IIOT #Industry #RealPars

X-kZ2ksav8g | 09 Nov 2020
▶ C'mon over to https://bit.ly/2JIsA9A where you can order these terminal blocks directly from @phoenixcontact1923 . ============================= ▶ Check out the full blog post over at https://realpars.com/terminal-blocks/ ============================= In this video, we’re going to introduce you to the terminal block which is an important component in any industrial setting. Terminal blocks are components with an insulated frame that has the sole purpose of securing two or more wires together. Terminal Block wiring is neat and orderly allowing for quick identification making modification and troubleshooting easier. Terminal blocks are classified based on characteristics such as structure, device type, and termination options. There are a variety of methods used to connect the wires inside the terminal block. 1) Probably the most commonly used method for connection is the Screw-in terminal block. https://bit.ly/3F5NKbc Screw-in terminal blocks are those that use screws as the method for holding the wires. 2) The Barrier terminal block is very similar to a Screw-in terminal block as they use screws to clamp the wires. https://bit.ly/3F6SbCz Depending on the application and environment, the Barrier terminal strip may have a small lid to protect the wiring. 3) Another common method for wire connection is the Spring-Loaded terminal block. https://bit.ly/3to7AMg A connection is made by simply inserting the wires. Most of these terminal blocks require the wire to be attached to a ferrule before it is inserted. The ferrule or wire is attached and released by inserting a spring release device. Some vendors have a unique spring release device while others require a small screwdriver. 4) The Push-fit or Push-in terminal block is becoming very popular. https://bit.ly/3LWmXBZ Much like the Spring-Loaded terminal block, the “Push-fit” often requires the wire to be covered by a ferrule. The big difference between the Spring-loaded and the Push-fit terminal block is the method of wire release. Push-fit terminal blocks have the release device mounted right next to the wire insertion point. 5) Another terminal block that was first used in the Telco industry is the Insulation Displacement Connector or IDC. https://bit.ly/46mBzCM The wire insulation does not need to be removed before insertion. Two sharp blades inside the terminal block will slice through the insulation and make contact with the wire. 6) As the name suggests, a Pluggable terminal block has a plug outlet to allow connection to a socket. The wire is inserted and clamped with a screw. Connection to the wire is made via a plug and socket configuration. This terminal block is used in situations where a quick disconnect is required. 7) On Tab Connector terminal blocks a wire attached to a connector is pushed onto a tab. https://bit.ly/3ZM5fqu The wire can be crimp-connected or soldered depending upon the type of connector. Tab Connector terminal blocks are also available where one side of the terminal block is a tab connection and the other side of the terminal block is a screw clamp connection. https://bit.ly/3LR23UO Let’s have a look at some of the different terminal block types. 1) At first glance, a Ground terminal block looks like a typical Screw-in terminal block. https://bit.ly/46HqwEi Instead of connecting wires, the Ground terminal block connects the incoming wire to Ground. The wire is terminated by the panel or the DIN Rail or wherever the block is mounted…We will talk more about DIN rails later. 2) Fused Connection terminal blocks have a fuse inserted in series between the wire-in and the wire-out eliminating the need for external overcurrent protection. https://bit.ly/46ER2hh To aid in troubleshooting, many vendors have included a built-in Fuse Failure LED circuit to provide a visual indication of the fuse condition. 3) A Thermocouple block is designed to accept thermocouple lead connections. https://bit.ly/3Q8K66U To save space, individual terminal blocks can be connected to form groups or clusters and are generally structured in multi-level configurations. https://bit.ly/46F5UfF ============================= You might want to review one of our other articles: https://realpars.com/temperature-sensor/ ============================= Missed our most recent videos? Watch them here: https://realpars.com/scada-applications https://realpars.com/floating-license https://realpars.com/limit-switch ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/G_lXF ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #Terminal_block #RealPars

Xyd7heSWlkA | 02 Nov 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/scada-applications ============================= In previous lessons, we discussed SCADA systems and the components within them. In this lesson, we are going to discuss the role that a SCADA system may play within a Water Treatment Plant. SCADA is a collection of hardware and software components. For the software, we will use some software packages such as Wonderware, Citect, FactoryTalk SE, etc. That software will be used to create the interface required to view and operate the control system. We will also have a hardware collection. We also know that these components will communicate with a processor of some type. These processors, in turn, will allow the components to be viewed, graphically, on the SCADA system. Pictorially, this hardware presentation may be as simple as flat lines that represent pipes, simple graphic representations of valves, and motors that may change color according to current status such as opened or closed for valves and running or stopped for the motors. The appearance can also be very elaborate with 3d graphics of spinning motors and rotating valves. More likely though, something in between with 2d piping that is possibly color-coded based on process and field device graphics that change color according to conditions. The role that the SCADA system plays within a Water Treatment system is vital for ensuring the quality of the finished product. That function begins with the graphical interface. Typically, the layout of the graphics would be similar to what may be seen on Process/Piping and Instrumentation Diagrams or P&ID’s. If you are not familiar with what a P&ID is, essentially it’s a two-dimensional drawing that depicts the layout of the hardware collection we said we would have in the SCADA system. The controls engineer would take those P&ID’s and create a group of graphical screens that would contain all pertinent information that an operator may need to interact with and control his or her water treatment system. Depending on the plant preference for graphics, minimally the screens would include some numerical information for process instruments and probably the unit of measurement such as GPM or gallons per minute, pressure readings in psi, etc. Most systems would allow for some sort of manual manipulation of devices such as manually opening or closing valves or running motors via buttons located on the screen. Process setpoints would also be located on a screen. These setpoints may be used to modulate valves to maintain flows or pressures, start, stop or vary the speed of motors, select which equipment to run or how many pieces of equipment to run to produce the desired quantity of water. The setpoints might also be used to indicate alarming when a process reading is outside of some defined limit. This alarming function, which is an integral part of a SCADA system, would inform the operator of process excursions, alerting plant personnel that the expected quality may be impacted. With this knowledge, personnel can apply various changes in order to bring processes back within the expected limits. Considering the SCADA system is the collection of various components, we know that they will all work together in order to accomplish the expected goals. We also know that the SCADA can historically log process variables and in some very advanced systems, use this historical data to predict outcomes, and provide advanced warning to personnel when something seems amiss. ============================= You might want to review our other easy-to-follow articles on SCADA and P&ID: 1) What is the difference between SCADA and HMI? https://realpars.com/difference-between-scada-and-hmi 2) What is SCADA? https://realpars.com/scada 3) What are the Differences between DCS and SCADA? https://realpars.com/dcs-vs-scada 4) What is a P&ID Diagram? https://realpars.com/what-is-a-pid-diagram 5) How to Read a P&ID? https://realpars.com/p-id 6) How to Interpret DCS and PLC Symbols on a P&ID https://realpars.com/p-id-symbols ============================= Missed our most recent videos? Watch them here: https://realpars.com/floating-license https://realpars.com/limit-switch https://realpars.com/abb ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/PccSs ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #SCADA #Industry #RealPars

gQNSpEOz5mM | 26 Oct 2020
▶ C'mon over to https://bit.ly/34neUsG where you can order this diode module directly from @phoenixcontact1923. ============================= ▶ Check out the full blog post over at https://realpars.com/diode-module/ ============================= This video explains in detail how the diode module model EMG 22-DIO 4E-1N5408 - 2952790 works in a very easy-to-follow format. A diode is a device that allows current to flow in only one direction. That means if you add a diode to an electrical circuit, the current can only flow in one direction. For example, in this diode module, the current can only flow from point 2 to point 1 but if it attempts to flow from point 1 to point 2, it will be blocked by the diode. Very simple, right? As a matter of fact, this diode symbol also tells us the same thing. The arrow says the current can flow in one direction, meaning from point 2 to point 1, and if it attempts to flow in the other direction, it will be blocked. So the little line in the symbol is the block sign. This is a simple indicator to let you know that current will be blocked if it attempts to flow from point 1 to 2. But if it attempts to flow from point 2 to 1, the diode will let the current pass. We have four points or terminals on each side of this module. There is one diode between each of the two terminals. That means we have a diode between terminal 1 and 2 and three other diodes for the rest of the terminals. Now we think you already have a good idea about how this module works. Yes, as you properly already guessed, this module only allows the current to pass from terminal 2 to 1, 4 to 3, 6 to 5, and 8 to 7. That simply means if we add this module to an electrical circuit, the current can only flow from the bottom four terminals to the four terminals at the top. And if the current tries to flow from the opposite direction, it will simply be blocked! As you can see, this is something that is clearly stated by the four diode symbols on the module as well. If you take a closer look at the diode module, you can see the diodes inside the module here as well. As you can see, there is a line on each end of the diodes which shows that if the current attempts to flow from the opposite direction, it will be blocked. So you use a diode module when you need the current to flow from only one direction. ============================= Missed our most recent videos? Watch them here: https://realpars.com/floating-license/ https://realpars.com/limit-switch https://realpars.com/abb/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/aEnW2 ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #Diode_Module #Electronic #RealPars

eHoUlMmX2LI | 21 Oct 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/floating-license/ ============================= Purchase your floating license over here https://bit.ly/3CXbjll . This is a lifetime access license which means it's not going to expire! What is a floating license and how is it different from a standard software license? In short, a standard software license is for exclusive use whereas a floating license is for shared use. You buy a floating software license when you want to share the use of software amongst a group of users. If you buy a standard license, the software can only be installed on one computer and it is accessible to one user only. BUT, when you buy a floating license, the software can be installed on a network of computers allowing access to multiple users. In other words, a standard software license allows only one user, but a floating license will allow a group of users to access the software. For example, let’s say you buy a TIA portal which is the PLC programming software from Siemens. The TIA portal product description states that you have purchased a floating license for one user. Now, what does that mean? It simply means that you can install this software on your office or home network and then all the people who have access to that network can use that software. BUT, here’s the catch… There can only be one user at a time. That means if you are using the software and another colleague wants access, they’ll need to wait until you are done and signed out. Why can’t my colleague access the software while I’m using it? Because this is a floating license for only one user. It is a shared license, not an exclusive license. If you want the software to be used by two users at the same time, you need to buy a floating license for 2 users. In this case, a colleague can also use the software even if you are using it. Why? Because this is a floating license for 2 users. If you want more users to be able to access that software at the same time, you just need to buy a floating license for more users. Hopefully, we’ve answered any questions you may have had about a floating license. But, you may still have a question about when a floating license is needed instead of a standard license. Well, let’s say you have four PLC programmers in your company that need to use the TIA portal but not all at the same time. In this case, instead of buying 4 standard licenses, you can buy a floating license for one user which is always less expensive. The software can now be shared among these 4 PLC programmers. ============================= Missed our most recent videos? Watch them here: https://realpars.com/limit-switch https://realpars.com/abb/ https://realpars.com/namur-sensor/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/d7e62 ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #Floating_License #PLC #RealPars

8v7fInvKNQM | 19 Oct 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/limit-switch ============================= In this video, we’re going to introduce you to a device called a Limit Switch. There’s probably not a day that goes by where you don’t use or encounter a limit switch at home, or at your workplace. There are 4 general types of limit switches: whisker, roller, lever, and plunger. Depending on the application, a limit switch may be a combination of 2 of the general types such as roller-lever. A limit switch is an electromechanical device operated by a physical force applied to it by an object. The limit switch is used to detect the presence or absence of an object. These switches originally used to define the limit of travel of an object, and as a result, they were named Limit Switch. When you open the fridge door, a light comes on inside. A limit switch is used to detect if the fridge door is open or closed. On many overhead garage doors, there is a limit switch that stops the movement of the door when it reaches its fully opened position. A limit switch is an electromechanical device consisting of an actuator mechanically linked to an electrical switch. When an object contacts the actuator, the switch will operate causing an electrical connection to make or break. Limit switches are available in several switch configurations: Normally Open, Normally Closed, or one of each. Depending on the origin of the electrical schematic, you may see limit switches drawn in different ways. The International Electrotechnical Commission (or IEC) and the National Electrical Manufacturers Association (or NEMA) have slightly different symbols. Let’s have a look inside a microswitch that is a type of limit switch. A microswitch has 2 limit switches operating together and sharing a common terminal. One limit switch is normally open and the other is normally closed. To be technically correct, the switch configuration is Single Pole Double Throw, or commonly referred to as SPDT. The dashed line indicates that both switches are mechanically connected and will operate at the same time. Alright, let’s connect the microswitch to a lamp circuit. In the inactive state, the Red lamp is on as the device is not being operated by an object pushing on the trigger. When the Trigger is pushed the device will activate, and the Green lamp will come on. Now that you’ve seen the limit switch in action you are probably thinking about some of the applications where you have seen them in action. For example, you might see a limit switch operated by a container on an assembly line, or operated by a rotating machine part or by any number of other moving mechanical objects. A limit switch could be used to count passing objects, or determining the position of a hydraulic cylinder. Limit switches are slowly starting to disappear from many industrial applications. They are being replaced by proximity sensors. Unlike a limit switch, a proximity sensor has no mechanical moving parts. A proximity sensor performs the switching action with electronic switches. Limit switches will not completely disappear any time soon as they outshine their proximity switch counterpart in their ruggedness and reliable operation in difficult environments. Generally speaking, limit switches are capable of handling much higher current values than proximity sensors. ============================= You might want to review one of our other articles: What is a Sensor? https://realpars.com/types-of-sensors/ ============================= Missed our most recent videos? Watch them here: https://realpars.com/abb/ https://realpars.com/namur-sensor/ https://realpars.com/hmi-panel/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/ZEU0D ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #LimitSwitch #Sensor #RealPars

apgeOuEYHNo | 14 Oct 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/step-7-basic/ ============================= - What’s the difference between STEP 7 Basic and STEP 7 Professional? STEP 7 Basic can only be used for programming Siemens S7-1200 PLCs but STEP 7 Professional can be used for programming S7-1200, S7-1500, S7-300, and S7-400 PLCs. This is the main difference. You can use the basic version of STEP 7 to program the basic Siemens PLC series which is S7-1200 and you can use the professional version of STEP 7 to program all types of Siemens S7 PLCs including S7-1200, 1500, 300, and 400 PLCs. - The price difference between STEP 7 Basic and STEP 7 Profesional If you are curious about the price difference, STEP 7 Basic is usually priced around €300 to €400 and STEP 7 Profesional is usually priced around €2400, although many Siemens partners and distributors sell these for a higher price. - Which version should you buy? If you are a beginner, the best option for you is STEP 7 Basic. The good thing about STEP 7 Basic is that when you order the basic PLC starter kit from Siemens, you’ll get lifetime access to this PLC programming software. On top of that, you will also get an actual S7-1200 PLCs which you can easily connect to your software (STEP 7 Basic), download your PLC program on it, and test it with a real PLC. How fun is that? If you need to use STEP 7 to program any of the S7-1500, S7-300, and S7-400 PLCs, you need to go with STEP 7 Profesional. - Where can I order any of these PLC programming software? You can use the link below: Siemens PLC starter kit: https:https://bit.ly/3PCa6rm If you have any questions about Siemens PLC programming software or S7 PLCs, let us know in the comment section and we’ll get back to you with a detailed answer! :) ============================= Missed our most recent videos? Watch them here: https://realpars.com/abb/ https://realpars.com/namur-sensor/ https://realpars.com/hmi-panel/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/Pff74 ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #Siemens #PLC #RealPars

z-5I7zRJvCw | 12 Oct 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/abb/ ============================= There are many manufacturers of Programmable Logic Controllers that are used in the Automation industry. One of the leading PLC manufacturers in the world is @abbplc. In the previous video, An Introduction to ABB AC500 PLCs, we introduced you to the various PLC models that make up the AC500 product line, the wide range of I/O cards, interfaces, and modules available, and the powerful Automation Builder software. We will now configure a small ABB AC500 PLC system to demonstrate how the components we introduced in the introductory video are connected. We will define a small system that will include a CPU and interfaces for Profibus DP and Ethernet. The CPU will be located in a cabinet in the main automation equipment room. We will require 24 volt DC I/O with one Digital Input card, one Digital Output card, and one Analog Input card located remotely from the CPU in an I/O panel located in the process area. Additionally, we will include one CP600 operator control panel that will also be mounted in the process area. This HMI will provide the operator access to the process through a touch-screen interface. 1) First, select a CPU that will be able to handle the communication interfaces and the small number of I/O points in the system. Choose the PM583 ETH CPU, which comes with one megabyte of memory, one Ethernet port, and two serial ports. 2) Choose a TB 511 terminal base to support the CPU’s Ethernet port and to provide one additional communication card slot for a Profibus DP communication card. 3) Select a CM592-DP Profibus DP Master communication card to fit next to the CPU in the terminal base. This Profibus interface has a standard 9-pin Profibus connector and supports baud rates from a 9.6 Kilo Bits per second to a 12 Mega Bits per second communication rate. 4) To support the three I/O cards in a remote configuration, we first need a Profibus interface card in the I/O panel to communicate with the “CM592 DP” card on the CPU terminal base. Select a CI541 DP Profibus card and a TU509 terminal unit base. 5) We will need three TU518 I/O bases, one for a single DI524 32-point 24 volt DC Digital Input card, one for a DO526 8-point 24 volt DC Digital Output card, and one for an AI523 16-point Analog Input card. 6) To finish the hardware setup, we will select a CP6615 operator control panel with an Ethernet port. This panel has a 15-inch touch screen and high-definition resolution. We will connect this HMI to the Ethernet port on the PM583 PLC. We will configure this hardware in the Automation Builder software. In the end, the hardware will be ready and the PLC and Operator Panel can be programmed to meet the requirements of the project. The PLC is programmed with the “Automation Builder” software, and the Control Panel is programmed with a software application called “Panel Builder 600”. ============================= Review the introductory video: An Introduction to ABB AC500 PLCs https://realpars.com/abb-plc/ ============================= Missed our most recent videos? Watch them here: https://realpars.com/namur-sensor/ https://realpars.com/hmi-panel/ https://realpars.com/low-cost-plc ============================= To stay up to date with our last videos, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/gVmNK ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #ABB #PLC #RealPars

0hPVyFPcVAM | 05 Oct 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/namur-sensor/ ============================= In this video, we’re going to introduce you to a sensor called a NAMUR proximity sensor. We’re going to discuss how this NAMUR sensor differs from other proximity sensors, and we’ll show you where and why these sensors are used in the field. NAMUR proximity sensors can be capacitive, inductive, magnetic, or can be photoelectric sensors. One could be easily fooled by assuming that a NAMUR sensor is a typical proximity sensor because they look very much alike. But physical shape and appearance are the only characteristics they have in common. Let’s begin by reviewing the electrical characteristics of a typical proximity sensor. The proximity sensor acts just like a simple switch. When the target is away from the sensor, the switch is open. When the target is close to the sensor, the switch is closed. In most industrial applications today, a proximity sensor is not connected to an actual load resistance but is connected to an input on a Digital Input Module on a PLC or DCS. The PLC input will have +24 volts or 0 volts applied depending upon the operational condition of the 3-wire proximity sensor internal switch. The term “NAMUR” is an acronym for a very long German description. The NAMUR proximity sensor has been in use for many years but like any electronic device, there are many different symbols in use. In a nutshell, NAMUR proximity sensors were developed to ensure safety in hazardous locations. NAMUR proximity sensors are used in classified hazardous location areas that have explosive gas, dust, or fibers present. NAMUR proximity sensors are considered Intrinsically Safe. The NAMUR proximity sensor operates much like a typical proximity sensor but does not have an open or closed output condition. Instead, a NAMUR proximity sensor will produce two different and distinct current output levels corresponding to the target position. NAMUR proximity sensors limit current so that the current is not capable of causing ignition in hazardous atmospheres. Typical proximity sensors that continually make and break an output circuit could create sparks that could cause an explosion. Let’s have a closer look… A NAMUR proximity sensor has a switching circuit similar to a typical proximity sensor, but instead of making and breaking an external circuit, the switching circuit is used to change the output current flow by altering an internal resistor network. Let’s take a look at a real-world example. There are 4 NAMUR proximity sensors used to measure the shaft speed on four separate chemical pumps. The pumps are located in a hazardous area, therefore typical proximity/speed sensors are not suitable. The current output of each NAMUR proximity sensor is detected by an Intrinsically Safe Barrier Converter that provides a square wave pulse train to a Siemens PLC counter module. ============================= You might want to review one of our other articles: How to Wire Discrete DC Sensors to PLC - Part 2 https://realpars.com/discrete-sensors-part-2 ============================= Missed our most recent videos? Watch them here: https://realpars.com/hmi-panel/ https://realpars.com/low-cost-plc https://realpars.com/tia-portal ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/jqS8f ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #NAMUR #Sensor #RealPars

C-PXhMp-Vtw | 28 Sep 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/hmi-panel/ ============================= HMI Panels are valuable tools that are used by operators and engineers worldwide to visualize and monitor the process, provide control targets and set-points, execute programs and initiate sequences, and troubleshoot problems via trends, alarms, and events. In this video, you will learn: – What common features to consider when choosing an HMI – What the differences are in a variety of HMI Panels offered by top manufacturers? – How to determine which HMI Panel is the best for my application HMI is short for Human Machine Interface. Just as the acronym implies, these panels provide a visual interface between the machines, equipment and process, and the operator or engineer. Most plants use multiple HMI panels in locations that are convenient for the operator, and each is configured to provide the data that the operator needs at that location. I want to select an HMI panel that is right for my application. How do I choose the best HMI panel? 1) Display size The first consideration is the display size. HMI panels come in all sizes, typically from 3 inches to 25 inches. 2) Touchscreen? Touchscreens are convenient and allow a fast response, but they are more expensive than models with only function and arrow keys. 3) Color or Monochrome? Color HMI panels are vivid and allow for status to easily be shown with colors, but monochrome units are less costly and very efficient for showing a small amount of data, like speed feedback or time left in a batch. 4) Resolution What screen resolution is required to show sufficient graphic object details or allow display of many objects on the same screen? 5) Mounting What about mounting? Should the HMI be flush mounted in a panel? Or on a pedestal? Or be Handheld? 6) Protections What kind of protection does the HMI require? IP67 to protect against splashing of liquids or outdoor installation? 7) Interfaces What interfaces do I require? Ethernet? Profinet? Serial interfaces for laboratory instruments, RFI scanners, or barcode readers? And do I require multiple interface types? 8) Software requirement What are my software requirements? Do I need OPC or a specialized driver to access data from my controllers? 10) Supports Windows? Does the HMI need to support Windows and its file system, or will the vendor’s HMI application be sufficient? Let’s look at HMI panels for several different scenarios. Example 1) Let’s say I need an HMI panel that has at least a 12” touchscreen. I need network security built into the panel and have automatic program backup. The MTP 1200 is the perfect HMI panel for this application. Example 2) If my needs are more basic and my budget is tight the KTP 1200 Basic HMI Panel is just what I need. The KTP basic panels are value-priced but are still rugged and have great performance characteristics. Example 3) Suppose I have an HMI in a tank farm, and I want an HMI panel that can communicate with my controller wirelessly. Maple Systems HMI 5103L has a 10-inch touchscreen, a bright LCD display, and can operate on 24 volts DC. This is the perfect HMI for monitoring tank levels and other tank farm sensors and equipment in the field. Example 4) What if I need to connect my HMI to an Ethernet/IP network, as I would for a Rockwell Automation PLC, and connect a device like a barcode reader for a weigh and dispense system? The answer may be to choose a PanelView Plus 7 standard model with a 9-inch display to monitor the weighing process. If I have the same need but need a fully compliant panel for use in a cleanroom environment, like for a pharmaceutical plant, I can choose the PanelView Plus 7 stainless steel performance model. And if I need to operate in a hazardous environment, the ArmorView Plus7 model is a perfect choice. ============================= Missed our most recent videos? Watch them here: https://realpars.com/low-cost-plc https://realpars.com/tia-portal https://realpars.com/control-valve ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/VF63d ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #HMI #RealPars #Industry

Kd8-AqKnHSk | 21 Sep 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/low-cost-plc ============================= Low-cost PLCs are compact PLCs that are offered by manufacturers for programmers just like you and me; those who need a complete system for skills development and exploration. @Siemens S7-1200 PLC starter kits are available at low cost and come with fully licensed components. Within a very short time, you can be up and running, creating and testing your own PLC programs using a real PLC used widely throughout the automation industry. Let’s explore a few Siemens S7-1200 PLC Starter Kits that are available for immediate purchase and quick delivery. 1) Siemens S7-1200 PLC Starter Kit https://bit.ly/3F76rvh This starter kit includes an S7-1212C PLC, TIA Portal Basic programming software, an 8-point input I/O simulator, an Ethernet cable, and a hard plastic storage box, called a Systainer. The S7-1212C is a powerful, small PLC. This PLC model is commonly used in onboard machine applications. It has built-in I/O, including 2 analog inputs, 8 digital inputs, 4 of which can be high-speed counters, and 6 AC/DC relay outputs. The S7-1212C boasts 2 megabytes of memory and a Profinet/Ethernet interface port. This PLC model is equipped to be able to create the programs for every RealPars course example, including Functions https://bit.ly/2FGAuP4, Function Block, Data Block https://bit.ly/2FCgqxq, PID https://bit.ly/3c6nzSx, and Interrupt Blocks https://bit.ly/32EYScQ. This model also includes a basic runtime license for OPC UA to assist in the communication of data to and from the PLC to other applications, like data historians. To learn more about OPC UA, check out this link: https://bit.ly/33ER7Tk 2) Siemens S7-1200 PLC Starter Kit + KP300 HMI Panel https://bit.ly/3LRmfpE For those who need a more advanced development starter kit, there are several models that include all of the hardware and software included with the Basic Starter Kit, plus a basic HMI panel. This version of the starter kit includes a KP300 HMI Panel. This panel has a 3-inch monochrome display with function keys and a Profinet interface. 3) Siemens S7-1200 PLC Starter Kit + KTP400 HMI panel https://bit.ly/3RMsFdx The next step up starter kit model includes a KTP400 HMI panel which has a 4-inch color touchscreen display and a Profinet interface. 4) Siemens S7-1200 PLC Starter Kit + KTP700 HMI panel https://bit.ly/45hCX8w One more step up is a starter kit that includes the KTP700 HMI panel, which has a 7-inch color touchscreen display and a Profinet interface. 5) Siemens S7-1200 Fail-Safe Starter Kit https://bit.ly/3F9CcDL If you need to gain experience with safety PLCs for hazardous systems control applications, you may want to consider the S7-1200 Fail-Safe Starter Kit. This starter kit includes an S7-1214 FC CPU, one ProfiSafe digital input module, one ProfiSafe digital output module, and the other items contained in the basic starter kit. This CPU only has 256 kilobytes of memory, but this is more than adequate for most small safety PLC applications, such as boiler damper control, flammable gas monitoring, and overpressure detection. 6) Siemens S7-1500 PLC Starter Kit https://bit.ly/3ZKEOld If your intent is to use a starter kit to serve as a testbed for larger process logic development or simulations, you can choose a starter kit with an S7-1500 CPU. The starter kit shown here comes with an S7-1511T CPU, power supply, SIMATIC memory card, and all of the other items included in the Basic Starter Kit. 7) Siemens S7-1500 PLC Starter Kit + ProDiag https://bit.ly/3LTEDxY Other available S7-1500 starter kits include the S7-1500 ProDiag module which can be configured to provide machine and process diagnostics through configuration instead of programming. These diagnostics can be shown on operator panels to aid in machine maintenance and troubleshooting. ============================= Missed our most recent videos? Watch them here: https://realpars.com/tia-portal/ https://realpars.com/control-valve/ https://realpars.com/smart-sensor/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/I6SoG ============================= Follow us on Facebook: https://www.facebook.com/therealpars Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom #PLC #RealPars #Siemens
zZIC38sjzj8 | 14 Sep 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/tia-portal/ ============================= @SiemensKnowledgeHub has made its TIA-Portal version 16 available at a reduced price for a period of time. In this video, we will: – Purchase the TIA Portal version 16 software, – Download and install the software, and – Install the software license so that it can be used for the next project. TIA Portal version 16 should be installed on a PC running Windows 10 Professional. To purchase the software, go to the https://marketplace.realpars.com. In the Search box, type “TIA Portal”. When the suggested links appear, choose the TIA Portal version 16 item at the top of the list, part number 6ES7822-1AE06-0YS0. Click on "http://bit.ly/TIA-Portal" and go directly to the purchase page. At the product page, scroll down to learn more about what is included and for how long the license will be active. At the end of the promotional period, you can renew the license, but at the full renewal price. Add the software product to the Shopping Cart and make the purchase. Double-check and make sure your email address is entered correctly. This will be the email address to which important updates about your purchase and a license file will be sent. Enter your billing and shipping info, and complete your transaction. In one to two business days, you will receive an email from Siemens Web License Manager. Once you get the email, open it and you can see that the software and license are to be delivered by the Online Software Delivery method, named OSD. Once you log into the account associated with your OSD email, click on the link to download the Automation License Manager software. Land on the software page where you can download the Automation License Manager. Click on the link to download the software. Run the downloaded software file. Follow the prompts to install the License Manager. You may have to reboot my PC during the installation. Now, open the Automation License Manager. In the left-hand pane, click on Online Software Delivery. Use the Login option and log into the Online Software Delivery site. At the confirmation window, verify your name and address, and then check both boxes in the window and press continue. The Online Software Delivery window appears and shows the license that you purchased. Click on the Transfer Licenses button under the entry for the license you purchased. Drag and drop this button and drop it on the “Windows C” drive in the left-hand pane to transfer the license. Once the license transfers, a green checkmark appears on the Transfer Licenses button. You can expand the tree under the “Windows C” drive to view the licenses you just transferred. Click on Online Software Delivery again. Click on Download under Software Files and Documents. A window opens and displays the software files for the TIA Portal version 16 purchase. You can download the TIA Portal and WinCC software as DVD image files called ISO files. If you do not have a way to burn the ISO files onto DVD media, return to the Siemens support site. Enter “109772803” in the search window to go directly to the page where you can download the TIA Portal version 16 files in an executable file format. Scroll down to the second set of downloadable files that include STEP 7 Basic & Professional, STEP 7 Safety Basic & Professional, and WinCC Professional. Download all the zip files for DVD 1, DVD 2, DVD 3, and S7-PLCSIM, by clicking on each, one at a time. Make sure all files are downloaded to the same file directory. Once all of the files are downloaded, find the EXE file for DVD 1 which begins with “TIA Portal_STEP7” and ends in “V16”. Run this file, and the installation begins. Accept all the default settings and prompts as you advance through the installation. Repeat this process for DVD 2, DVD 3, and S7-PLCSIM files. Once all of the products have been installed, Start TIA Portal version 16. Verify that you can open TIA Portal, load a program, make some edits, and save the program. ============================= Missed our most recent videos? Watch them here: https://realpars.com/control-valve/ https://realpars.com/smart-sensor/ https://realpars.com/plc-hardware/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/cY457 ============================= Follow us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #TIAPortalV16 #RealPars #PLC

KtsiM1st0KA | 07 Sep 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/control-valve/ ============================= A control valve is a power-operated device used to regulate or manipulate the flow of fluids, such as gas, oil, water, and steam. It is a critical part of a control loop and is an example of a final control element. The Control Valve is by far the most common final control element used in industry today. A control valve has two separate components: the Valve and the Actuator. Valve bodies are of different types or styles depending on service conditions, piping layout, and desired application. The two classes of control valves are Linear Motion and Rotary Motion. On a linear motion valve, the stem and valve movement is up and down. A common type of sliding control valves is the Gate Valve. A rotary motion valve in almost all cases rotates 90° from open to the closed position. A commonly used rotary valve is the Butterfly Valve. The actuator is the device connected to the valve through the valve stem that provides the force required to move the valve. The actuator can be controlled electrically, pneumatically, or hydraulically. The most common and the most reliable is the “Pneumatic Actuator”. The control valve receives a signal from a controller such as a PLC or a DCS in order to operate. The controller compares the actual flow rate to the desired flow value called the setpoint. The controller will produce an output to move the valve to bring the flow rate to the setpoint value. Because the PLC signal is electrical, the control valve may require a device to convert that electrical signal so that it can operate. Because of how pneumatic actuators are built, a control valve will fail to a specific position when a loss of the control signal occurs. As the supply air pressure is increased, the rubber diaphragm pushes against the spring and moves the valve stem down into the valve body. As the supply air pressure is reduced, the spring will move the valve stem out of the body. The position to which the control valve is moved if a loss of signal occurs is referred to as the fail-safe mode. The type of fail-safe mode depends on the application for which the control valve is used. The actuator causes the valve to close in a Fail-Closed Control Valve. The actuator causes the valve to open in a Fail-Open Control Valve. In normal operation, the force of the spring must be overcome by the electrical or pneumatic actuator. In the event of a power failure to the actuator, the electrical or pneumatic force is no longer present and the spring pressure forces the valve to open. You might wonder how much the valve opens or closes when the flow rate changes. Well, that depends on a number of things such as the percentage of the flow rate change and the diameter of the pipe. Regardless, the Controller must be tuned so that it produces the correct response to any change in flow rate. This is most commonly achieved by using PID control within the PLC or Controller. ============================= We have already created several easy-to-follow videos on what a PID Controller is: What are PID Tuning Parameters? (https://realpars.com/pid-tuning-parameters/) How to Program a Basic PID Loop in ControlLogix (https://realpars.com/pid-loop/) What is a PID Controller? (https://realpars.com/pid-controller/) ============================= Missed our most recent videos? Watch them here: https://realpars.com/smart-sensor/ https://realpars.com/plc-hardware/ https://realpars.com/abb-plc/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/5DHr5 ============================= Follow us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #Engineering #RealPars #Control_Valve

5b5xJu8KYrc | 31 Aug 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/smart-sensor/ ============================= In this video, we’re going to introduce you to a very powerful group of devices called Smart Sensors. The Smart Sensor plays a very important role in the Smart Factory of Industry 4.0 which is considered as the fourth revolution of the manufacturing industry. The First Revolution brought us steam and water-powered mechanization. The Second Revolution introduced mass production using electricity. The Third Revolution established automated manufacturing processes using computers and robotics. And now the Fourth Revolution has launched the Internet of Things (IoT) and the Smart Factory. What makes a Base Sensor different than a Smart Sensor? Before we get to that question, let’s review what a base sensor is, what it does, and how it is integrated into process control loops. A base sensor is a device that senses something. For many years we’ve had sensors that can see, feel, hear, smell, and even taste. In the world of instrumentation and process control, we define a Sensor as a device that detects changes in physical properties and produces an electrical output in response to that change. A Thermocouple is a temperature sensor that will produce an increasing voltage across it when exposed to increasing temperature. In industry today, thousands of thermocouples are connected to transmitters in temperature process control loops. In the process control, we condition the thermocouple voltage and convert it to an industry-standard signal that represents our controlled temperature range. OK...so...what if we had a sensor that did more than sense singular basic physical properties? What if we had a sensor that also performs data conversion, digital processing, and can communicate to external devices and The Cloud? In very general terms a Smart Sensor has a base sensor, a microprocessor, is communication-capable, and has some form of onboard diagnostics. Smart Sensors are capable of a variety of functions and options. Smart Sensors can perform self-assessments and self-calibration. They can detect issues such as sensor contamination, switch failures, and open coils. Some Smart Sensors are capable of multi-sensing and can measure pressure, temperature, humidity, gas flow, and more. Smart Sensors play a very important role in the new era of manufacturing intelligence. They will become more and more important as the industry develops increasingly sophisticated and complex processes. ============================= You might want to review one of our other articles: What is a Sensor? Different Types of Sensors, Applications https://realpars.com/types-of-sensors/ ============================= Missed our most recent videos? Watch them here: https://realpars.com/plc-hardware/ https://realpars.com/abb-plc/ https://realpars.com/transmitter/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://bit.ly/realpars ============================= TWEET THIS VIDEO https://ctt.ac/1WBm7 ============================= Follow us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #SmartSensor #Industry

pPUnihpL6UI | 24 Aug 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/plc-hardware/ ============================= In this video, we’re going to introduce you to a typical PLC and its associated hardware. First of all, let’s start with the term PLC, and talk about what it means. PLC is short for Programmable Logic Controller. A PLC consists of a computer with several additional hardware pieces that are a part of it or can be attached to it at any time. Before we go any further, this is probably a good place to discuss how and where a PLC has been included physically into industrial applications and what it has replaced. In industrial applications today, much of the Motor Starter circuitry is replaced by a PLC. Interestingly, many of the original physical devices are connected to the PLC! The Start and Stop switches, the OL (overload) contacts, and the M relay are hardwired to hardware modules that are part of the PLC. Alright, now that we’ve got that out of the way, let’s look at what we mean by the term PLC Hardware. The Hardware components of a PLC include the following: Processor, Power Supply, Input/Output Modules, and a Programming Device. Let’s look at each piece of hardware, or module one at a time. The Power Supply is connected to AC mains for the supply voltage. The Power Supply output is a DC voltage used to power all of the other modules associated with the PLC. The Power supply DOES NOT provide power for field devices. The input/output modules are connected to digital or analog field devices. Input field devices include switches, encoders, and transmitters for example. Typical output field devices are relays, lamps, and proportional valves. The Processor consists of the CPU (central processing unit) and memory. The processor section makes decisions needed to observe and operate the field devices connected to the Input/Output modules. The decisions are based upon a user-created program saved in the memory. The memory also stores data representing the condition of all input field devices and contains the data telling the output field devices what to do. The Programming Device in today’s industrial applications is usually a laptop or a desktop computer that facilitates the creation of decision-making programs destined for the PLC. Examples of the programming software residing on the laptop are Studio 5000 for Allen Bradley PLCs (from @RockwellautomationInc ) or SIMATIC Step 7 for @SiemensKnowledgeHub PLC’s. ============================= You might want to review one of our other articles: PLC Basics | Programmable Logic Controller https://realpars.com/plc-basics/ ============================= Missed our most recent videos? Watch them here: https://realpars.com/abb-plc/ https://realpars.com/transmitter/ https://realpars.com/proximity-sensor-datasheet/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/lt2d2 ============================= Follow us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #PLC #Automation

XI49uFm5HRE | 19 Aug 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/types-of-sensors/ ============================= Sensors are a part of everyday life at home and work. There’s probably not a day that goes by where you aren’t impacted in some way by a sensor. In this video, we’re going to talk about what a sensor is, what it can do, and how it can be used in process control. A sensor is a device that senses something. Today we have sensors that can see, feel, hear, smell, and even taste. Without sensors, our home and work lives would be quite difficult. For example, as you drive to work, the traffic lights at an intersection are controlled by sensors embedded in the road. These sensors detect your arrival at the intersection. As you approach the grocery store, the door automatically opens because of a sensor. In your plant, the batch process temperature and pressure are displayed and controlled as a result of output from Sensors. In the world of instrumentation and process control, we define a Sensor as a device that detects changes in physical, electrical, or chemical properties and produces an electrical output in response to that change. What are the typical physical properties that sensors are detecting? Let’s name a few… Level, Temperature, Flow, Pressure, Speed, and Position. From a process control perspective, we can classify sensors as either Passive or Active. A Passive Sensor requires an external source of power to operate while an Active Sensor does not. A Thermocouple is an Active Sensor as it does not require any external power supply to operate. As a thermocouple is exposed to an increase in temperature, it will develop an increasing voltage across it. Another example of an Active sensor is a piezoelectric sensor. A Resistance Temperature Detector (RTD) is a Passive Sensor. It is a device that’s resistance will change with a change in temperature. To take advantage of this change in resistance, an external supply, or an excitation circuit is required to produce a change in voltage. Another example of a Passive sensor is a Strain Gauge. Almost every sensor used in process control will be connected to a Transmitter because a sensor’s output needs to be conditioned or amplified. Here’s an example…We’ve already talked about a thermocouple and the voltage output created when it is heated. Unfortunately, the voltage output of a thermocouple is minuscule! In our example, the thermocouple will produce a voltage output from 8 mV to 18 mV over a 450 degree Fahrenheit change in temperature! In-process control, we condition that 8mV to 18mV thermocouple voltage and convert it to a 4 mA to 20 mA industry-standard signal that represents our controlled temperature range. ============================= Missed our most recent videos? Watch them here: https://realpars.com/abb-plc/ https://realpars.com/transmitter/ https://realpars.com/proximity-sensor-datasheet/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/SW_ap ============================= Follow us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #Industrial_Sensors #RealPars #Industry

I-EJrD8d9zQ | 10 Aug 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/abb-plc/ ============================= There are many manufacturers of Programmable Logic Controllers that are used in the Automation industry. One of the leading PLC manufacturers in the world is @abbplc. ABB offers a full line of industrial PLC controllers and safety PLC controllers with a wide range of I/O cards, interfaces, and modules. The AC500 PLC is a scalable platform that provides options for small to very large automation systems. The standard AC500 PLC is offered in models ranging from 128 kilobytes of memory for small applications to models with 160 megabytes of memory for larger applications. Each model can accept several different Terminal Units which can provide interfaces for communication and various I/O modules. The I/O modules available include AC and DC digital input and output modules and voltage and current analog input and output modules. A large number of communication interfaces are available for AC500 PLCs. Each CPU has the capability for up to four interfaces integrated into the CPU module. Additionally, up to four slots are available for additional communication modules. Supported modules include Ethernet, EtherCAT, Profinet, Profibus DP, CANopen, DeviceNet, Serial, Modbus TCP, as well as others. All modules are equipped with standard connection ports based on the interface and terminals for wired connections. Other AC500 PLC models provide specialized functionality, such as the AC500-eCo, which is a small, compact PLC with a small number of I/O integrated into the processor module. The AC500-HA family of PLCs provides hardware redundancy through the use of redundant bus connections and a synchronization cable. The AC500-S PLC platform provides an integrated safety system featuring safety-rated controllers and I/O cards. The AC500-XC controller is used in areas where extreme environmental conditions are likely to exist. All AC500 are programmed using the “ABB Automation Builder” software. Three versions are available: Basic, which is a free version for basic system engineering tasks, Standard, and Premium. The Standard version is intended for integrated system engineering with additional support for communication interfaces. The Premium version extends the Standard version by adding productivity and collaborative features, such as change management tools, Python scripting, and Open Device integration. ABB Automation Builder is an integrated software package that allows configuration and programming of PLC controllers, safety controllers, I/O, motor drives, motion control, ABB CP600 HMI panels, and SCADA functionality, such as data archiving and process alarming. For larger systems, Automation Builder includes a multi-program download tool that allows program downloads to multiple PLCs from a single setup. Additional software modules available for Automation Builder include several very useful applications that are often used in automation systems. The AC500 OPC Server application allows data in AC500 devices to be shared with other applications and servers, including data historians and 3rd Party PLCs, such as Siemens S7 PLCs or Rockwell Logix PLCs. The Virtual Commissioning Platform add-on application allows testing of the software program independent of the hardware. Virtual devices are used to emulate the real hardware, so field signals and communication between devices can be simulated. The speed of the Virtual Controller execution can be sped up, slowed down, or frozen so that logic states can be inspected. ABB AC500 PLCs are typically programmed using Continuous Function Charts, an advanced type of function block, and structured text. Support for the other IEC 61131-3 standard languages such as Ladder Logic, Sequential Function Charts, and Instruction List is also provided. In the complementary video, Applying an ABB PLC to a Small Process, https://realpars.com/abb, We will configure a simple ABB AC500 PLC system to demonstrate how the components we have introduced are connected. ============================= Missed our most recent videos? Watch them here: https://realpars.com/transmitter/ https://realpars.com/proximity-sensor-datasheet/ https://realpars.com/allen-bradley-plc/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/eJABd ============================= Follow us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #PLC #ABB #RealPars
DtNyLZ-BGa4 | 03 Aug 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/transmitter/ ============================= In this video, we’re going to introduce you to a very important device used in process control today – the Transmitter. In the Telecommunications world, a Transmitter is a device that produces radio waves radiating from an antenna. In the world of process control, a Transmitter is a device that converts the signal produced by a sensor into a standard instrumentation signal representing a process variable being measured and controlled. In the early days of process control, the standard instrumentation signal was pneumatic while today it is more likely to be an electrical signal. The standard pneumatic signal is 3 to 15 psi. The standard electrical signals are 1 to 5 volts or 4 to 20 mA. As mentioned earlier, the electrical transmitter output signal is usually a range of voltage (1 to 5V) or current (4 to 20 mA). In process control, it is understood and goes without saying that the transmitter output range represents the 0 to 100% of the sensed physical variable. For example, the transmitter would produce an output current range of 4 to 20 mA for a measured temperature range of 0 to 150 degrees Fahrenheit (0 to 100%). The four major process variables measured and represented by a transmitter are Pressure, Level, Temperature, and Flow. Transmitters are also used in industry to measure other variables such as Position and Speed and chemical properties such as pH and Conductivity. A Transmitter requires a power supply to operate. A 4-wire transmitter has 2 wires connected to a power supply and 2 signal wires connected to the PLC. The power supply can be AC or DC depending on the vendor and model. A 2-wire transmitter has only 2 wires. These 2 wires provide power for the transmitter and are also the signal lines! New technologies have spawned the development of Smart Transmitters. Smart Transmitters not only produce the 4 to 20 mA process variable signal, but also transmit and receive digital information such as Instrument Tag Names, Calibration Data, and Sensor Diagnostics. Protocols such as HART are commonly used on Smart Transmitters. ============================= You might want to review 2 of our other articles: 1) DP Level Measurement Explained https://realpars.com/dp-level-measurement/ 2) What are 2-Wire and 4-Wire Transmitter Output Loops? https://realpars.com/transmitter-wiring ============================= Missed our most recent videos? Watch them here: https://realpars.com/proximity-sensor-datasheet/ https://realpars.com/allen-bradley-plc/ https://realpars.com/pressure-transmitter ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/975Hd ============================= Follow us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #Transmitter #Sensor #RealPars
gO5IF5tfuGk | 27 Jul 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/proximity-sensor-datasheet/ ============================= In this video, we’re going to look at two 3-wire proximity sensor datasheet from 2 different vendors, Pepperl+Fuchs and Schneider Electric, and discuss the specifications which are common. A 3-wire inductive proximity sensor is an electronic device that can detect ferrous (Fe) targets without any physical contact. When it detects that target, it operates an internal electronic switch. Because the sensor is an electronic device it requires a DC power source. Proximity sensors are being used in industry today to replace devices such as mechanical limit switches. There are 2 different types of 3-wire Inductive Proximity Sensors NPN and PNP. Let’s look at 2 typical 3-wire inductive proximity sensor datasheet. Inductive-sensor-XS108B3NAL2-@schneiderelectric https://bit.ly/39pIluS Inductive-sensor-NBB1.5-5GM25-E2-V3- @PepperlFuchsUSA https://bit.ly/3g0oDIO Let’s discuss the Output Type specification. The output type can be PNP or NPN which determines how the load is connected to the sensor. Although they can both look identical physically, they are not interchangeable. Operating Current or Switching Capacity in mA is another specification to discuss. Unlike a mechanical limit switch or other similar devices, a proximity sensor can only carry a low amount of current before being damaged. For these sensors, the maximum current allowed is 200 mA. An important specification is Operating Voltage or Supply Voltage Limits. As discussed earlier, the 3-wire proximity sensor is an electronic device and requires a DC Power Supply. Sensor datasheets will always provide a range of Power Supply voltages in which the sensor will operate as designed. Let’s look at the Switching Function or Discrete Output Function specification. Just like any switch, proximity sensors can have Normally Open (NO) or Normally Closed (NC) contacts. This datasheet specification indicates the state of the switch before it is activated. Another important specification is the Voltage Drop or Maximum Voltage Drop. Most of us assume that a closed switch will have zero volts dropped across it when it is closed. In most cases this is true. Unfortunately, in the world of electronic proximity sensors, this is not the case. Another specification to consider is Switching Frequency. Every time the target gets close to the proximity sensor, the internal switch operates and creates a voltage pulse. A proximity sensor has a switching frequency specification which limits its use to measure speed. There are sensors designed for speed measurement that operate exactly as proximity sensors. An important specification is the Rated Operating Distance or Nominal Sensing Distance. Simply stated, it is the distance under ideal conditions that the sensor can detect the target and successfully operate its internal switch. Keep in mind that this specification does not take into account external conditions such as voltage supply and temperature. Let’s talk about the specification called Switching State Indicator or Status LED. Almost every vendor will have an LED indicator of some kind as part of the physical body of the proximity sensor. The purpose of the LED is to indicate when the proximity sensor is activated. ============================= You might want to review 2 of our other articles: 1) How to Wire Discrete DC Sensors to PLC – Part 1 https://realpars.com/discrete-sensors-part-1/ 2) How to Wire Discrete DC Sensors to PLC – Part 2 https://realpars.com/discrete-sensors-part-2/ ============================= Missed our most recent videos? Watch them here: https://realpars.com/allen-bradley-plc/ https://realpars.com/pressure-transmitter https://realpars.com/safety-plc ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/uQDOd ============================= Follow us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #Proximity_Sensor #RealPars #Industrial_Sensors

3VgoZSMFN-I | 20 Jul 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/allen-bradley-plc ============================= ⌚Timestamps: 00:00 - Intro 01:17 - Allen-Bradley products 01:58 - Allen-Bradley PLC 02:49 - PLC-2, PLC-3, PLC-5 03:22 - SLC series 04:20 - Micrologix family 04:56 - ControlLogix family 05:29 - CompactLogix family ============================= Allen-Bradley is the brand name of several product lines of factory automation equipment and today its owned by Rockwell Automation. The company was founded by Lynde Bradley in 1903 with the financial support backing of investor Dr. Stanton Allen, the company eventually became the Allen-Bradley Company. Today, the company manufactures programmable logic controllers (PLCs), human-machine interfaces, sensors, safety components and systems, software, drives and drive systems, contactors, and motor control centers. Their first patented product was a carbon disc compression-type motor controller used for industrial cranes and the crane controller was exhibited at the St. Louis World’s Fair in 1904. Allen-Bradley became involved with programmable logic controllers by the inventor, Odo Josef Struger. He is often referred to as the father of the programmable logic controller. Allen-Bradley became a major PLC manufacturer in the United States during his employment with AB. He also contributed as a leader in the development of IEC 61131-3 PLC programming language standards. The first Allen-Bradley PLC introduced to the market was the PLC-5 product family. The PLC-2 and PLC-3 were released in the 1980s and are now obsolete. The PLC-5 family used the 6200 series programing software originally and then later RSLogix 5 programming software. In 1991 the SLC500 product line was released. This platform was much smaller in size and had a reduced instruction set. SLC was an acronym for Small Logic Controller and the first SLC500 released was an integrated package (commonly referred to as a shoe block PLC) containing the CPU, power supply, and IO. The Micrologix family and SLC 500 PLCs used the RSLogix 500 programming software. In 2014, the MicroLogix family was introduced in response to address the need for a less expensive PLC solution to compete with other manufactures and the first MicroLogix introduced was MicroLogix 1000 supporting several types of IO combinations. The platform did not use a rack but instead, modules were connected at the end of the package. The ControlLogix family was introduced in 1997. This platform was racked-based having much faster scan times (speed) and memory than the PLC-5 or SLC products. Communication modules supported Ethernet, DeviceNet, DH485, and ControlNet. Servo motor control cards using SERCOS fiber-optics provided competitiveness in the coordinated system servo market. The CompactLogix family was released in 2008 as a lower-cost solution to ControlLogix for competitive reasons. And like the MicroLogix, the products do not use a rack-based solution but instead, use add-on modules to the ends of the power supply or CPU modules. Communications between the RSLogix programming and configuration software and PLC/PAC is handled using Rslinx software, a separate software package, that also supports DDE and OPC support. ============================= You can learn more about Rockwell Automation by attending the Rockwell Automation – Automation Fair held annually. https://www.showsbee.com/fairs/68691-Automation-Fair-2020.html ============================= Missed our most recent videos? Watch them here: https://realpars.com/pressure-transmitter https://realpars.com/safety-plc https://realpars.com/analog-input ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Follow us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #Allenbradley #RealPars #PLC
zS77qnlEPg0 | 13 Jul 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/pressure-transmitter ============================= In this video, we’re going to introduce you to a very versatile instrument used in industry today - the Pressure Transmitter. First of all, let’s discuss the terms Transducer and Transmitter. Some people will tell you that a Transducer and a Transmitter are the same things and therefore the terms are interchangeable. If you are curious, conduct a web search of the two terms and you will be surprised at the wide range of results! A transducer is a device that converts one form of energy to another. For example, an electrical transducer converts a sensed physical variable like temperature into an analog electrical signal. A transmitter is a device that converts the electrical signal from the transducer into a much larger electrical signal that can be sent over a long distance to a PLC or a DCS. The transmitter output signal is usually a range of voltage (1 to 5 V) or current (4 to 20 mA) which represents the 0 to 100% of the sensed physical variable. A Pressure Transmitter is an instrument connected to a Pressure Transducer. The output of a Pressure Transmitter is an analog electrical voltage or a current signal representing 0 to 100% of the pressure range sensed by the transducer. Pressure transmitters can measure absolute, gauge, or differential pressures. Absolute pressure is referenced to a perfect vacuum which is considered 0 psi! We express vacuum pressure as 0 psi (a). Atmospheric pressure is usually about 14.7 psi (a). The most common pressure measurement is gauge pressure which is the total pressure minus the atmospheric pressure. Atmospheric pressure is 0 psi (g). Let’s have a look at an example of a Pressure Transmitter measuring process pressure of gasses in a pipeline. ============================= You might want to review 2 of our other videos: 1) What is a Pressure Sensor? https://realpars.com/pressure-sensor/ 2) Differential Pressure Transmitter Explained https://realpars.com/differential-pressure-transmitter/ ============================= Missed our most recent videos? Watch them here: https://realpars.com/safety-plc https://realpars.com/analog-input https://realpars.com/distributed-io ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/HMbF8 ============================= Follow us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #Transmitter #RealPars #Pressure

i-X3cDPaBbk | 06 Jul 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/safety-plc ============================= In this video, we’re going to talk about a very important part of any automated industrial process the Safety PLC. A Safety PLC is one of the 3 parts of a Safety Instrumented System (SIS). The SIS can also be referred to as the Safety Shutdown System. Stated simply, the SIS monitors the equipment or process and if an unacceptable condition or risk, or an unsafe condition occurs it reacts by the shutdown of the equipment or process. Safety PLCs are constantly guarding against plant failures which could result in harm to people, equipment, or the environment. When specified hazardous conditions occur, the Safety PLC will respond by placing the plant in a safe condition. The Safety PLC is referred to as the Logic Solver in the Safety Instrumented System. Safety shutdown systems are not new. Before the introduction of Safety PLCs, plant shutdown conditions were monitored and operated by typical field devices and instruments and the logic was performed by hardwired relays. Gone are the days of hard-wired relay logic in both Process and Safety PLCs. A Safety PLC is just like a regular PLC and is programmed the same way. The logic in the Safety PLC is locked. It has safety signatures ensuring that coding has not been changed. Physically, other than they might be a different color, they look exactly the same! But…that’s where the similarity ends. Safety PLC has extra features like redundancy and added hardware functionality that adheres to a specific Safety Integrity Level (or SIL). The Safety PLC can perform additional field device checking such as snooping for broken wires, failed contacts, among other features. The Safety PLC has the multi-channel capability for redundant I/O monitor and operation capability. ============================= You might want to review 2 of our other articles: 1) What is a Safety Instrumented System? (https://realpars.com/safety-instrumented-system/) 2) What is an Emergency Shutdown System? (https://realpars.com/emergency-shutdown-system/) ============================= Missed our most recent videos? Watch them here: https://realpars.com/analog-input https://realpars.com/distributed-io https://realpars.com/dp-closed-vessel-level-measurement/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/dUa_3 ============================= Follow us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #Safety_PLC #RealPars #PLC

fcF6ivDavrQ | 29 Jun 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/analog-input ============================= In this video, we’re going to explain how to read analog input control loop diagrams. Every industrial control feedback system has 2 loops: an input control loop and an output control loop. The analog input loop consists of 2 major devices: the transmitter and the controller. 1) The transmitter is the instrument that converts the signal from the sensor to the Process Variable or PV signal which represents the measured variable. 2) The controller is the device that compares the Process Variable or PV and the desired value of the process referred to as the Setpoint. The analog output loop consists of 2 major devices: the controller and the final actuator. 1) When the controller completed the comparison between the Process Variable and the Setpoint, it produces an output signal. 2) The final actuator is the device such as a control valve that exerts a direct influence on the manipulated variable as directed by the signal it receives from the controller. Alright, now that we’ve discussed the 2 control loops of an industrial feedback control system, let’s look closer at an analog input control loop. Most analog input control loops are connected in a 2-wire configuration which requires a DC Power Supply. In some cases, the power supply is external, and in other cases, the power supply is part of the PLC or DCS. The transmitter signal is usually 4 to 20 mA. Although companies may have different methods of creating Analog I/O Loop drawings, the transmitter, the controller, and the power supply are common to all. ============================= You might want to review 2 of our other articles: 1) PLC Analog Inputs and Signals (https://realpars.com/plc-analog-inputs/) 2) What are 2-wire and 4-wire Transmitter Output loops? (https://realpars.com/transmitter-wiring/) ============================= Missed our most recent videos? Watch them here: https://realpars.com/distributed-io https://realpars.com/dp-closed-vessel-level-measurement/ https://realpars.com/p-id-symbols/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/SgOa8 ============================= Follow us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #AnalogIO #RealPars #PLC

t_BctnjwvW4 | 22 Jun 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/distributed-io ============================= In this video, we’re going to talk about Remote I/O and Distributed I/O. Depending on who you talk to, some say Remote I/O and Distributed I/O are the same thing and the terms are interchangeable … Not so says others. So, who’s correct? Let’s investigate the history of the terms Remote I/O and Distributed I/O and discuss what they mean today. Let’s go back a few decades to early computerized control. The predecessor of the DCS and the PLC was the Direct Digital Control or DDC system, only seen today in museums. Many vendors such as Taylor Instruments, Bailey Control, and Foxboro had DDC systems that centered on a mini-computer connected to several proprietary I/O devices located at remote locations around the plant. Today’s DCS is a control system that has a number of Distributed autonomous controllers each operating a number of continuous operations. The controllers are tied together via a centralized supervisory controller. We’ve already used the terms Remote and Distributed in the context of locations of both I/O and controllers. It’s easy to see how the terms can be misunderstood. OK. Let’s have a look at Remote I/O and Distributed I/O from a PLC perspective. Remote I/O means that the I/O module is at a remote place physically located a distance from the control PLC. As we mentioned earlier Remote I/O is sometimes also referred to as Distributed I/O. Let’s look at a definition for Distributed I/O that differentiates it from Remote I/O. Generally speaking, Distributed I/O has a brain or some computing capacity. By default, it is Remote. Allen-Bradley has FLEX I/O which is a modular I/O system for distributed applications. The Flex I/O allows for the connection of up to eight I/O modules and transfers I/O data to and from a central controller or PLC. Flex I/O is an example of Distributed I/O and the eight modules connected to the Flex I/O are examples of Remote I/O. Siemens has the ET 200SP series of Distributed I/O that can connect up to 16 channels of digital or analog I/O with a single-wire connection. The ET 200SP is an example of Distributed I/O and is connected to the bus system via an interface module. This system is very flexible as it can accommodate either PROFINET interface modules or PROFIBUS interface modules. As we said earlier, Remote I/O is at a remote place physically located a distance from a control PLC. Remote I/O does not have a brain and is not capable of any computing function at all. It’s likely safe to say that when you hear the term Remote I/O there is only one controller, or PLC, involved as opposed to Distributed I/O which has multiple controllers. ============================= You might want to review 2 of our other articles: 1) What is Remote I/O? (https://realpars.com/remote-io/) 2) What is DCS? (https://realpars.com/dcs) ============================= Missed our most recent videos? Watch them here: https://realpars.com/dp-closed-vessel-level-measurement/ https://realpars.com/p-id-symbols/ https://realpars.com/dp-level-measurement/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/93YBa ============================= Follow us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #distributedIO #PLC #RealPars

VyHIgqqpGEc | 15 Jun 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/dp-closed-vessel-level-measurement/ ============================= In the first video of this 2-part series (https://realpars.com/dp-level-measurement/), we introduced you to Open Vessel level measurement using a Differential Pressure Transmitter. The second part of our series will take you through the process of predicting differential pressure level transmitter outputs of open vessel control loops and introduce you to closed vessel level measurement. As a refresher, let’s look at how we ended the first part of this video series… We looked at a control loop where a Differential Pressure Transmitter is connected to measure an open vessel level. The High-Pressure Port is connected at the 0 inches point and the Low-Pressure Port is vented to atmosphere. We said that: Pressure in inches of water is equal to the relative density of the liquid multiplied by the height of the surface of the liquid in inches. We talked about converting the resulting inches of water pressure value into any pressure scale you need such as psi, kPa, or bar. Ok, …that works just fine if the liquid in the vessel is water. What if the liquid stored in the vessel is not water and doesn’t have a relative density of 1? The relative density of most liquids will change with temperature. For the sake of simplicity, we will ignore the effect of temperature for now. Interestingly, when the vessel is at full at 200 inches, the pressure developed is much lower because the liquid has a low relative density. That is a critical consideration when calibrating the differential pressure transmitter. Let’s assume the differential pressure transmitter is calibrated to produce 4 – 20 mA for a liquid level range of 0 inches to 200 inches. So far we’ve only considered open vessels. Let’s move on to the level measurement of closed vessels. The major difference between open and closed vessel level measurement is the fact that we need to consider the pressure in the vapor above the liquid in the closed vessel. This vapor pressure exerts a force on the surface of the liquid. We can compensate for the vapor pressure by connecting the low-pressure side of the differential pressure transmitter to the top of the vessel through a pipe referred to as a Reference Leg. The reference leg may be dry or filled with liquid. If the reference leg is dry, it is commonly referred to as a Dry Leg. And, if the leg is filled, it is commonly referred to as a Wet Leg. In a Dry Leg system, the vapor pressure is applied to the High-Pressure and the Low-Pressure sides of the differential pressure transmitter. The same pressure applied on each side basically cancels each other out. Sometimes the reference leg needs to be filled with fluid. This leg is now referred to as a Wet Leg. There are many reasons for a Wet Leg such as avoiding the error in measurement caused by vapor condensate in the reference leg. The differential pressure, as always, will be High Pressure minus Low Pressure. But, the resulting differential pressure is not easy to predict because the liquid in the vessel is usually not the same as the liquid in the wet leg! ============================= You might want to review 3 of our other articles: 1) What is a Level Sensor? (https://realpars.com/level-sensor) 2) What is a Pressure Sensor? (https://realpars.com/pressure-sensor) 3) Differential Pressure Transmitter Explained (https://realpars.com/differential-pressure-transmitter) ============================= Missed our most recent videos? Watch them here: https://realpars.com/p-id-symbols/ https://realpars.com/dp-level-measurement/ https://realpars.com/transmitter-wiring ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/3dCYt ============================= Follow us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #PLC #Level_Measurement #RealPars

3CYTe7AvRvM | 08 Jun 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/p-id-symbols/ ============================= In this video, we’re going to talk about how to correctly interpret PLC and DCS symbols on a P&ID. Anybody such as Instrumentation & Control Engineers, technicians, and maintenance personnel working on industrial plant control systems depend heavily on P&ID’s. A P&ID is like a road map telling us what the instruments and devices are, where they are located, and how they interact with the rest of the plant. Original symbols and terminology for P&ID’s were created long before the introduction of PLC’s and DCS’s in-plant control. Before computers came along, process control loops were stand-alone. In other words, each process had its own individual controller. Control rooms were massive and had sprawling control panels with lots of controllers and other devices such as strip chart recorders and switches. Today’s industrial processes are controlled by computerized systems using virtual controllers found in PLC’s and DCS’s. New control rooms are filled with HMI’s and keyboards connected to a DCS or a PLC system. All of this computerization required that new P&ID symbols had to be developed. If you recall, stand-alone instruments are indicated on a P&ID by a circle with a tag number. The horizontal bar across the middle of the circle indicates the physical instrument resides in a primary location accessible to an operator on the main control panel. If we take that same symbol and draw a box around it, it now means that it is no longer a physical instrument. It is now part of a shared display and shared control in a DCS. PLC symbols don’t show up on P&ID’s nearly as often as DCS symbols. But, when they do show up, they are drawn as a diamond inside a box. All you have to know is that the symbol represents a software instruction to perform some function in the plant. ============================= You might want to review 2 of our other videos called How to Read a P&ID (https://realpars.com/p-id/) and What is an HMI? (https://realpars.com/what-is-hmi/). ============================= Missed our most recent videos? Watch them here: https://realpars.com/dp-level-measurement/ https://realpars.com/transmitter-wiring https://realpars.com/wireless-radio-modulation/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/LvV5z ============================= Follow us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #P_and_ID #PLC #RealPars

ylhwPcyieTc | 01 Jun 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/dp-level-measurement/ ============================= In this first video of a 2-part series, we’re going to introduce you to Open Vessel level measurement using a Differential Pressure Transmitter. The second part of our 2-part series will take you through the process of predicting Differential Pressure Transmitter outputs of open and closed tank level control loops. (https://realpars.com/dp-closed-vessel-level-measurement) Even with the development of new technologies and highly sophisticated level measurement instruments, Differential Pressure Transmitters are still in service today measuring vessel fluid levels. In this video, we’re going to: – Discuss the two categories of level measurement – Talk about the difference between Direct and Indirect methods of continuous vessel level measurement – Explore how a Differential Pressure Transmitter is used to measure vessel level and discuss variables that influence the measurements Level measurement can be divided into two categories: point and continuous. Point level sensors are used to mark a specific single liquid height. For example, the point level sensor would send a signal to a PLC at a specific level to start a pump. A continuous level sensor measures the fluid level within a measurement range rather than at a specific single point. Said a different way, continuous level sensors provide level measurement over the full 0% to 100% range of a vessel. Because we are interested in the height of a liquid in a vessel, we take vertical measurements taken from the surface to a fixed reference point. The reference point is usually near the bottom of the vessel. You might have noticed that the vessel Reference or Zero percent point is not at the very bottom of the vessel. This is to make sure that the vessel is never completely drained. We can take advantage of the fact that the pressure measured at the base of a liquid storage vessel will vary with the height, or level, of the liquid in the vessel. Armed with that knowledge, we can determine the level of the vessel from the indirect inferred measurement of the pressure. We don’t have to worry about the size, shape, or volume of the tank because none of those parameters have any effect on the pressure at the reference point. But, we do have to consider other parameters such as specific gravity and temperature. Another variable that has a major effect on the pressure at the reference point of the vessel is the relative density of the liquid in that vessel. Relative density is also called specific gravity. ============================= You might want to review 3 of our other articles: 1) What is a Level Sensor? (https://realpars.com/level-sensor) 2) What is a Pressure Sensor? (https://realpars.com/pressure-sensor) 3) Differential Pressure Transmitter Explained (https://realpars.com/differential-pressure-transmitter) ============================= Missed our most recent videos? Watch them here: https://realpars.com/transmitter-wiring https://realpars.com/wireless-radio-modulation/ https://realpars.com/calibration/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/ah2rt ============================= Follow us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #Level_Measurement #PLC #RealPars
Bk5bLrzwLII | 25 May 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/transmitter-wiring ============================= In this video, we’re going to take a close look at 2-wire and 4-wire transmitters and discuss where they are used and why. We’re also going explore wiring configurations and how transmitters are connected to a PLC. Before we get started, you might want to review our video called PLC Analog Inputs and Signals (https://realpars.com/plc-analog-inputs/). A transmitter is an instrument that converts the small signal from a sensor to a signal which represents the variable being measured. Transmitters come in all different shapes and sizes and connect with several types of sensors. The transmitter output signal representing the variable being measured can be voltage or current. A transmitter analog output loop contains the transmitter, power supply, and the receiving device which could be a PLC or DCS. Just like any other instrument, a transmitter needs a power supply to operate. But, is it a 2-wire or a 4-wire transmitter? The actual wiring connection between the transmitter and the power supply depends upon which type it is. A 4-wire transmitter has 2 wires connected to a power supply, and 2 signal wires connected to the PLC. The power supply can be AC or DC depending upon the vendor and model. As its name states, a 2-wire transmitter has only 2 wires. In a 2-wire current loop, the transmitter, DC power supply, and PLC are connected in series. Not only are the 2 wires providing power for the transmitter, but they are also the signal lines! Earlier we said that the transmitter output can be either current or voltage. Current is by far the most common transmitter output signal for many reasons. One reason is if the wires between the transmitter and the PLC are very long, there could be significant voltage losses across these wires. Regardless of the length of wire in a current loop, basic electrical theory tells us that the current is the same in the circuit regardless of where that current is measured. ============================= Missed our most recent videos? Watch them here: https://realpars.com/wireless-radio-modulation/ https://realpars.com/calibration/ https://realpars.com/flow-rate/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/oEPnm ============================= Follow us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #Transmitter #RealPars #PLC

L4SrESokzQc | 18 May 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/wireless-radio-modulation/ ============================= In this video, we will continue with where we left off discussing wave modulation in Part 1, “How does Wireless Radio Communication work?”, where we also discussed electromagnetism and how radio waves are transmitted and received. (https://realpars.com/wireless-communication) In this video, we will discuss radio modulation, what is pathloss and how to decrease it, line of sight propagation, path profiles, and path profile engineering. Modulation is a technique of converting and mixing data into radio waves by adding this information to a carrier or base signal. This is accomplished by a modulator in which, mixes the data signal with a carrier signal. A carrier wave is a wave of constant frequency, like a sine wave. The now modulated and amplified signal which emanates from the antenna propagates through the air towards the receiving station antenna where the modulated signal is demodulated, separating the data from the carrier signal. So, in other words, modulation alters the shape of a carrier wave to encode the speech or sound and data information we want to be transported by hopping on a normal signal wave. A wave can be identified by its frequency, measured in oscillation per second, its wavelength measured in units of lengths, and its amplitude or power measured in “dB” or “m”. This means the wavelength is inversely proportional to frequency, in that, the longer the wavelength, will result in a lower frequency. Or, the shorter the wavelength, will result in a higher frequency. There are essentially three basic types of modulation. The difference between these modulation methods is how the carrier wave is modulated, hence altered. Amplitude (or AM) modulation is where the amplitude of the carrier signal is modulated or changed in proportion to the data signal. And with Frequency (or FM) modulation, the frequency, or the number of times per second the wave changes direction determines how the carrier signal is modulated or altered. Ok, now let’s discuss how far a radio wave will travel or propagate, and what are the elements interfering, or attenuates, the signal, with a brief introduction to pathloss. The transmitter radiates a signal having a specific power based on the size and type of an antenna. The signal as it travels begins to weaken or attenuate based on the environment and landscape the signal travels. The phenomenon known for how the electromagnetic wave weakens is known as pathloss. The receiver only captures a certain portion of the signal based on the power used at transmission and depending on the different obstructive factors, such as distance or free space, obstacles such as buildings and mountains for example. As electromagnetic waves propagate and travel further and further away, the initial power at which the transmitted signals spreads out over a large area. In the beginning, the entire transmitted power is confined to a small spherical area or bubble. To illustrate the degradation of the signal, if the receiver is close to the transmitter it will capture more power and if the receiver is further away from the transmitter the receiving antenna can only capture a smaller fraction of the transmitted power. There are several parameters involved with attenuation, they are distance, wavelength, and the transmit power. Pathloss (or L) depends on distance and wavelength. Power loss is the weakening of the signal no matter how much power is transmitted. How can we overcome path loss? One way is to use an RF Line-of-Sight tool. Check out this free online tool from SCADACORE at: (https://bit.ly/Line-of-Sight) The RF Line-of-Sight tool is very helpful in mapping long-distance radio communications for remote SCADA monitoring remote sites and data acquisition applications. The online tool considers antenna height and the topographical patterns of the earth to calculate the line-of-sight of a radio path. ============================= Missed our most recent videos? Watch them here: https://realpars.com/calibration/ https://realpars.com/flow-rate/ https://realpars.com/wireless-communication ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/DdeIf ============================= Follow us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #PLC #modulation
4MzFQtQOl3c | 11 May 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/calibration/ ============================= In the first video of this 2-part series, we showed you how a Differential Pressure Transmitter is used to measure the flow rate. (https://realpars.com/flow-rate/) This second part of our series will take you through the process of checking the output accuracy of a differential pressure flow transmitter and show you how to recalibrate it if necessary. If you haven’t already done so, you might want to review 2 of our other videos: Differential Pressure Transmitter Explained (https://realpars.com/differential-pressure-transmitter/) What is Sensor Calibration and Why is it Important? (https://realpars.com/sensor-calibration/) The transmitter must be removed from service before any checks or calibration can be performed. Let’s go through the following steps: – Close the Low-Pressure Block Valve – Open the Equalizing Valve – Close the High-Pressure Block Valve The first thing we need is a calibration chart or table. The table is important from a calibration perspective as it indicates what we need to apply to the transmitter, and what the expected current output will be. Calibration Setup: The scissor-type hand pump with a digital pressure readout is connected to the high-pressure side of the transmitter. There are several different types of pressure sources used in the industry. Note that the low-pressure side of the transmitter is vented to the atmosphere. A digital multimeter set to measure current is connected in series with the transmitter and the 24-volt power supply. First of all, we’re going to check to see if the transmitter needs to be adjusted. We begin by applying the desired pressure input values from the calibration table to the high input on the flow transmitter and record the output current measured for each input value. If the output currents measured are outside of the acceptable ranges as established by your company, then the transmitter must be recalibrated using the Zero/Span adjustments. We perform the actual calibration using the Zero/Span adjustments on the transmitter Let’s return the transmitter to service now that it’s been calibrated. – Begin with all valves closed – Open the equalizing valve – Open the High-Pressure Block Valve – Close the equalizing valve – Open the Low-Pressure Block Valve Here is a review of what we discussed in the video: – Before calibration, a transmitter must be removed from service by closing the Low-Pressure Block Valve first, then opening the Equalizing Valve second, and finally closing the High-Pressure Block Valve. – Checking and calibrating the transmitter is completed by using values found in a Calibration Table or Chart kept onsite. The Zero/Span adjustments are used to obtain a specific current output range for a 0% and a 100% differential pressure input. – After calibration, a transmitter is returned to service by opening the Equalizing Valve first, then opening the High-Pressure Block Valve second, followed by closing the equalization valve, and finally opening the Low-Pressure Block Valve. ============================= Missed our most recent videos? Watch them here: https://realpars.com/flow-rate/ https://realpars.com/wireless-communication https://realpars.com/vba/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/6ebiJ ============================= Follow us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #Calibration #RealPars #PLC
e169sklQ5Ys | 04 May 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/flow-rate/ ============================= In this video, we’re going to introduce you to flow measurement using a Differential Pressure Transmitter. Before we get started, you might want to review two of our other videos Differential Pressure Transmitter Explained (https://realpars.com/differential-pressure-transmitter/), and What is Sensor Calibration and Why is it Important? (https://realpars.com/sensor-calibration/). Flow transmitter calibration is the focus of our discussion, but let’s review some other important terms first. We’re going to define the terms Range and Span and Zero/Span adjustments. After that we are going to: – Explain how a Differential Pressure Transmitter is used to measure the volumetric flow rate – Explain why a Square Root Extractor is needed in Differential Pressure Transmitter flow measurements. Instrument calibration is a process where the instrument is adjusted in order to achieve the desired output range for a specific input range. The input Span of an instrument is simply its Lower Range Value often referred to as LRV, subtracted from its Upper Range Value, often referred to as URV. Zero and Span are the names of the adjustments made in order to calibrate an instrument. There are many ways to adjust zero and span. For example, they could be physical adjustments such as potentiometers, or software-based push-button adjustments. A common method of flow measurement is done by using a Differential Pressure Transmitter. The Differential Pressure Transmitter often referred to as a Delta P transmitter, is placed across an obstruction such as an orifice plate. The orifice plate will cause a varying differential pressure drop across it as the flow through the pipe changes. Unfortunately, the Differential Pressure across the orifice is not proportional to the flow rate but is actually proportional to the square of the flow rate. That’s why in applications like this, we need a Square Root Extractor. Sometimes this square root function is built into the transmitter and sometimes a Square Root Extractor is a separate signal conditioning instrument connected to the output of the transmitter. In fact, the volumetric flow rate is directly proportional to the square root of the differential pressure. There is a way for the flow rate to be directly proportional to the differential pressure, and that’s by removing the square root from the equation. A Square Root Extractor will perform this function. ============================= Missed our most recent videos? Watch them here: https://realpars.com/wireless-communication https://realpars.com/vba/ https://realpars.com/remote-io/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/TEw6z ============================= Follow us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #PLC #FlowRate

Q97bVxd2r10 | 27 Apr 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/wireless-communication ============================= Did you know that wireless communication has been used in industrial applications for over 30 years? Yes, and some of the first applications were with the wireless control of Automated Guided Vehicles and Warehouse Cranes. Wireless technologies have become progressively widespread in industrial automation applications for solutions with system integrators, government agencies, and industrial companies. A powerful advantage with wireless networks is that they can be deployed easily to transmit data to areas eliminating the requirement to run expensive cable infrastructures. And in addition to location flexibility, wireless technologies offer real-time communication for applications such as with SCADA and RTU communication, high bandwidth for video transmission used for remote security, and offers a lower total cost of ownership. Electromagnetism is the creation of a magnetic field from the movement of electrically charged particles or movement or interaction between electricity and magnetism such as when a changing electric field generates a magnetic field or with the inverse when a changing magnetic field generates an electric field. This same force is used to transmit radio waves when alternating electric current flows, propagating the signal through internal wires into a transmitting antenna which in turn makes electrons vibrate producing radio waves. Essentially, the antenna radiates the alternating current as an electromagnetic wave, this is where wireless transmission starts. Then the radio waves travel through the air at the speed of light and when these waves reach the receiving antenna, they, in turn, make electrons vibrate within it, reproducing the same waveform generated by the transmitting radio. Various frequencies can be used for different purposes. We call a range of different frequencies a spectrum and are divided into areas of specific usage or bands. Frequency is about how many electromagnetic waves pass through a point of reference every second. Wavelength is the distance measured between the two highest peaks in a wave, this distance is referred to as a period. Within this electromagnetic band of different frequencies, radio waves have the longest wavelengths and the lowest frequencies which allows them to travel the farthest. Some of the specific frequency bands you may be aware of are: – ELF or Extremely low-frequency with a frequency of 3–30 Hz and a wavelength of 105–104 km. – VHF or Very high-frequency with a frequency of 30–300 MHz and a wavelength of 10–1 m. – UHF or Ultra high-frequency with a frequency of 300 MHz to 3 GHz and a wavelength of 1 m to 10 cm. An electromagnet signal does not go straight out to a receiver after being transmitted but radiates the signal in multiple directions. During the journey, waves radiated from multiple paths endure different types of attenuation or weakening and delay. The receiving antenna captures all the waves as a combined signal and when the wave travels more than one route it is called a multipath channel. This multipath generated combined signal, now distorted and mixed must be decoded by the receiver to read the data generated. So, to make the receiver’s job easier we add some additional steps before transmission. Before sending any data, the transmitting components perform the encoding. The encoding operation appends additional bits into the message which makes the data recovery at the receiver much simpler. ============================= Missed our most recent videos? Watch them here: https://realpars.com/vba/ https://realpars.com/remote-io/ https://realpars.com/dde ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/N2602 ============================= Follow us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #PLC #Wireless #RealPars

_cy_bYAbWzE | 20 Apr 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/vba/ ============================= As an automation professional, you may require monitoring, controlling or testing using real-time manufacturing or process plant data from an Excel spreadsheet. This data could be helpful also to your management, research and other department personnel requiring real-time data for decision making. With this and the previous lesson (https://realpars.com/dde/), We’ll show you how to achieve this and more using Microsoft Excel and communication called Dynamic Data Exchange or DDE. In this video, we will use Microsoft Excel to write data to Rockwell Automation Studio 5000, using RSLinx Classic and Studio 5000 Logix Emulate software. The Studio 5000 Logix Emulate will communicate with RSLinx Classic and in turn, RSLinx will communicate with Studio 5000 Logix Designer and Microsoft Excel. DDE is a Windows mechanism that enables applications to communicate with each other. A DDE communication is known as a conversation between Client, which initiates the conversation, and Server, which responses to the request. To initiate a DDE conversation, a client specifies the three items: The Application, the name of the application it wants to talk to. Usually, this is the application executable’s filename, for example, RSLinx. The Topic, the subject of the conversation created by the user and should be something which makes sense, for example, RealParsExcel. And Item; Any number of different Items may be referred to identify data to be passed between the applications, for example, Excel recognizes cell references as items and RSLinx recognizes program tag names as items. We will begin with the sample PLC program. We’ve created a Studio 5000 Logix Designer program called Realpars_Excel. You can download this PLC program here: https://bit.ly/DDE_Logix We will set up the DDE configuration for Excel. You can download the Excel file here: https://bit.ly/Excel-PLC We will write the VBA code that will perform the VBA RSLinx connection and write operation to the PLC. For more information about VBA code used in this project, check out the full blog post over at: https://realpars.com/vba/ ============================= Missed our most recent videos? Watch them here: https://realpars.com/remote-io/ https://realpars.com/dde https://realpars.com/fds/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/f5cpt ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #VBA #Automation

urcx_wQ6g8U | 13 Apr 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/remote-io/ ============================= In the industrial control world, we use the term I/O often. So, let’s begin our discussion today with an explanation of I/O. The focus of our discussion will be on Remote I/O, but we’re also going to talk about Local I/O too. In this video, we’re going to: – Explain the terms I/O, Local I/O, and Remote I/O – Explain why Remote I/O is used in industrial applications – List 2 transmission mediums used to connect between the local PLC and the Remote I/O – List 2 transmission protocols used to communicate between the local PLC and the Remote I/O I/O stands for Input/Output. In the industrial world, I/O refers to any device that transfers data to or from a computer such as a PLC. For our discussion, we’ll refer to these I/O devices as I/O Modules. Field Devices such as sensors and actuators are connected to the I/O modules. The sensor signal representing a process variable such as liquid flow is converted by an Input I/O module and stored in the PLC memory. The actuator receives an operating signal from an Output I/O module. Local I/O refers to I/O modules that are housed in the same cabinet and likely connected to the controller backplane in the PLC rack. Remote I/O simply means that the I/O module is at a remote place physically located a distance from the control PLC. A remote I/O module will speak to the PLC via an Adaptor Module connected to the controller backplane in the PLC rack. Why do we use Remote I/O? In some industrial applications, it’s not possible to have a PLC with Local I/O Modules near the field devices because of the harsh environment. Remote I/O is a solution when you want to place I/O modules close to the field devices in order to eliminate long lengths of multi-conductor cable. With Remote I/O, signals can be received from far away sensors and control signals can be sent long distances to control valves, motors, and other final actuators. Signals can be sent any distance on a high-speed medium such as twisted-pair wires and fiber optics using a variety of transmission protocols such as Ethernet and Profibus. ============================= Missed our most recent videos? Watch them here: https://realpars.com/dde https://realpars.com/fds/ https://realpars.com/automation-interview/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/eI6am ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #Remote_IO #PLC
2ntgRnlG388 | 06 Apr 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/dde ============================= Do you require monitoring, controlling or testing, using real-time manufacturing or process plant data from an Excel spreadsheet? This data could be helpful to you as an automation professional, or your management, research and other department personnel requiring real-time data for decision making or accounting purposes. With this video, we will show you how to achieve this and more using Microsoft Excel and communication called Dynamic Data Exchange or DDE, a method of Microsoft windows interprocess communication so that one program can communicate with or control another program. In this lesson, we will be using Microsoft Excel, Rockwell Automation Studio 5000, RSLinx Classic, and Studio 5000 Logix Emulate software. We will be using Studio 5000 Logix Designer programming software to create a sample program with floating-point and integers arrays, timers, and other simulated process values to display in Excel spreadsheets. The RSLogix PLC or emulator will communicate with RSLinx Classic and in turn, RSLinx will communicate with Studio 5000 Logix Designer and Excel. DDE is a Windows mechanism that enables applications to communicate with each other and automates the manual copying and pasting of data via the clipboard. A DDE communication is known as a conversation and the application, which initiates the conversation, is the client. The other (responding) application is known as the server. Normally, the client initiates the conversation in order to get some data from the server. The client can send data to the server too, known as poking. To initiate a DDE conversation, a client specifies the three items: The Application: the name of the application it wants to talk to. Usually, this is the application’s executable filename, for example, RSLinx. The Topic: which is the subject of the conversation created by the user and should be something which makes sense, for example, RealParsExcel. The Item: Any number of different Items may be referred to identify data to be passed between the applications, for example, Excel recognizes cell references as items, Word recognizes bookmarks as items and RSLinx recognizes program tag names as items. We will begin with the sample PLC program. We’ve created a Studio 5000 Logix Designer program called Realpars_Excel. You can download this PLC program here: https://bit.ly/DDE_Logix We will set up the DDE configuration for Excel. You can download the Excel file here: https://bit.ly/DDE_Excel ============================= Missed our most recent videos? Watch them here: https://realpars.com/fds/ https://realpars.com/automation-interview/ https://realpars.com/sql-join/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/8LV39 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #DDE #Automation
hV9--cPj_zA | 30 Mar 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/fds/ ============================= A Functional Design Specification also is known as FDS is a document that describes how a process or a control system will operate. It does not contain any highly technical detail, rather, it describes how the proposed system will operate, how people will interact with it and what to expect when different operational scenarios occur. For example, if we were writing a Functional Design Specification for this RealPars video we may include a statement such as: When the user clicks the Like button, which is indicated by the thumbs up icon, the Number of Likes counter will increment by a value of 1 and the thumbs up icon will change from grey to blue as a visual indicator to the user that this has been selected. Note how this statement describes the action and effect of clicking the Like button but does not discuss how the coding for this button operation works. There are many reasons to have a functional design specification. One of the main reasons is to have some form of documented consensus on what the system is to achieve before making the more time-consuming effort of producing drawings or writing PLC code. The Functional Design Specification can be passed between relevant team members, customers, and stakeholders for comment and review until the final document is agreed and signed off. This process of review and change is crucial to ensuring the final design will be fit for purpose and meet the needs of the stakeholders. When the team of stakeholders agrees that a functional design specification consensus is reached, the document is typically declared complete or signed off. After this, the document is handed to the engineering teams for technical design and programming, using the functional specification as the reference. A completed Functional Design Specification will: – Let the Engineers know what to design. – Let the Programmers know what the code should do. – Let the stakeholders know what will be delivered. In a typical industrial software engineering life-cycle, the functional design specification describes what has to be implemented. The next document after this may be a Systems architecture document, describing how the functions will be realized using the chosen PLC Controller, this, in turn, will help produce the IO layouts and electrical drawings. Finally, when the testing phase is performed, the actual behavior of the final system is compared against the expected behavior as defined in the functional specification. A Functional Design Specification can have many types of layouts but will typically contain a basic overview of each main part of the system, its function and how it will operate. Depending on the system being discussed, a Functional Design Specification may contain mock-ups of operator interface screens and show the operation of each button and part of the screen. The cause and effect of alarms and information messages on the system will also be discussed, as will safety devices and their effects on the system. ============================= Missed our most recent videos? Watch them here: https://realpars.com/automation-interview/ https://realpars.com/sql-join/ https://realpars.com/automation-job/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/Xc8Z1 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #FDS #Automation

WJfJyCzsJfk | 23 Mar 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/automation-interview ============================= With this video, we will continue with where our previous video, What are the leading Industrial Automation Job types? (https://realpars.com/automation-job/), closed with beginning the discussion on Automation Job Interview questions. So now that we have learned about the Automation Job types let’s move on to learn more about some of the questions you’ll be asked during an interview. The job description and degree of responsibilities vary and so you should align your capabilities with the experience required. What type of job interview questions will you be asked? Question 1. What are the five IEC1131 programming languages? Answer: Instruction List, Structured Text, Ladder Diagram, Function Block and Sequential Function Chart. Question 2. Explain PID Based Control System? Answer: PID or Proportional Integral Derivative is widely used in closed-loop control. PID controllers maintain the output to a device so that there is zero error between process variable input and setpoint to the device. Question 3. Please explain the difference between a PLC and DCS? Answer: a PLC is a ruggedized computer used for automating processes. A DCS is similar to a PLC in that it has rugged computer controllers however the DCS contains multiple autonomous controllers that are distributed throughout a system, also used for automating processes. Question 4. What Is Encoder? Answer: An encoder is a rotary device that outputs digital pulses which from angular motion. The encoder consists of a wheel with alternating clear stripes detected by optical sensors to produce the digital outputs. Question 5. What Are the different components used in automation? Answer: The components of the automation system include sensors for sensing temperature, pressure, flow, level and etc., Question 6. Who are the leading PLC providers? Answer: Leading PLC providers include Rockwell Automation Allen Bradley, Siemens, Schneider Modicon, and GE Fanuc. Question 7. Who are the leading DCS providers? Answer: The leading DCS providers include Yokogawa, Honeywell, Fisher-Rosemount, ABB, Moore, and Foxboro. Question 8. Who are the leading SCADA software companies? Answer: Leading SCADA software companies are Aveva Wonderware, GE Cimplicity, GE iFix, Siemens WinCC, Iconics Genesis64, Inductive Automation Ignition, Rockwell Software FactoryTalk View. Question 9. What types of sensors are used for measuring? Answer: Temperature, Pressure, Flow, Level, Conductivity, Density, Ph type sensors. Question 10. What is transmitter? Answer: A transmitter is an electronic device mounted in the field or plant close to a sensor. The sensor transduces a measured physical variable like temperature and then outputs a low electronic signal to a controller. Question 11. Why is 4-20 mA preferred over 0-10 V Signal? Answer: The 0-10 V signal has the tendency to weaken over a long distance because of resistance. The 4-20 mA can travel a long distance without dropping signal value. Question 12. Why is 4-20 mA preferred over 0-20 mA signal? Answer: With 0-20 mA you cannot easily determine between minimum field value and a wire break. With the 4-20 mA, a wire break can be determined. Question 13. Difference between 2-wire, 3-wire, and 4-wire transmitters? Answer: For a 2-wire transmitter the power and signal are transmitted through the same cable. For a 3-wire transmitter, the data signal and power are with respect to common ground and for a 4-wire transmitter two of the wires are used for power and two wires are used for signals. Be ready to answer a few more questions, for example; - Have you lead any projects, please explain how you were successful? ============================= Missed our most recent videos? Watch them here: https://realpars.com/sql-join/ https://realpars.com/sql-create-table/ https://realpars.com/bcd/ ============================= What are the leading Industrial Automation Job types? (Part 1 of 2) https://realpars.com/automation-job/ How to prepare for the job interview questions as an Automation Engineer (Part 2 of 2) https://realpars.com/interview-questions ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/WS2aN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #Interview #Automation

UykGoRctgiE | 16 Mar 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/sql-join/ ============================= If you are just now joining along with this series of videos, please note that you are going to learn about SQL programming basics. If you would like to follow along with us, please review the RealPars video, “How to install MySQL and import a sample database”, on how to download and setup MySQL database on your computer. (https://realpars.com/mysql/) In the previous video, "What is the SQL Create Table Clause Statement Language Element?" (https://realpars.com/sql-create-table/), we used the Create Table statements to create new tables, t1 and t2, in the RealPars sample database. In this video, you will learn about some of the advanced SQL statements and clause commands for CROSS JOIN, INNER JOIN, and Union language elements. To form an INNER JOIN, you will need a condition that is known as a join-predicate. An INNER JOIN requires rows in the two joined tables to have matching column values. The INNER JOIN creates the result set by combining column values of two joined tables based on the join-predicate. The INNER JOIN compares each row in the first table with each row in the second table to find pairs of rows that satisfy the join-predicate. Whenever the join-predicate is satisfied by matching non-NULL values, column values for each matched pair of rows of these two tables are included in the result set. The UNION operator allows you to combine two or more result sets of queries into a single result-set. This statement will eliminate duplicate rows. The Drop Table statements will delete tables. ============================= To learn more about MySQL and additional SQL statements, visit the MySQL website: https://dev.mysql.com/doc/refman/8.0/en/join.html Review the MySQL minimum hardware requirement web page here: https://forums.mysql.com/read.php?11,629199,629211 Download the MySQL Installer: https://dev.mysql.com/downloads/installer/ Download the sample database SQL file from here: https://realpars.com/wp-content/uploads/2019/12/realparssampledatabasev2.zip Download the sample database diagram file from here: https://realpars.com/wp-content/uploads/2020/01/RealParsSampleDatabaseV2-Diagram.zip ============================= Missed our most recent videos? Watch them here: https://realpars.com/automation-job/ https://realpars.com/bcd/ ============================= How to Install MySQL and Import a Sample Database (Part 1 of 8) https://realpars.com/mysql What are SQL Programming Basics? (Part 2 of 8) https://realpars.com/sql What are SQL Where and Like Statements Basics? (Part 3 of 8) https://realpars.com/sql-where What are the SQL Order By Clause and Expression Statement Language Elements? (Part 4 of 8) https://realpars.com/sql-order-by/ What are the SQL Inner Join, And, Or, Having and Between Clause? (Part 5 of 8) https://realpars.com/inner-join/ What are the SQL Subquery and Exists Clause Statement Language Elements? (Part 6 of 8) https://realpars.com/sql-subquery/ What is the SQL Create Table Clause Statement Language Element? (Part 7 of 8) https://realpars.com/sql-create-table/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/9l2f5 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #SQL #MySQL
rJvThzbMmHE | 09 Mar 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/automation-job/ ============================= Are you looking for an Industrial Automation job? And if so, in which functional area of automation, would you apply and use your talents and knowledge towards? There are many automation job types for sure. And it doesn’t mean if you pick a particular job you will stay with it throughout your career. Like any other career, you will have career goals, and learn about job opportunities along the way. So, get your foot in the door of a good organization, learn and grow. Industrial Automation job functions will range from starting out your career perhaps as an Instrument and Electrical Technician, and then more advanced skill sets are required for Programmable Logic Controller Programmers, Electrical and Controls design, and then into IT-related functions such as business and process control network segmenting, database management administration duties for database design, SQL scripting for regulatory report generation and historical data collection. Some of the exciting and challenging jobs performed by Industrial Controls Automation professionals are: – Automation Product Manager – Automation Project Manager – Industrial Automation Sales Engineer – Automation Controls Engineer – Automation Application Engineer – Field Systems Engineer – PLC Programmer – Automation Technician This rewarding industry is in great demand for automation professionals like you, so join in this session to help get the upper edge on your next interview meeting. The Automation Technician: will provide routine diagnostic checks, repair and maintain instruments, electrical wiring, mechanical plumbing, and control systems. They are fluent in, and in some cases, have certified knowledge of electronics, mechanics and programmable logic controllers. The Field Systems Engineer: will travel and provide on-site technical direction to customers, to engineering and operations departments, make field related adjustments to programming, complete installation, and commissioning of related automated equipment. The Automation Engineer: will design, program, simulate and commission automated machines and plant-wide processes to perform many job functions. Depending on the size of the organization this engineer will perform some or all of these responsibilities. The Industrial Automation Sales Engineer: will be able to perform all of the duties of an Automation Engineer, and in many cases, the Field Systems Engineer and Technician. Just as important they will have the skill sets to effectively develop and execute sales of automation solutions. So, what can you earn as an Automation professional? Of course, this varies on where you live, but according to our most recent research, the salary compensation for the United States and Germany, for example, are on the average of $90,400 a year and 81.000 € per year respectively. (https://www.indeed.com/career/automation-engineer/salaries) (https://www.salaryexpert.com/salary/job/automation-engineer/germany) The average salary of an Automation Engineer is $90,411 per year in the United States. The typical tenure for an Automation Engineer is 1-3 years. The average automation engineer salary in Germany is 80.967 € or an equivalent hourly rate of 39 €. In addition, they earn an average bonus of 3.101 €. Salary estimates based on salary survey data collected directly from employers and anonymous employees in Germany. The job description and degree of responsibilities vary and so you should align your capabilities with the experience required. Get your foot in the door and prove yourself to get the next level of experience, this could happen very fast, so keep learning. Now that we have learned about the Automation Job types let’s continue to learn more about some of the questions you’ll be asked during an interview, in our next video, “How to Prepare for the Job Interview Questions as an Automation Engineer?“. ============================= Missed our most recent videos? Watch them here: https://realpars.com/sql-create-table/ https://realpars.com/bcd/ https://realpars.com/actuator/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/C7nZD ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #Job #Automation

vK74-mohz4M | 02 Mar 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/sql-create-table/ ============================= If you are just now joining along with this series of videos, please note that you are going to learn about SQL programming basics. In the previous video, What are the SQL Subquery and Exists Clause statement language elements (https://realpars.com/sql-subquery/), we learned about some of the advanced data definition SQL statements such as, Subquery and Exists. In this video you will learn how to create a table in the database, using the Create Table statement. The CREATE TABLE statement will create a new table. So far in our SQL lessons, we have been working with SQL Data Manipulation type statements. In order to continue to work with advanced SQL Data Manipulation type statements, we will need to understand about the Data Definition statements. Data Definition statements allow for the creation of additional tables and columns. With these statements, we will create new tables and columns. New columns created will contain specific data types defining whether they are Numeric, String or Datetime and the amount of space they will take up. Similar to PLC data types, MySQL uses the data types in queries. In the query used in this video, the column named Lesson_ID utilizes INT data type and the column named Status utilizes TINYINT data type. The column name Subject will utilize VARCHAR data type and the column named Description will utilize TEXT data type or string type data. Because we created a table with a Data Definition statement and did not utilize a Select Data statement to be listed in the Output panel, no results will be displayed. Instead, we will be able to see listed in the Navigator panel, a new table called Lessons and the columns we added to the Lessons table. A relational database consists of multiple related tables linked together using common columns. These columns are known as Foreign Key columns. For example, in our sample database, the Orders and OrderDetails tables are linked using the OrderNumber column. To get complete orders data, we will need to query data from both Orders and OrderDetails tables and this is where the JOIN comes into the play. JOIN is a method of linking data between one or more tables based on the values of a common column between tables. To join the tables, you can use the CROSS JOIN, INNER JOIN, LEFT JOIN or RIGHT JOIN clause for the equivalent type of join. The join clause is used in the SELECT statement that appeared after the FROM clause. ============================= To learn more about MySQL and additional SQL statements, visit the MySQL website: https://dev.mysql.com/doc/refman/8.0/en/create-table.html Review the MySQL minimum hardware requirement web page here: https://forums.mysql.com/read.php?11,629199,629211 Download the MySQL Installer: https://dev.mysql.com/downloads/installer/ Download the sample database SQL file from here: https://realpars.com/wp-content/uploads/2019/12/realparssampledatabasev2.zip Download the sample database diagram file from here: https://realpars.com/wp-content/uploads/2020/01/RealParsSampleDatabaseV2-Diagram.zip ============================= Missed our most recent videos? Watch them here: https://realpars.com/bcd/ https://realpars.com/actuator/ ============================= How to Install MySQL and Import a Sample Database (Part 1 of 8) https://realpars.com/mysql What are SQL Programming Basics? (Part 2 of 8) https://realpars.com/sql What are SQL Where and Like Statements Basics? (Part 3 of 8) https://realpars.com/sql-where What are the SQL Order By Clause and Expression Statement Language Elements? (Part 4 of 8) https://realpars.com/sql-order-by/ What are the SQL Inner Join, And, Or, Having and Between Clause? (Part 5 of 8) https://realpars.com/inner-join/ What are the SQL Subquery and Exists Clause Statement Language Elements? (Part 6 of 8) https://realpars.com/sql-subquery/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/a9dMb ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #SQL #MySQL

p5VMk2oM8F8 | 24 Feb 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/bcd/ ============================= As computers evolved from very early transistor-based models to the desktop personal computers, instruction registers were 8-bits in length with computing, having to adapt to the standard decimal-based system. Specific instructions used by programmers early on were designed with 8-bits in length to facilitate all of computing. These instructions have been maintained throughout the years of computer development, and will most likely continue to be used in the future. Within computers, each of the 8-bits has only two values for representing either a logic 1 (or True) and a logic 0 (or False). This is what is referred to as Boolean in computer science. Boolean logic and expressions make the system of using binary numbers perfect for use in digital or electronic circuits and systems. And, the BCD system offers relative ease of conversion between machine-readable and human-readable numerals. An advantage of the Binary Coded Decimal system is each decimal digit is denoted by a group of 4 binary digits and that it allows easy conversion between decimal a base-10 system and binary a base-2 system. A disadvantage is BCD code does not use all the states between binary 1010 for the decimal 10 and binary 1111 for the decimal 15. The binary numbering system used in computers is a Base-2 numbering system that follows the same set of rules used with base-10 numbering system or decimal. Binary-coded decimal or BCD is a code using a series of binary digits or bits that when decoded represents a decimal digit. A decimal number contains 10 digits, zero to nine. So, each decimal digit 0 through 9 is represented by a series of four binary bits where the numerical value when decoded is equivalent to a decimal digit. In BCD we will use binary numbers from 0000-1001, which are equivalent to decimal 0-9. Using the decimal number 5 for example, 5 in BCD is represented by 0101 and 2 in BCD is represented by 0010 and 15 in BCD is represented by 0001 0101. The decimal weight of each decimal digit to the left increases by a factor of 10. With the BCD number system, the binary weight of each digit increases by a factor of 2. The first digit has a weight of 1, the second digit has a weight of 2, the third digit has a weight of 4, and the fourth digit has a weight of 8. Keep in mind, Binary-coded decimal is not the same as binary to decimal conversion. When we use a table to explain and expand out the weighted values, using 16 bits, we can convert the decimal numbers into their binary equivalents. By adding together all the decimal number values from right to left from each of the bit positions that are represented by a 1 gives us the decimal equivalent. However, for the same decimal number, the BCD form representation is not the same as binary to decimal conversion. Electronic circuits and systems can be divided into two types of circuits, analog and digital. Analog Circuits amplify varying voltage levels that can alternate between a positive and negative value over a period of time and Digital Circuits produce distinct positive or negative voltage levels representing either a logic level 1 or a logic level 0 state. Voltages used in digital circuits could be any value, however, in digital and computer systems they are below 10 volts. In digital circuits voltages are called logic levels and typically one voltage level will represent a HIGH state and a LOW state. A binary number system will use both of these two states. Some PLCs for example, Siemens S7 standard timer, and counter data types use Binary Coded Decimal in their data structures because these structures go back to when engineers had to deal with things like these thumbwheels and 7 segment displays. In fact, the S7 timer setpoints are still entered as S5T# 2S for a two-second setpoint. These timers use three BCD digits or 12 bits and two extra bits for the time base. This is true for counters in which they only count from 0 to +999. ============================= Missed our most recent videos? Watch them here: https://realpars.com/actuator/ https://realpars.com/inner-join/ https://realpars.com/p-id/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/aV41h ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #BCD #Automation
EfkvHDsLwi0 | 17 Feb 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/sql-subquery/ ============================= If you are just now joining along with this series of videos, please note that you are going to learn about SQL programming basics. If you would like to follow along with us, please review the RealPars video, “How to install MySQL and import a sample database”, on how to download and setup MySQL database on your computer. (https://realpars.com/mysql/) “What are SQL Where and Like statements basics” (https://realpars.com/sql-where/), continues where we left off within the “What are SQL programming basics” video for our series of lessons covering SQL programming. (https://realpars.com/sql/) In the video, "What are the SQL Order By Clause and Expression statement language elements?" (https://realpars.com/sql-order-by/), we learned about the structure of SQL defining the clauses, expressions defining the overall statement. In the previous video, What are the SQL INNER Join, And, OR, Having and Between Clause statement language elements (https://realpars.com/inner-join/), we learned about some of the more advanced SQL statements and clauses such as, AND, OR, BETWEEN, INNER JOIN and HAVING. We also learned about the SQL syntax or rules of the SQL language. In this video, What are the SQL Subquery and Exists Clause statement language elements, you will learn about some of the advanced data definition SQL statements such as, Subquery and Exists. A subquery is a query nested within another query used in the SELECT, INSERT, UPDATE or DELETE statement. Also, in MySQL, a subquery can be nested inside another subquery. A subquery is named an inner query while the query that contains the subquery is named an outer query. A subquery can be used anywhere that expression is used and must be closed in parentheses. In this example, when the query is executed, the subquery runs first and returns all office codes of the offices located in the USA. Then, this result set is used as an input to the outer query, selecting the last name and first name columns from the employee's table. The EXISTS operator is a Boolean operator that returns either true or false. The EXISTS operator is often used in a subquery to test if data exists condition. For example, in each row in the Students table, the query checks the StudentNumber in the Orders table. If StudentNumber, which appears in the Students table, also exists in the Orders table, the subquery returns matching rows. As a result, the EXISTS operator returns true. Otherwise, the subquery returns no row and the EXISTS operator returns false. ============================= Review the MySQL minimum hardware requirement web page here: https://forums.mysql.com/read.php?11,629199,629211 Download the MySQL Installer: https://dev.mysql.com/downloads/installer/ Download the sample database SQL file from here: https://realpars.com/wp-content/uploads/2019/12/realparssampledatabasev2.zip Download the sample database diagram file from here: https://realpars.com/wp-content/uploads/2020/01/RealParsSampleDatabaseV2-Diagram.zip ============================= Missed our most recent videos? Watch them here: https://realpars.com/actuator/ https://realpars.com/p-id/ ============================= How to Install MySQL and Import a Sample Database (Part 1) https://realpars.com/mysql What are SQL Programming Basics? (Part 2) https://realpars.com/sql What are SQL Where and Like Statements Basics? (Part 3) https://realpars.com/sql-where What are the SQL Order By Clause and Expression Statement Language Elements? (Part 4) https://realpars.com/sql-order-by/ What are the SQL Inner Join, And, Or, Having and Between Clause? (Part 5) https://realpars.com/inner-join/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/ahTo6 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #SQL #MySQL

LHn7O6PUaoY | 10 Feb 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/actuator/ ============================= In this video, we’re going to: – Explain the purpose of an actuator. – Discuss the 2 types of actuators. – Look at the 3 typical sources of energy required for an actuator to move something. – Observe the operation of an actuator used in a very common industrial control application. In very simple terms, an actuator is a device that makes something move or operates. Every one of us takes advantage of at least one actuator every day. When we go to the grocery store, the door opens automatically for us. An actuator makes the door open. We can move the car seat forward or backward before we drive away in our car. An actuator makes the seat move. An actuator can move something in a straight line, also referred to as linear. Also, an actuator can make something move in a circular motion, also referred to as rotary. An actuator receives a source of energy and uses it to move something. To put it another way, the actuator converts a source of energy into a physical-mechanical motion. The butterfly valve is operated by turning the Handwheel connected to the rotary actuator. In industrial applications, the Handwheel could be replaced by one of three typical sources of energy, which can operate the rotary actuator: – Electric actuators use some form of electric energy to operate. – Hydraulic actuators use a variety of liquids as a source of energy. – Pneumatic actuators are operated by compressed air. Let’s look at a typical Pneumatic Actuator in action! The PLC analog output card produces a 4-20 mA current to move the valve from fully open to fully closed. The 4-20 mA current will be converted to pneumatic pressure which becomes the source of energy to operate the actuator. An actuator receives a source of energy and uses it to move something. In other words, the actuator converts the source of energy into physical-mechanical motion. That source of energy can be in 3 different forms: – Pneumatic – Electric – Hydraulic Typical actuators in the industry include: – Pneumatic Control Valve – Electric Motor – Hydraulic Motor ============================= Missed our most recent videos? Watch them here: https://realpars.com/inner-join/ https://realpars.com/p-id/ https://realpars.com/sql-order-by/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/wBF2b ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #Actuator #Automation

cUWYrUzAAk4 | 03 Feb 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/inner-join/ ============================= If you are just now joining along with this series of videos, please note that you are going to learn about SQL programming basics. If you would like to follow along with us, please review the RealPars video, “How to install MySQL and import a sample database”, on how to download and setup MySQL database on your computer. (https://realpars.com/mysql/) “What are SQL Where and Like statements basics” (https://realpars.com/sql-where/), continues where we left off within the “What are SQL programming basics” video for our series of lessons covering SQL programming. (https://realpars.com/sql/) In the previous video, What are the SQL Order By Clause and Expression statement language elements? (https://realpars.com/sql-order-by/), we learned about the structure of SQL defining the clauses, expressions defining the overall statement. In this video, you will learn about some of the more advanced SQL statements and clause commands such as Inner Join, AND, OR, Having, and Between. We will also learn more about the SQL syntax or rules of the SQL language. The AND operator is a logical operator that combines two or more Boolean expressions and returns true only if both expressions evaluate to true. The OR operator is a logical operator that combines two or more Boolean expressions and returns true when either condition is true. The BETWEEN operator is a logical operator that allows you to specify whether a value is in a range or not. The INNER JOIN clause matches rows in one table with rows in other tables and allows you to query rows that contain columns from both tables. The HAVING clause is used in the SELECT statement to specify filter conditions for a group of rows or aggregates. Now the department asks us to write the SQL statement, using the HAVING clause from the Order details table, with results displaying the Order number column data with two calculated columns for the quantity and total amount paid for each order only having totals greater than 1000 and quantity greater than 600. ============================= Review the MySQL minimum hardware requirement web page here: https://forums.mysql.com/read.php?11,629199,629211 Download the MySQL Installer: https://dev.mysql.com/downloads/installer/ Download the sample database SQL file from here: https://realpars.com/wp-content/uploads/2019/12/realparssampledatabasev2.zip Download the sample database diagram file from here: https://realpars.com/wp-content/uploads/2020/01/RealParsSampleDatabaseV2-Diagram.zip ============================= Missed our most recent videos? Watch them here: https://realpars.com/p-id/ https://realpars.com/profibus/ ============================= How to Install MySQL and Import a Sample Database (Part 1) https://realpars.com/mysql What are SQL Programming Basics? (Part 2) https://realpars.com/sql What are SQL Where and Like Statements Basics? (Part 3) https://realpars.com/sql-where What are the SQL Order By Clause and Expression Statement Language Elements? (Part 4) https://realpars.com/sql-order-by/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/A5xN5 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #SQL #MySQL

j4EOTerfyTY | 27 Jan 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/p-id/ ============================= In this video, we will learn how to read a P&ID which is something that engineers encounter on a daily basis. P&IDs are schematic representations of pipelines, equipment, instrumentation, and control systems found in process environments such as Oil Refineries, Chemical Plants, Paper Mills, and Cement Plants, etc. The symbols contained in P&IDs represent the equipment in the process such as actuators, sensors, and controllers. Process equipment such as valves, instruments, and pipelines are identified by codes and symbols. As well as devices and pipelines, a P&ID will commonly contain information on vents, drains, and sampling lines as well as flow directions, control IO and Interconnection References. The Instrumentation codes listed in P&IDs follow a standard format, after some practice in reading P&IDs you will know these codes by heart, but in the meantime, there are many resources on the web where you can download these tables for reference. The first letter of the code identifies the parameters that are being controlled or monitored for example Flow, Temperature, Level or Pressure. The next letter is used to define the type of control device being used, for example, Transmitter, Valve or Controller. The number refers to the logical numerator. For example, we may have a system with 4 temperature transmitters, it makes sense to identify these as TT01, TT02, TT03, and TT04. Let’s consider for a moment an instrument on a P&ID named FV01. Looking up the code for this we could tell this is a Flow Valve numbered 01. Symbols, circles, and lines are used to represent instruments and to show how they are connected to the rest of the system. Now that we know our device FV01 is represented by a circle, we can also tell from the P&ID where the instrument or device is located. The presence or absence of a line in the circle determines the location of the physical device. Let’s take a look at how these are commonly represented. – NO LINE: The instrument is located in the field near the process & operator – SOLID LINE: The instrument is located in a control room (accessible to the operator) – DOTTED LINE: The instrument is not directly accessible The piping or connection lines on the P&ID also tell us about the instrument, for example, a solid line would indicate the interconnection is via pipework whereas a dotted line would indicate an electrical connection. It is worth familiarising yourself with the different types of connection symbols as this can give you an insight into the function of an instrument even before you know its code. ============================= Missed our most recent videos? Watch them here: https://realpars.com/sql-order-by/ https://realpars.com/profibus/ https://realpars.com/differential-pressure-transmitter ============================= Want to learn more about P&ID? Check out the full blog post over at: https://realpars.com/what-is-a-pid-diagram/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/lHsL3 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #P_and_ID #Instrumentation

E6rzwbGjrps | 22 Jan 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= In this video, you are going to learn about an electrical control panel that will be used to control a couple of reactors. We are using Siemens S7 PLCs in the control panel. We have an S7-400 PLC as the main PLC. This PLC in the main control panel is connected to the two remote I/O stations via an ethernet switch. The main control panel will be installed in the control room and the remote I/Os will be installed in the field next to the field devices. This video was recorded at the Pro-control workshop at De Rijp, Netherlands. They are experts at control system design and industrial automation. If you want to get in contact with them you can check their website over at https://www.pro-control.nl/ If you have any questions regarding what you see in the video, add them in the comments below. We read each and every comment and reply to it in a day. ============================= Missed our most recent videos? Watch them here: https://realpars.com/sql-order-by/ https://realpars.com/profibus/ https://realpars.com/differential-pressure-transmitter ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Follow us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #Automation #Reactor

5co1ZvqZse8 | 20 Jan 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/sql-order-by/ ============================= If you are just now joining along with this series of videos, please note that you are going to learn about SQL programming basics. If you would like to follow along with us, please review the RealPars video, “How to install MySQL and import a sample database”, on how to download and setup MySQL database on your computer. (https://realpars.com/mysql/) “What are SQL Where and Like statements basics” (https://realpars.com/sql-where/), continues where we left off within the “What are SQL programming basics” video for our series of lessons covering SQL programming. (https://realpars.com/sql/) In the previous videos, we learned about how important, working as an automation professional, relational database management systems are to a world of data that is constantly changing and evolving every second. In this video, you will learn about some of the more advanced SQL statements and clause commands such as Order by. Our sample database used in this series of videos was named realparsmodel. You can find the download links for our sample database and its diagram here: (https://realpars.com/wp-content/uploads/2019/12/realparssampledatabasev2.zip) (https://realpars.com/wp-content/uploads/2020/01/RealParsSampleDatabaseV2-Diagram.zip) Realparsmodel database has several tables. These tables are outlined in the enhanced entity-relationship diagram. This diagram shows the relationships between entities. The data contained within the sample database consists of the following tables: – Students: stores student’s data. – Courses: stores a list of courses. – Course lines: stores a list of course line categories. – Orders: stores sales orders placed by customers. – Order details: stores sales order line items for each sales order. – Payments: stores payments made by students based on their accounts. – Employees: stores all employee information and organization structure. – Offices: stores sales office data. Every programming language, such as SQL, should follow a unique set of rules called Syntax. One of these rules is that all of the SQL statements start with any of the keywords like SELECT, INSERT, UPDATE, DELETE, etc. and they end with a semicolon. The most important point to be noted here is that SQL keywords are NOT case sensitive. The four fundamental operations that apply to any database are: – SELECT: for reading the data – INSERT: for inserting new data – UPDATE: for updating existing data – DELETE: for removing data The ORDER BY clause allows you to sort a result set by a single column or multiple columns and sort a result set by different columns in ascending or descending order. Now using the select statement from Students table and ordering the results by last names and descending the query, would be written like this: --------------------------------------------------------- SELECT Lastname, Firstname, City FROM realparsmodel.students ORDER BY Lastname DESC; --------------------------------------------------------- The results display the last names in descending order. ============================= Review the MySQL minimum hardware requirement web page here: https://forums.mysql.com/read.php?11,629199,629211 Download the MySQL Installer: https://dev.mysql.com/downloads/installer/ Download the sample database SQL file from here: https://realpars.com/wp-content/uploads/2019/12/realparssampledatabasev2.zip Download the sample database diagram file from here: https://realpars.com/wp-content/uploads/2020/01/RealParsSampleDatabaseV2-Diagram.zip ============================= Missed our most recent videos? Watch them here: https://realpars.com/profibus/ https://realpars.com/differential-pressure-transmitter ============================= How to Install MySQL and Import a Sample Database (Part 1) https://realpars.com/mysql What are SQL Programming Basics? (Part 2) https://realpars.com/sql What are SQL Where and Like Statements Basics? (Part 3) https://realpars.com/sql-where ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/dw488 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #SQL #MySQL

OZPLOMj_M6U | 13 Jan 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/profibus/ ============================= After watching this video, you’ll not only be able to explain the Profibus-PA like a pro, you’ll understand exactly how different it is from the Profibus-DP. Typically, in a factory, you have two key areas. There’s the control room which houses several industrial computers. And there’s the factory floor, where you’ll find a number of sensors. One of the most common industrial computers you’ll see in a control room is called a programmable logic controller, also known as a PLC. The PLC’s job is to control the process of manufacturing the end product in the factory. A PLC does that by monitoring the sensors. The sensors, which measure conditions like pressure, temperature, and levels, can be found anywhere along the manufacturing line on the factory floor, and those sensors can be located quite a distance from the control room. So how would you ensure a PLC could successfully monitor all those factory sensors? Well, you could use cables to connect each PLC’s input and output directly to each sensor. But here’s the snag in that solution: In large factories, there’s often a long distance between the control room where the PLC is installed, and the factory floor where the sensors are installed. Doing it that way, you’re going to end up with a massive number of cables running between the control room and the factory floor. Not only is that expensive, but it’s also not very efficient. The better way is to use the Profibus-DP and here’s why… Profibus-DP allows you to move the PLC inputs and outputs to the factory floor and connect them to the sensors. You can connect the I/Os to the PLC using a single RS-485 cable. Then use shorter cables to connect the I/Os to the sensors, and then use a single cable to connect the same I/Os to the PLC on the other end. The setup is far cheaper and much more efficient. The DP stands for Decentralized Peripherals. Before Profibus-DP, the I/Os, or peripherals as they are also known, were centralized in the control room. But by moving them to the factory floor next to the sensors, we decentralize these I/Os or the peripherals, hence the DP designation. So that’s why we call this type of Profibus, Profibus-DP. Sometime after the Profibus-DP was developed, a creative bunch of automation engineers had an idea: What if we could get rid of the cables as well and make this network even more efficient? And that’s how Profibus-PA was invented. PA is short for Process Automation. Profibus-PA allows you to remove this I/O unit and also the cables and replace them with a segment coupler and a single Profibus-PA cable. With the new setup, instead of connecting the sensors to the I/Os one by one, you can connect all of them to a single Profibus-PA bus. On the other side of this bus, the segment coupler works to convert the Profibus-PA signal to the Profibus-DP signal. So, by utilizing Profibus-PA, you can have an even more economical and more efficient network structure. Now you may be asking, why do I need this segment coupler or converter here? Can’t I just connect the Profibus-PA directly to the PLC? Well, the short answer is no. Why? Because the PLC doesn’t have a Profibus-PA port on it. The good news is though, that most PLCs do have a Profibus-DP port, so by utilizing this segment coupler or convertor, you can use Profibus-PA in the old systems as well. By doing this, you actually end up with a Profibus-PA before the converter and a Profibus-DP after. So, let’s summarize how these two industrial communication protocols have changed the ease and efficiency of setting up PLC controls… With the invention of the Profibus-DP, we were able to advance from having the PLC in the control room directly connected to the sensors on the factory floor; to decentralizing the I/Os and moving them next to the sensors, and then using a simple RS-485 to connect the I/Os to the PLC. ============================= Missed our most recent videos? Watch them here: https://realpars.com/sql-where https://realpars.com/differential-pressure-transmitter https://realpars.com/sql/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/aDnj_ ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #ProfibusPA #ProfibusDP

hluUSspHe84 | 06 Jan 2020
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/sql-where ============================= If you are just now joining along with this series of videos, please note that you are going to learn about SQL programming basics. If you would like to follow along with us, please review the RealPars video, “How to install MySQL and import a sample database”, on how to download and setup MySQL database on your computer. (https://realpars.com/mysql/) “What are SQL Where and Like statements basics” continues where we left off within the “What are SQL programming basics” video for our series of lessons covering SQL programming. (https://realpars.com/sql/) In this video, you will learn more about relational databases and about the language of SQL. In subsequent lessons we will apply what we have learned in these videos, to view a sample database and program a few SQL queries to read and write to the database that will provide specific organized data. The “Where” clause is optional and specifies which data values or rows will be returned or displayed, based on the criteria described after the keyword “Where”. - Equal - Greater than - Less than - Greater than or equal to - Less than or equal to - Not equal to - Like First, we need to get familiar with “Where” and “Like” clauses. The “LIKE” clause is a very powerful operator that allows you to select only rows that are "like" what you specify. The percent sign can be used as a wild card to match any possible character that might appear before or after the characters specified. We start writing the SQL statement in the SQL Query Tab to find any first names that start with the letter J. Note that the strings must be in single quotes. --------------------------------------------------------- SELECT FirstName, LastName, City FROM realparsmodel.students; WHERE FirstName LIKE 'J%'; --------------------------------------------------------- We run the statement by pressing the Execute Query button to view the results in the Output Panel. The results display only first names beginning with the letter J. We can specify another SQL statement to find the students’ first names that end in the letter N. As you can see, we changed the LIKE operator to compare names ending in the letter N. The results display only first names ending with the letter N. Once again we use MySQL Workbench to write the new statement, looking for only records with the first name Jean. This query would then only select rows where the first name equals “Jean” exactly. We can specify another SQL statement to identify students with student numbers less than 120. The results display only records with the student numbers less than 120. Now a department asks us to write a statement to select only students’ last names containing the letter U. To create this query, we used the wildcard character, percent sign, before and after the letter U. The results display only the Last Name, First Name and Credit Limit columns and records with last names that include the letter U. This concludes the video, “What are SQL Where and Like statements basics”. By now you should be getting accustomed to simple SQL statements and ready for the next lesson in SQL. Our series of subsequent videos to follow will consist of the following lessons, be sure to watch for these videos offering prerequisite learning for the beginner and then unto the more advanced statements of SQL learning. ============================= Review the MySQL minimum hardware requirement web page here: https://forums.mysql.com/read.php?11,629199,629211 Download the MySQL Installer: https://dev.mysql.com/downloads/installer/ Download the sample database SQL file from here: https://realpars.com/wp-content/uploads/2019/12/realparssampledatabasev2.zip ============================= Missed our most recent videos? Watch them here: https://realpars.com/differential-pressure-transmitter https://realpars.com/sql/ https://realpars.com/as-interface/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/jTX8M ============================= Follow us on Facebook https://www.facebook.com/therealpars/ Follow us on Twitter https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #SQL #MySQL
XkMEto_x22A | 30 Dec 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/differential-pressure-transmitter ============================= Simply put, a differential pressure transmitter is a device that measures two opposing pressures in a pipe or vessel. To understand how a differential pressure transmitter works, we need to know some principles of pressure. The pressure is the result of force applied onto a unit of area. In the case of fluid and gas, this area would be the inside of a pipe, tank, vessel or other sealed housing. Since pressure is a physical quantity, it can be measured. The pressure is measured in one of the following five units. – Pascal – Bar – Standard atmosphere or atm – Torr – Pounds per square inch or psi The most commonly used measurements of pressure in an industrial fluid and gas processing environment are bar and psi. One bar is the equivalent of the earth’s atmosphere at mean sea level. A pound per square inch is the force of one pound on an area of one square inch. You will most likely use these units of measurement in your work as they are commonly used and almost every manufacturer of pressure measurement devices calibrate them to these units of measurement. Delta-P or DP is the industry-standard term for the measured differential pressure. Delta, meaning change in, and P meaning pressure. In addition, most people will simply call a differential pressure sensor a DP sensor or transmitter. A DP transmitter is a pressure-measuring gauge or an electrical device that uses two elements to measure the differences of pressure in a sealed container such as a pipe. DP transmitters will have – A primary element – A secondary element – An electronics housing The primary element will produce a difference in pressure as the flow in the pipe increases. Different types of primary elements include – Orifice plates – Venturi tubes – Pitot tubes – Flow nozzles – Laminar flow elements – Wedge elements The secondary element will measure the difference of pressure produced by the primary element as accurately as possible. The primary element is sometimes called the high side, and the secondary element is called the low side. The elements in a DP transmitter will have sealed diaphragms and one of several ways to convert the pressure applied onto the diaphragms into an electrical signal. Sensors such as differential capacitance, vibrating wire or strain gauges are used to produce the electrical signal that will be sent to the electronics housing, where it is processed, converted and amplified into a current or voltage output that can be read by the control system. The current output is commonly a 4-20 milliamp signal, or in some cases a 0 to 5 or a 0 to 10 volt signal. The electrical output generated by the DP transmitter electronic module is linear and proportional to the actual measured Delta-P. Depending on the range of measured pressure, a 4 milliamp signal would equal a measured Delta-P of 0 psi and a 20 milliamp signal would equal the maximum measurable value. In this case, we’ll say that the maximum Delta-P is 100 psi. One very common way of measuring flow using a DP transmitter is for the primary element to introduce a constriction in the pipe. Using a restrictive element on the primary side will create high and low pressure. When the flow increases, more pressure drop is created. As we remember, the secondary element will measure the difference in pressure created by the primary element. These measurements are sent to the electronics housing where the signal processing is done. By using Bernoulli’s equation, which states that the pressure drop across the constriction is proportional to the square of the flow rate, the Delta-P is then converted into units of flow. These units of flow can be gallons per minute or cubic meters per hour. Using DP transmitters as a method to measure flow works best on fluids that are relatively clean and of low viscosity. ============================= Missed our most recent videos? Watch them here: https://realpars.com/sql/ https://realpars.com/as-interface/ https://realpars.com/mysql/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/L381e ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #PressureTransmitter #DPTransmitter
nXV37QcEjSM | 28 Dec 2019
To be able to connect your @SiemensKnowledgeHub S7-1200 PLC to OPC UA your CPU needs to be version 4.4 or higher. If the CPU is of an older version, such as 4.0, you can simply upgrade it to version 4.4. ============================= ▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= Missed our most recent videos? Watch them here: https://realpars.com/sql/ https://realpars.com/as-interface/ https://realpars.com/mysql/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Follow us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #SPS #Siemens

HaVgboQ3QOI | 23 Dec 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/sql/ ============================= If you would like to follow along with us, please review the RealPars lesson, "How to install MySQL and import a sample database", on how to download and setup MySQL database on your computer. You can watch the video here: https://realpars.com/mysql The world of data is constantly changing and evolving every second. This has, in turn, created new growth and challenges for companies around the world. Manufacturing sites and large facilities can generate a large amount of process data that is stored in databases, which are used as data sources for reports. At some point in time in your Automation career, sooner than later, you will be required to develop, manage and/or interface to a database of some type. In this video, you will learn about relational databases and about the language of SQL. In subsequent videos we will apply what we have learned in this training video, to view a sample database and program a few SQL queries to read and write to the database that will provide specific organized data. There are many types of database structures. One of the most popular database management systems is called Relational Database Management System or RDBMS, because of the simplicity of operation and ease of use. Data is generally stored in tables and they are usually manipulated through the use of Structured Query Language or SQL. Some systems that use relational database management includes – Oracle – IBM – Microsoft SQL Server – MySQL among many others. An important tool for automation is to historically log data to a historian database, often a SQL database. The process or manufacturing historian software will collect data using several sample methods that are based on – Time-interval – Event-based – On-scan or based on an expression algorithm. Typically in a historian, tag names identify the source of numerical or string type data derived from process automation controllers. Whether you choose to analyze a tank level, tank temperature, tank pressure or even a control valve, the user can evaluate its operation, efficiency, profitability, and setbacks of production. One example of what might be recorded in a data historian include: Analog values such as – Temperature – Pressure – Flow rates – Levels – Weights Within a relational database, there are tables. Each table will be identified by a unique name and the name will be used by the database to find the table behind the scenes. All you need to know as a user is the table name in order to use it. This ease of interaction is what placed the relational database model to gain wide acceptance. The most common SQL databases in manufacturing are Microsoft SQL Server and MySQL. In our example we will be using MySQL, it’s an open and free database that many OEMs are using. SQL is used to communicate with a database. It is the standard language for relational database management systems. We create SQL statements to perform tasks such as update data on a database or retrieve data from a database. The standard SQL statements such as – Select – Insert – Update – Delete – Create – Drop can be used to accomplish just about everything that you’ll need to do with a database. The select statement is used to query the database and retrieve selected data that match the criteria that you specify. The column names that follow the SELECT keyword, determine which columns will be returned in the results. The table name, that follows the keyword “FROM”, specifies the table that will be queried to retrieve the desired results. It is worth mentioning that we can select as many column names that we'd like, or we can use a "*", to select all columns. ============================= Review the MySQL minimum hardware requirement web page here: https://forums.mysql.com/read.php?11,629199,629211 Download the MySQL Installer: https://dev.mysql.com/downloads/installer/ Download the sample database SQL file from here: https://realpars.com/wp-content/uploads/2019/12/realparssampledatabasev2.zip ============================= Missed our most recent videos? Watch them here: https://realpars.com/as-interface/ https://realpars.com/mysql/ https://realpars.com/panel-wiring-diagram/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/X3KJr ============================= Follow us on Facebook https://www.facebook.com/therealpars/ Follow us on Twitter https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #SQL #MySQL

S97rhReEnbo | 16 Dec 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/as-interface/ ============================= AS-Interface is usually shortened to AS-i, and its full title is Actuator-Sensor Interface. It is a simple networking system for devices found out in the field. AS-Interface is an intelligent cabling system that is designed to replace the discrete wires linking actuators and sensors with a Programmable Logic Controller or other controlling devices. One of the benefits of using AS-Interface products is that it uses a simple cable system that is easy to wire and easy to operate. It is built for simple device exchanges that operate in a Master-Slave system, where a single AS-Interface Master can exchange input and output data with up to 62 AS-Interface Slave devices, with each AS-Interface Slave device being able to transfer up to four inputs and four outputs at any time, either analog or digital. The cost-saving implications for AS-Interface devices, along with the simplicity for location and wiring benefits means that they are an extremely attractive alternative to more traditional, complex devices. They are also fast. Very fast. In fact, the response time of a Slave device on an AS-Interface is typically much quicker than a single data acquisition cycle of a PLC. The transmissions between a Master and a Slave device on an AS-Interface are predefined and cyclic. There is a simplicity to AS-Interface devices that makes it stand out from the competition. There is no need to program Master or Slave configurations, and no parameters to set. All that is required is that the device ID is recognized by the AS-Interface Master. A system built using the AS-Interface typically has three components. Firstly there is the AS-Interface Master, the head of the network. The AS-Interface Master provides the connection to the higher-level control system. Next up is the AS-Interface cable. There are two cables required in an AS-Interface system; a yellow cable to carry the power and data to sensors, and a black cable to carry 24 volts to actuators. Finally, we have a power supply unit. The unit provides a constant regulated 30 volts DC to supply power to the Master and the Slave devices. It also works as a data de-coupler. They can be connected directly to a PLC via an AS-Interface Master in the PLC rack. Alternatively, they can be part of a larger subsystem and connected to a Programmable Logic Controller via Fieldbus connection, such as Profinet or Profibus. The range of a typical AS-Interface device is around 100m, or up to 600m with repeaters and extension plugs, making it extremely useful remote locations. AS-Interface can also be used in safety systems. “ASIsafe”, or “AS-I Safety at Work” is a standard AS-Interface network, but with special ASIsafe components. An AS-i bus system is TÜV-certified up to Performance Level e, or PLe or Safety Integrity Level 3, or SIL 3. Then we have AS-i Power 24V. We know that the AS-Interface can carry both power and data on the same cable, so you might be wondering what AS-i Power 24V does differently. ============================= Missed our most recent videos? Watch them here: https://realpars.com/mysql/ https://realpars.com/panel-wiring-diagram/ https://realpars.com/main-switch/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/aGLYb ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #Automation #AS-Interface

l1MUIHqSJGc | 10 Dec 2019
▶ Follow PLCnext on Instagram https://www.instagram.com/plcnext/ for daily updates on this new PLC technology. ============================= ▶ C'mon over to https://www.plcnext-community.net/ where you can learn more about PLCnext Technology. ============================= ▶ Check out the full blog post over at https://realpars.com/plcnext/ ============================= In this video, you are going to learn how to remotely control a machine from several hundred kilometers away using the voice control commands of a PLC. So here is what we have: 1) On our end, we have a device (MQTT broker) that is connected to the cloud (internet) from one side, and from the other side, it is connected to our computer. 2) On the other end, we have a PLC that is connected to a machine. This setup is located in the North of Germany which about 300 kilometers away from where we are recording this video at the SPS show. Here how this remote control setup is going to work: We have a PLC that is running Node-RED and that's listening... That's subscribed to an MQTT broker and it's waiting for commands to come through from that MQTT broker and so the way we're going to publish commands to that broker is using a voice control unit. This unit will translate my voice commands into JSON strings and then will publish those JSON strings to an MQTT Broker. So we've got a voice control box connected to the PLC and it's waiting for my voice commands. When it hears the correct command, it will send the JSON string up to an MQTT broker in the cloud. When this happens, on the machine we see the actuators pushing a little parcel around and after a few seconds, everything retracts. And then we see the parcel gets conveyed onto another platform and then the light goes off. The operation is complete. So that's just the demonstration of how we can use MQTT, just open source libraries in software, on a PLCnext Control. So the whole setup is very simple. We are connected to the cloud from our end. We send a voice command to the cloud. From the other end, the PLC is also connected to the cloud and it can receive the voice command and control the machine. That is how we can control a machine from a long distance, using a PLC and simple voice command. ============================= PLCnext YouTube Channel: https://www.youtube.com/channel/UC0w4cHMm7dy6UTjduwA1H6w PLCnext Community: https://www.plcnext-community.net/ PLCnext Community Forum: https://bit.ly/319l2Qw Makers Blog: If you have made something related to PLCnext that you proud of (Like an application for Voice Control or Face Recognition, etc.) then you can post it on the Makers Blog using this link: https://bit.ly/2SGvsmV PLCnext Store: It is like a Market place that you, as a developer can import premade Function Block Libraries that you need into your PLCnext Engineer project. https://www.plcnextstore.com/ PLCnext Control: https://bit.ly/2lL6W8K PLCnext Starter Kit: https://bit.ly/2IDeX8s PLCnext GitHub Channel: If you are an advanced user of PLCnext, you can check out the PLCnext GitHub channel for open-source software applications. https://www.github.com/plcnext/ Contributor Account: If you are an application vendor, then you can make a CONTRIBUTOR ACCOUNT here at PLCnext Store via this link: https://www.plcnextstore.com/#/market-place/ #RealPars #PLCnext #SPSShow2019
6gmubFyQ0yY | 09 Dec 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/mysql/ ============================= For the subsequent SQL lesson series that we are going to cover, you may want to install MySQL to follow along with the instructor. MySQL is an open-source software; this means the software is free to most end-users. MySQL does offer a commercial license for more advanced database requirements. First, check to see if your computer is compatible to run MySQL. The MySQL has a very easy to use installer to help the user download and install all the MySQL options. There are two options, to download the installer file. If you have an online connection while running the MySQL Installer, choose the mysql-installer-web-community file. If you do NOT have an online connection while running the MySQL Installer, choose the mysql-installer-community file. This is a larger file and contains most of the options required. If you have any questions, MySQL installation documentation will help. After a successful install, we open the MySQL Workbench. In the user interface environment, we import and run a script that has predefined our database. This is advanced scripting, but don’t worry, the next few steps are easy to follow. Much of the scripting in this schema will be explained in additional lessons. The query data can be exported to Microsoft Excel by left-clicking and selecting the “Export recordset to an external file” button. Select the file format you prefer. For Microsoft Excel, choose “Excel Spreadsheet” file type. Please stay tuned for future SQL lessons, soon to be released. These lessons will provide basic and in-depth use of the SQL commands using MySQL and additional lessons on how to use this language in automation for analytical reporting, troubleshooting, and process development. ============================= Review the MySQL minimum hardware requirement web page here: https://forums.mysql.com/read.php?11,629199,629211 Download the MySQL Installer: https://dev.mysql.com/downloads/installer/ Download the sample database SQL file from here: https://realpars.com/wp-content/uploads/2019/12/realparssampledatabasev2.zip ============================= Missed our most recent videos? Watch them here: https://realpars.com/panel-wiring-diagram/ https://realpars.com/main-switch/ https://realpars.com/orange-wire-control-panel/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/g1laF ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #Automation #SQL #MySQL

YG0WXfIRmf0 | 04 Dec 2019
We are working on some exciting new videos from the SPS show. The new videos will cover various aspects of new and existing industrial automation technologies, and as always, in a very easy-to-follow format. Stay Tuned! ============================= ▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= Missed our most recent videos? Watch them here: https://realpars.com/panel-wiring-diagram/ https://realpars.com/main-switch/ https://realpars.com/orange-wire-control-panel/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #automation #SPSShow2019

RjQlmdeVDHA | 02 Dec 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/panel-wiring-diagram/ ============================= In this video, we’re going to go back and have a look at the control panel, and try and figure out some of the connections by following a wiring diagram. As we’ve said before, this is a control panel that is used for a system that turns wastewater into clean water. It is a 2-door control panel on the front of which we have some switches that are connected to the PLC inputs and outputs. We are going to look at these switches and try and figure out the wiring behind them, as you may be curious as to how these switches are wired to the PLC! Let us first identify our push buttons; we have the Mute Buzzer push button, the ESD Reset push button and the Emergency Stop push button. Try to remember them, and see if we can find any of these items in the electrical drawings. All the wiring that you see in the panel is done based on the wiring diagram. This is what we draw using AutoCAD. Each page of this wiring diagram shows the exact wiring for different sections of this control panel. In the back of the Emergency Stop push button, you see that we have four wires, just as what we have on the wiring diagram. Two wires are tagged as 1 and two wires are tagged as 2. Based on the diagram, one of these wires with the tag 2 goes to the PLC digital input. It says the tag for the PLC input that the push button is connected to is 300U2.1. These are the tags for the PLC inputs and outputs. One end of this diagram is connected to the push button and the other end is connected to the PLC input. So this is how easy it is to read the wiring diagram for a control panel. It goes exactly the same for the other switches that we have here as well. So to sum it all up, here is what you are going to learn after watching this video: – All the wiring that you see in the panel is done based on the wiring diagram. This is what we draw using AutoCAD Electrical. – Each page of the wiring diagram shows the exact wiring for different sections of the control panel. – Each of the wires in the wiring diagram has a tag number. These tags can be found in the panel as well. – Using the page numbers and the sections, in the wiring diagram, you can easily follow the wires and see where each wire is coming from. ============================= If you want to get in contact with Pro-control, you can check out their website over at https://www.pro-control.nl/ ============================= Missed our most recent videos? Watch them here: https://realpars.com/main-switch/ https://realpars.com/orange-wire-control-panel/ https://realpars.com/electrical-control-panel-basics/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/1X_41 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #Automation #wiringdiagram

k5Kgd6qOGd4 | 25 Nov 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/main-switch/ ============================= We’ve already covered some of the important aspects of a control panel, but some might say that what we’re going to cover today is the most important of all. The Main Switch is the one part of a control panel which has a large impact on progressing a project. When we look at the panel from the outside, one of the first things we see is something labeled the Main Switch sometimes called an isolator. What it does essentially is applying or disconnecting the control panel from the power source. The control panel that we have is powered by a 3 phase supply, which is rated at 415 Volt AC. This, in turn, can be used within the panel to power single-phase devices, or 230 Volt AC by using 1 phase of the 3 phase supply. We can also use transformers to convert AC voltage to DC voltage to power our 24 Volt and 12 Volt devices we briefly covered in the Control Panel overview video. We usually designate the 3 phases with the following labeling system; L1, L2, and L3 are the 3 phases of the supply. N is the neutral wire. The neutral wires’ purpose is to provide a path back to electrical ground to complete the circuit. When we put the main switch in the 0 position, it indicates that the isolator is in the OFF position, and it will disconnect the power flow to the control panel. When we put the main switch in the 1 position, it indicates that the isolator is in the ON position, and it will enable the power to flow to the control panel. On the back of the door, this switch has wires connected to the terminals on the switch. These are connected to the main power coming into the cabinet labeled L1, L2, L3, and N also. The other side of the switch connects to the distribution unit. One of the phases goes to power the power supplies. The input to the power supplies can be 100-240 Volt AC. Inside, these power supplies transform the AC signal into a DC voltage output. This DC power can then be used for devices in the control panel, or for devices out in the field too! The rest of the 3 phase power goes into the terminal block and can be used to power the devices that work with 3 phase power. When we install this control panel in the field, the 3 phase supply will be connected to the top of terminals. Then through the trunking, they are going to be connected to the top of the main switch. We have the 3 phase supply connected on the bottom and the devices can be connected to the top of the terminal blocks. If we put the main switch to the 0, the incoming 3 phase supply power will be disconnected, and that shuts down the whole control panel, including all of the devices that work with 24 Volt DC and 12 Volt DC, and also the devices that work with 3 phase power. ============================= If you want to get in contact with Pro-control, you can check out their website over at https://www.pro-control.nl/ ============================= Missed our previous video, “What does an Orange Wire do in an Electrical Control Panel?”, Watch it here: https://realpars.com/orange-wire-control-panel/ ============================= Missed our most recent videos? Watch them here: https://realpars.com/orange-wire-control-panel https://realpars.com/control-panel-cooling-system/ https://realpars.com/electrical-control-panel-basics/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/n_0w8 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #Automation #Main_switch
kCmufsq5CGY | 18 Nov 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/orange-wire-control-panel ============================= Within the panel, we have a number or orange-colored wires. You may wonder what these are for, as we’ve already heard of the blue and white wires connected to the PLC. Well, what these wires are for is to give power to devices when the main switch or panel isolator is in the OFF position. “Why would we want to keep things on when we’ve turned the power off?” I hear you ask! “Isn’t that dangerous?” Well to put it simply, NO! If we try to understand the different colored wires in a panel, this will help us to understand why those that are colored orange are suitable to work even when the main switch is off. The colors of wires in panels are required by law to follow the machine safety standard EN60204-1. This is so that there is consistency and for safety. In Power Circuits – AC and DC – we have the following color coding; AC Phase will be BLACK AC Neutral will be LIGHT BLUE DC+ will be BLACK Earth will be GREEN YELLOW In Control Circuits – AC and DC – we have the following color coding; AC live will be RED AC Neutral via transformer will be RED AC Neutral (mains) will be LIGHT BLUE DC+ will be BLUE Interlocks and circuits supplied from remote panels will be ORANGE – in this case, not the one we’re after! Earth will be GREEN YELLOW Panel services are 240VAC supplies for panel internal lighting, programming console socket outlet, internal heating & cooling, CPU's (memory backup purposes), etc. These are 'excepted circuits' as defined in EN60204-1 and as such are not disconnected by the main panel isolator but by a separate isolator mounted inside the panel and designated 'maintained supply'. The color coding for multicore cables; Sheath will be ORANGE AC live cores will be ORANGE AC neutral cores will be ORANGE Earth cores will be GREEN YELLOW Color coding for single-core cables; AC live will be ORANGE AC neutral will be LIGHT BLUE Earth will be GREEN YELLOW So we come back to the original question…what wires in our panel are orange? Well, firstly we have the panel internal light. We want to be able to see when we turn the main switch off! Next, we have the socket. This will allow us to keep our laptop charged up. If the panel needs to be turned off for an extended period of time, then when we are ready to go, our laptop may have died. Not good! The socket is protected by a fuse so that any spikes in power won’t damage our laptop! The final thing we have in this panel with power is a topic we’ve already covered; the thermostat and cooling fan! As we’ve already determined, we need to be able to keep the panel cool, even when the main switch is off. So how does this all work? Well inside the panel, we have the mains feed 3 phase power that comes into the panel to a set of terminals labeled L1, L2, L3, and N. You can see from this that 1 phase – L1/N –has orange wires in. It is separate from the other wires in this terminal block so that they act independently. On the back of the main switch on the left-hand door, the wires are identified as L1, L2, L3, and N, matching what we have on the terminals. The outgoing side of this main switch will be isolated if the switch is off, and will be powered if the switch is on. The main switch is connected to the contactor labeled “150K1”. When the switch is on, giving power to the panel, this contactor will be “pulled in” or “energized”. Once this is energized, power can be distributed around the rest of the panel. ============================= If you want to get in contact with Pro-control, you can check out their website over at https://www.pro-control.nl/ ============================= Missed our most recent videos? Watch them here: https://realpars.com/control-panel-cooling-system/ https://realpars.com/electrical-control-panel-basics/ https://realpars.com/nema-ratings/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/FWus4 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #PLC #ControlPanel

A7EnyKhYHjU | 11 Nov 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/control-panel-cooling-system/ ============================= In a previous video, we covered the basics of an Electrical Control Panel. Now we’re going to take a closer look at some of the other important components that go towards making up the panel. In this video, we are going to be looking at the panel cooling system. We’re going to cover the type of cooling used, how it functions, and why we use cooling in the first place. The cooling system works by sucking in cool air at the bottom vent, and because heat rises, the hot air exits out of the top vent. To regulate the heat inside the panel, it is fitted with an enclosure thermostat. If the panel is going to be housed in a warm control room, similar to where our panel will be on a wastewater plant, then to maintain the integrity of the components in the enclosure, we need to make sure that the ambient temperature and humidity are taken into account. Also, when the panel is powered up, the components themselves generate heat, but to keep them in a safe working range, we sometimes need to make sure that they are kept cool. On the other hand, in cold buildings with no heating and lots of moisture around, to keep the components dry and moisture free, we need to keep them warm. An enclosure thermostat works with a heating or cooling device to maintain a safe working temperature within the enclosure and to safeguard against condensation, humidity, and frost. They can be wired normally open or normally closed, depending on the application. For a cooling application, it is used to switch on a fan when the temperature is high and to reduce the enclosure temperature, it would be wired as a normally open. With the temperature rising, the contact will close once the temperature rises above the set point. This would then enable the fan to operate. For a heating application, it is used to switch on a heater when the temperature is low and to increase the enclosure temperature, it would be wired as a normally closed switch. This means that the heater is ON in normal mode. With the temperature rising, the contact will open once the temperature goes above the set point. This would then disable the heater. The enclosure thermostat is not connected to the PLC, but sometimes it can be to display an enclosure internal temperature alarm. In this case, the enclosure thermostat is connected directly to the fan on the door and switches on and off independently of the PLC. ============================= If you want to get in contact with Pro-control, you can check out their website over at https://www.pro-control.nl/ ============================= Missed our previous video, “What is an Electrical Control Panel?”, Watch it here: https://realpars.com/electrical-control-panel/ ============================= Missed our most recent videos? Watch them here: https://realpars.com/electrical-control-panel-basics/ https://realpars.com/nema-ratings/ https://realpars.com/io-link/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/ZbxJS ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #Automation #Cooling_System

18UkMG8T5jo | 04 Nov 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/electrical-control-panel-basics/ ============================= We get many questions about the basics of electrical control panels, such as what devices and equipment we typically use, how the devices are wired, how to keep the control panel and the cabinet within a normal temperature range and so on. To answer some of these questions, we decided to go to one of our partner's workshop and shoot a practical video reviewing an actual electrical control panel, for you to see what the basic components of a control panel are, how they are wired, the function of a thermostat and so on. This is a 2-door control panel that is used for a system that turns wastewater into clean water. Here is a summary of what you will learn after watching this video: • We name control panels based on the number of doors that they have. For example, one-door, two-door or three-door control panel enclosures depending on how big of a panel you have. The more equipment and devices you have, the larger the control cabinet you will need. • We usually have some switches that are connected to the PLC inputs and outputs. For example, one of these switches could be ’Mute Buzzer’. This is the button that you use and press when there is an active alarm on the system. • You use the big red Emergency Shutdown push button or the E-Stop as it’s often called to shut down the whole system when there is an emergency. •A PLC is a unit that usually includes a CPU and a few input and output cards. •What is the difference between a “Wire” and a “Cable”? A wire is a single conductor but a “cable” is a group of wires that are covered in a jacket. •You need to label each wire to be able to make the uniquely identifiable, which helps with troubleshooting if there is an issue. • Sometimes we have two power supplies in this control panel with different output voltage. That is simply because we have some devices in the control panel that works with 24 volt DC and some other devices that work with 12 Volt DC. • The reason that in this control panel the 24 Volt power supply is bigger in size is simply that here we have more devices that need 24 VDC to be turned on. • We usually size the power supplies based on the amount of current output that we need. For example, we have power supplies with 1 Amp, 3 Amp, 5 Amp, 10 Amp, and 20 Amp output current. The more devices we have, the more current we need and the bigger the power supply gets. ============================= Missed our very detailed video, “What is an Electrical Control Panel?”, Watch it here: https://realpars.com/electrical-control-panel/ ============================= If you want to get in contact with Pro-control, you can check out their website over at https://www.pro-control.nl/ ============================= Missed our most recent videos? Watch them here: https://realpars.com/nema-ratings/ https://realpars.com/io-link/ https://realpars.com/plcnext/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/kBnfO ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #Automation #Control_panel

i2BE5Ih9aK0 | 28 Oct 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/nema-ratings/ ============================= NEMA stands for National Electrical Manufacturers Association and is an organization developed to form the technical standards for the manufacturing of electrical equipment and medical imaging equipment. NEMA works to set industry standards for safety, innovation, interoperability, environment, and market enhancement of our industry. This is where the similarities with IP ratings begin. IP stands for International Protection but is almost always interpreted as Ingress Protection because it is the rating system that denotes the level of protection from ingress of dust and water. NEMA ratings and IP ratings both define degrees of protection against substances such as water and dust but use different test methods and parameters to define their enclosure types, with NEMA using NEMA 250 and IP using IEC standard 60529. The NEMA rating system, just like the IP rating system, allows us to identify an enclosure to suit the environment that it is to be installed. NEMA ratings are used exclusively for enclosures, but IP ratings can be used for all kinds of devices. There is no direct conversion between IP ratings and NEMA ratings, however, the level of protection they provide is comparable, so we can say that the NEMA rating equivalent of IP66 is NEMA 4 or 4X, with the 4X providing an additional level of protection against corrosion. NEMA ratings for non-hazardous locations go from 1 through to 6, and 11 through to 13. NEMA ratings for hazardous locations go from 7 through to 10. Type 1 NEMA rated enclosures are constructed for indoor use to provide a degree of protection against access to hazardous parts and to provide a degree of protection of the equipment inside the enclosure against ingress of solid foreign objects, for example, falling dirt. Type 2 NEMA rated enclosures offer the same level of protection as a Type 1, but with added protection to provide a degree of protection with respect to harmful effects on the equipment due to the ingress of water, for example, dripping or light splashing. This is now where things get a bit different. Type 3 NEMA ratings are broken down into 3 protection levels, with a corrosive protection option, so 6 in total. Type 3R and 3RX NEMA rated enclosures are engineered for indoor or outdoor use and protect against rain, sleet, snow, dirt, and prevents the formation of ice on its enclosure, with the 3RX adding protection against corrosion. Type 4 and 4X NEMA rated enclosures are intended for indoor or outdoor use and provide the same protections as a NEMA 3 enclosure with additional protection against water ingress and/or hose-directed water. A Type 5 rated NEMA enclosure offers a similar level of protection as a NEMA 4 enclosure but is intended that its primary use be indoors. It can handle light splashing, but cannot be submerged for periods of time. A Type 6 rated NEMA enclosure offers the same protection as a NEMA 4 enclosure, with added protection from temporary water submersion up to a designated depth. Type 11 NEMA enclosures are corrosion resistant and offer protection whilst submerged in oil. They are intended for use indoors to protect the equipment against dripping of corrosive liquids. Type 12 and 12K NEMA enclosures are intended for general-purpose, indoor use. Type 13 NEMA enclosures are for general purpose indoor use. They provide the same protection as the NEMA 12 enclosures, but with added protection against dripping and/or sprayed oils and coolants. Type 7 NEMA enclosures are built for hazardous locations, so the enclosure is explosion-proof and made for indoor use. Type 8 NEMA enclosures offer the same protection as a NEMA 7 enclosure but can be used both indoor and outdoor hazardous locations. Type 9 NEMA enclosures are dust ignition proof and intended for indoor use in hazardous locations. Type 10 NEMA enclosures meet MSHA, the Mine Safety, and Health Administration standards. ============================= Missed our most recent videos? Watch them here: https://realpars.com/io-link/ https://realpars.com/plcnext/ https://realpars.com/spool-valve-schematic/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/rk7lK ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #Automation #NEMA_Ratings

6GwCjURuS50 | 24 Oct 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= We have some exciting new videos coming your way soon! This is a trailer for you to get a peak at the main videos that we are going to publish in a couple of weeks. The videos will discuss the main components of an actual electrical control panel that is going to be installed in a wastewater treatment facility. This is your chance to learn more about how different components of an electrical control panel work together to control an actual industrial facility. The videos will discuss: -The basics of the electrical control panel (E-Stop switch, PLC, Power supplies, etc.). - How the cooling system work in an electrical control panel (Fan, Filter, and Thermostat). - What is the function of the main switch in an electrical control panel and why we use it - The secret behind the orange wire - And… how to read and use wiring diagrams of an electrical control panel These videos are created with the help of our partner Pro-Control B.V here in the Netherlands. We went all the way from Rotterdam to their workshop, in De Rijp, which is located in the North of Amsterdam, known as the Tech valley of the Netherlands. Pro-Control is an expert at control system design and industrial automation. You can check out their website over at https://www.pro-control.nl/ As mentioned, the first video of this series will be published in a couple of weeks, so stay tuned! ============================= Missed our most recent videos? Watch them here: https://realpars.com/io-link/ https://realpars.com/plcnext/ https://realpars.com/spool-valve-schematic/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #Automation #controlpanel

g-Ma_e65bHc | 21 Oct 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/io-link/ ============================= In this video, we’re going to learn about IO-Link. IO-Link is a communications protocol that works point-to-point. A point-to-point communication connection is a communications connection between two separate endpoints or nodes. IO-Link is bi-directional meaning it works two ways and works over a short distance. It is primarily used to communicate with sensors and actuators in plant or factory automation processes. Sensors and actuators are usually connected via Fieldbus connections, allowing them to be in remote locations. With IO-Link, the field devices, such as actuators or sensors, connect to a ‘Master’ device that communicates to a controller, usually a PLC, or Programmable Logic Controller. The connection between the IO-Link Master and the field device is established via an unscreened 3 wire cable, no more than 20 meters long. The IO-Link master is capable of processing digital signals and analog values. Its versatility means it is capable of integrating into existing systems and can communicate using the industry-recognized Profinet, Profibus, and Modbus, to name a few. An IO-Link master can have several IO-Link ports or channels. An IO-Link device can be connected to each port, meaning IO-Link is a point to point communication and not a Fieldbus. The IO-Link protocol allows an IO-Link port to be operated in one of four different operating modes. The first mode is the IO-Link mode. This means that the port is used for IO-Link communication. The second mode is the DI mode. This means that the port acts in the same way as a digital input device. The third mode is the DQ mode. This means that the port acts in the same way as a digital output device. The fourth mode is Deactivated. This means that the port is not assigned to any other modes and is reserved for when the port is unused. IO-Link is a very robust communication system That operates using 24 volts. Transmission errors can occur for a number of reasons, in general, a cable fault or a power surge can temporarily interfere with transmissions. An IO-Link device has 4 types of transmission. “Process Data”, “Value Status”, “Device Data”, and “Events”. The Process Data is considered as the latest state of the sensor or actuator, such as speed. Process Data is transmitted cyclically, which means automatically, at regularly defined intervals. Up to 32 bytes of process data can be processed, and it’s defined by the high-level controller. The Value Status indicates whether the Process Data is valid or invalid and is transmitted along with the Process Data cyclically. The Device Data holds detailed information about a device. Device Data is transmitted acyclically, at the request of the IO-Link master. Device Data can be read from the device, but also written to. A device is able to trigger an event, which in turn signals the presence of an Event to the IO-Link Master. An example of an event is an error or warning message, for example, a short circuit, or a device that is overheating. This information can be used to display indicators or messages on HMI devices, such as error messages signaling a wire break or a communication failure. An IO-Link device transmits Process Data and Value Status periodically, at a regular defined interval. This is called cyclic transmission. Device Data, such as diagnostics and Events are transmitted when they are needed. This is called acyclic transmission. Getting the set up of the IO-Link configuration correct is heavily dependant on the device that is being communicated with, so checking the field devices' instructions is a necessity to be able to communicate correctly. Don’t worry though, once it is set up, they are very easy to maintain, and often work seamlessly with no additional work required. ============================= Missed our most recent videos? Watch them here: https://realpars.com/plcnext/ https://realpars.com/spool-valve-schematic/ https://realpars.com/dcs-vs-scada/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/U71p6 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #Automation #IO-Link

A8cXKL_cJgk | 16 Oct 2019
▶ Follow PLCnext on Instagram https://www.instagram.com/plcnext/ for daily updates on this new PLC technology. ============================= ▶ C'mon over to https://www.plcnext-community.net/ where you can learn more about PLCnext Technology. ============================= ▶ Check out the full blog post over at https://realpars.com/plcnext/ ============================= As promised last month, we’re bringing you an informative video about a brand-new PLC and you’re going to hear all about it from one of the brains behind the technology, Martin Boers of the German PLC manufacturing company, Phoenix Contact. If there’s one man that has his fingers on the pulse of industrial automation, it’s Martin. for this video, Shahpour Shapournia who works as a business developer here at RealPars, sat down with Martin to talk about the new PLC and discussed how it’s going to deliver endless possibilities to you in your career as a PLC programmer. We know it sounds like a huge promise, but as you’ll soon see, this PLC delivers. Not only you can use your typical PLC programming languages such as Ladder Logic, Function Block Diagram, Structured Text and more with it, but you can also use other common programming languages such as C++, C#, Rust, Java among many others. That means the sky is practically the limit as to which programming languages you want to use, opening up a world of ways to optimally match the PLC language with the project you’re working on as a PLC programmer. But that’s not all! Martin’s going to share some other cool operations you can execute with this new PLC, so get ready to watch and learn. Also, as with every RealPars video, if you have any questions about this new PLC technology, just put them in the comments below the video. PLCnext Engineer This is where you are able to write and compile your project code in the language you need. Setting up your hardware configuration will be familiar to traditional PLC programmers, and you can integrate C++ programs into the IEC program by importing libraries. These can be imported from the PLCnext Store. PLCnext Store The PLCnext Store offers software solutions specifically for industrial automation and extends the functionality of your projects. IT developers using Eclipse can user their scripts are written in C#, C++ or open-source software from Github, and package the software as a library so that IEC users can import the special functions, and treat it like a program written in ladder logic, using it throughout their code. Some libraries can be downloaded from the developer section. Apart from the software libraries and the fully programmed Solution Apps, you can also download Function Extensions and Runtime apps. Speed up application development or transform the PLCnext Control into a controller for specific automation solutions without any programming. Benefit from the offered apps in the PLCnext Store or upload your own apps and profit from a new digital business model using a contributor account. PLCnext Community The PLCnext community is a really special place. This is where we can share our experiences and learn through the use of manuals and tutorials. Once you’ve created your program, you can post it on the Makers Blog. This way you can share and be proud of your creations! The Makers Blog and the Forum are great ways of finding interesting ways to solve problems. Being able to communicate with your peers in an open format means it is possible to get different working solutions to the same problem, rather than a generic one size fits all solution, which can be inflexible. Posting your query on the Forum will not only attract the attention of Phoenix Contact engineers but also like-minded individuals, seeking a solution to their own problems. This platform allows users to share ideas and solutions with ease. ============================= PLCnext YouTube Channel: https://www.youtube.com/channel/UC0w4cHMm7dy6UTjduwA1H6w PLCnext Community: https://www.plcnext-community.net/ PLCnext Community Forum: https://bit.ly/319l2Qw Makers Blog: If you have made something related to PLCnext that you proud of (Like an application for Voice Control or Face Recognition, etc.) then you can post it on the Makers Blog using this link: https://bit.ly/2SGvsmV PLCnext Store: It is like a Market place that you, as a developer can import premade Function Block Libraries that you need into your PLCnext Engineer project. https://www.plcnextstore.com/ PLCnext Control: https://bit.ly/2lL6W8K PLCnext Starter Kit: https://bit.ly/2IDeX8s PLCnext GitHub Channel: If you are an advanced user of PLCnext, you can check out the PLCnext GitHub channel for open-source software applications. https://www.github.com/plcnext/ Contributor Account: If you are an application vendor, then you can make a CONTRIBUTOR ACCOUNT here at PLCnext Store via this link: https://www.plcnextstore.com/#/market-place/ #PLCnext #RealPars #PLC
YppUetnI-6M | 14 Oct 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/spool-valve-schematic/ ============================= ⌚Timestamps: 00:00 - Intro 01:03 - Pneumatic Valve Symbol 02:15 - Two-Position Spool Valve Symbol 03:20 - Three-Position Spool Valve Schematic ============================= In this video, we will learn about how a spool valve is represented in engineering and manufacturers' drawings, how to understand what the drawing means and how it relates to the operation of a valve. As we already know directional air valves, in particular, spool valves, are the building blocks of pneumatic control. In engineering drawings, pneumatic circuit symbols provide detailed information about the valve they represent. Symbols show the methods of actuation, the number of positions, the flow paths and the number of ports a valve has. When we see a valve schematic, we can see it is made up of boxes, each containing a number of lines and arrows. The number of boxes that make up a valve symbol indicates the number of possible positions the valve has. Flow direction is indicated by the arrows in each box. These arrows represent the flow path the valve provides when it is in each position. To the left and right of the boxes, we can see the types of actuators being used; In some cases, there will be a single actuator at one end of the boxes and a spring return at the other end. In other cases, there may be an actuator at both ends. The 3-position valve has both solenoids and spring return actuators on both sides of the valve, the spring return actuators will return the valve to the middle position but only IF neither of the solenoids is active. In this example, the middlebox indicates that there will be no airflow at all until one of the two actuators is active. It should be noted that colors are used in this video only to assist with learning. In practice, the schematics you see on a day to day basis will not have any colors. A typical use for the type of valve would be to bump or inch a cylinder incrementally along its stroke length by pulsing one of the actuators. The number of ports a valve has is shown by the number of endpoints in a given box. We should only count the ports in a single box once per symbol. For example, in the 3-position valve, there are three boxes that show the three possible positions, but the valve has five physical ports. So the valve will be called a 5/3 solenoid valve. You may also see some manufacturers use letters instead of numbers to identify the ports, but once you understand the schematic it is easy to translate this. ============================= Missed our most recent videos? Watch them here: https://realpars.com/dcs-vs-scada/ https://realpars.com/simatic-tdc/ https://realpars.com/starter-commissioning-software/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/dodpN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #Automation #SpoolValveSchematic

B3YVpgs9RY4 | 07 Oct 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/dcs-vs-scada/ ============================= ⌚Timestamps: 00:00 - Intro 01:03 - DCS and SCADA Similarity 02:04 - HMI Hardware 03:10 - HMI Software 04:24 - SCADA HMI vs DCS HMI 05:26 - SCADA and DCS Pre-defined Functions 06:53 - SCADA and DCS Processing Times 07:10 - SCADA and DCS Communications Protocols 07:26 - Safety in SCADA and DCS 07:40 - DCS vs SCADA ============================= As you have previously learned, a SCADA system is a collection of both software and hardware components that allow supervision and control of plants, both locally and remotely. A DCS is also a collection of components used for the same purpose. A SCADA system is used to gather and present data to operators, make decisions about processes with the aid of operator input, and control plant functions based on those decisions. The DCS’s role in plant automation is the same as the SCADA system. Human Machine Interface (HMI) panels are the primary graphical interface between the plant processors and processes and the operators interacting with and controlling those processes. The HMI panels can be procured from the same manufacturer as the controller, such as Siemens, Allen Bradley, GE, and Schneider Electric, all of which produce their brand of HMI panels. There are also independent HMI panel manufacturers such as Red Lion. While most of the manufacturers may have their own brand of HMI, typically, additional software is needed to program the HMI. In the case of Siemens, WinCC software, Allen Bradley requires FactoryTalk View, Schneider needs Vijeo Designer or Citect, and so on. There may be some PLC/HMI programming software that is integrated for the manufacturer but for the most part, they are separate software packages requiring separate purchases. Having the same vendor of PLC and HMI may seem to be an advantage but as noted, the requirement for additional software is definitely not beneficial. HMIs are primarily used in small scale automation environments. When you have larger-scale systems, the interface with the plant process is typically a desktop computer. This computer requires its own software package such as Intellution or iFix, Wonderware, or VtSCADA to name a few. While a SCADA system has HMIs or computers that are not necessarily of the same manufacturer, the DCSs have graphical interfaces that are typically integrated within the DCS system. Now let’s discuss the brains of the operation. Within the SCADA system, there may be PLCs and RTUs. As you are aware by now, these components require programming in order to execute commands essential to plant operations. Communications within a SCADA system can vary widely and have adapted to the changing technologies while the DCS has also adapted, there are still some proprietary communications that can be challenging. There are not massive differences in the systems. DCSs have integrated operator interface software with tag databases, while SCADA requires you to purchase additional software and build or import your tags. If you have a very time-sensitive process, SCADA systems may have a slight advantage as the processing time is faster. Concerned about safety? Advantage DCS. Need open communication architecture? Advantage SCADA. ============================= Missed our most recent videos? Watch them here: https://realpars.com/simatic-tdc/ https://realpars.com/starter-commissioning-software/ https://realpars.com/power-plant/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/5pcVB ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #Automation #DCSvsSCADA

oIwEOGzGfl0 | 30 Sep 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/simatic-tdc/ ============================= In this video, we are going to take a good look at the purpose of Siemens SIMATIC Technology and Drives Control, or SIMATIC TDC for short, what makes it special, and how it stands out from a standard system. We’re going to throw in a couple of examples of where they’re used, so you can understand the typical environments they are used in. We’ll start off with an overview of what you can expect from the SIMATIC TDC. The SIMATIC TDC control system is a multiprocessor system, meaning that multiple processors can be housed in the rack. They are designed to provide maximum performance, and as such, can process commands lightning fast. They are typically used for closed-loop control of drives to determine things like torque, position, angle, and speed. If complex relationships exist between a number of drives, they are also extremely useful for this. They can be used for calculating any number of process or plant variables such as temperature and pressure. But those are functions of any PLC system. What makes SIMATIC TDC so special? Well to try and understand why we use a SIMATIC Technology and Drives Control system over any other PLC based system, it’s best to look at the type of work that the SIMATIC TDC is known for. This should help you understand why the demands put on the SIMATIC TDC are far greater than a standard control system, why this specialized hardware is used, and what it is truly capable of. SIMATIC TDC is commonly used in large plant engineering environments, for example in a Steel Rolling Mill. The complex nature of a Rolling Mill and the many stages the steel passes through to get to be the end product makes the SIMATIC TDC extremely useful. This is because each part of the process would have it’s own PLC controller in the SIMATIC TDC rack. With the PLCs all being in the same rack, this means that there are no breaks in the chain when passing from one station to the next. All of the modules are connected which allows data to be exchanged between all of the modules, almost in the same processor clock cycle. So, no slow PLC communications protocols are used, which would not only slow down the processor clock cycle, but also the transmission speeds would be much slower. This enables the SIMATIC TDC to stand out when controlling roller drives connecting the parts of two systems. Hot rolling uses large pieces of metal, such as slabs or steel billets, and heats them to a high temperature. The metal pieces are then deformed between rollers creating thin cross-sections. This is followed by further rolling to turn the product into the plate, sheet, rod, bar, pipe and so on. Let’s say that a large, extremely heavy, molten steel bar was on a transfer roller, moving from Station A to Station B. As it is passing from Station A to Station B, the rollers on Station B begin to run. The speed of the Rollers on Station B needs to match the speed of the rollers on Station A, otherwise, large forces are put on the motors controlling the rollers. Because the controllers are connected via the backplane in the rack, there is no delay in getting the required speed, and any changes in speed are updated almost instantaneously, meaning the transfer is seamless. Similarly, if Station A had to stop quickly, in an emergency situation, for example, the motors on Station B would also stop quickly, removing the potential to put excess stress on the motors on Station B. The high precision nature of some processes requires the highest degree of performance, and that is what you get with Simatic Technology and Drives Control System. Powerful motion and closed-loop control are where it excels. If you can think of anything you’d like us to cover, let us know in the comments and we’ll see if we can put together a video on your topic too! Catch us next time for another informative video, that’s it for now! ============================= Missed our most recent videos? Watch them here: https://realpars.com/starter-commissioning-software/ https://realpars.com/power-plant/ https://realpars.com/siemens-starter-software/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/L6q4b ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #Automation #SIMATIC_TDC
3T45-rdGEQw | 23 Sep 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/starter-commissioning-software/ ============================= ▶ How to Control a VFD with a PLC - Part 1 (Configuring ControlLogix 5000 and HMS Anybus gateway): https://realpars.com/connect-vfd-to-plc ▶ How to Control a VFD with a PLC - Part 2 (Configuring HMS Anybus gateway and Siemens Robicon VFD): https://realpars.com/hms-anybus/ ▶ How to Control a VFD with a PLC - Part 3 (Siemens VFD Configuration): https://realpars.com/siemens-vfd/ ▶ How to Control a VFD with a PLC - Part 4 (Configuring Motor Data in the Siemens Starter Software): https://realpars.com/siemens-starter-software/ ▶ How to Control a VFD with a PLC - Part 5 (Configuring Communication Data in the Siemens Starter Software) https://realpars.com/starter-commissioning-software/ ============================= Welcome to lesson 4 of Rockwell ControlLogix PLC and Siemens VFD Communication. We have created this series of lessons discussing the steps to configure and program communication between a Rockwell ControlLogix PLC and a Siemens VFD. In Part 4, this video, we will pick up where we left off in part 3 to complete the VFD configuration and the communication path between the gateway and the Rockwell ControlLogix processor. As a prerequisite, please watch previous lessons. In Part 1, we have addressed how to configure the communication between ControlLogix 5000 PLC and HMS Anybus gateway using ControlNet network media with CIP protocol. (https://realpars.com/connect-vfd-to-plc/) In Part 2, we discussed how the HMS gateway was set up as a PROFIBUS Master to communicate and control the slave Robicon VFD using PROFIBUS protocol. The gateway is a device for converting or translating ControlNet CIP protocol to Siemens PROFIBUS protocol. (https://realpars.com/hms-anybus/) In Part 3, we started the configuration of the Siemens VFD properties as the PROFIBUS Slave to operate a motor driving feed water pump. (https://realpars.com/siemens-vfd/) In Part 4, we will pick up where we left off in Part 3. (https://realpars.com/siemens-starter-software) In Part 5, this video, we will pick up where we left off in part 4 to complete the VFD configuration and the communication path between the gateway and the Rockwell ControlLogix processor. So we will be configuring the parameters we used in the Parts 1 and 2 to allow the VFD to communicate with the ControlLogix 5000 PLC. ============================= Missed our most recent videos? Watch them here: https://realpars.com/power-plant/ https://realpars.com/siemens-starter-software/ https://realpars.com/emergency-shutdown-system/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/jpDse ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #VFD #PLC
HGVDu1z5YQ8 | 16 Sep 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/power-plant/ ============================= In this video, we’re going to look at what a Power Plant is, different types, and why automation is important in the Power Plant business. In its simplest form, a Power Plant, known also as a Power Station, is an industrial facility used to generate electricity. To generate power, a power plant needs to have an energy source. One source of energy is the burning of fossil fuels, such as coal, oil, and natural gas. Then we also have nuclear power, and finally renewable energy sources such as wind, solar, wave and hydroelectric. Originally, the only source of power was Direct Current or DC systems, but it wasn’t until Alternating Current, or AC systems were introduced that the power could be carried the distances necessary to be suitable for distribution to the masses. Hydroelectric Power Plants generate power by converting the force of water to turn large generators. Hydroelectric Power Plants fall into three different categories. First up is “Impoundment”. An Impoundment facility typically uses a store of river water from a dam in a reservoir. Next up we have “Diversion”. A Diversion is fairly similar to an Impoundment facility, but may not need the use of a dam, but works by channeling a portion of a river through a canal or a penstock. The last type of Hydroelectric Power Plant is “Pumped Storage”. Pumped Storage stores its energy by pumping water uphill to a reservoir at a higher elevation. Thermal Power Plants generate electricity by converting heat into electricity, essentially by burning a fuel. One example of this is a nuclear power plant. Nuclear power plants use reactors heat to turn water into steam. The steam is then sent through a turbine, which, as we’ve already learned, generates movement of a generator, which in turn generates electricity. A coal power plant works in much the same way, but instead of a nuclear reactor heating water to make steam, the heat from the burning coal powers a steam turbine. The next type of power plant we will look at is a solar power plant. This type of plant uses the suns energy to convert into electricity. This is achieved by using Photovoltaic, or PV panels made up from a number of semiconductor cells that release electrons when they are warmed by the thermal energy of the sun. Solar energy is one of the cleanest ways of generating electricity. The solar panels get connected to the grid and can be used to supplement a thermal power plant resources. Last, but not least, we have Wind Power Plants. Wind Power Plants, or Wind Turbines, get their energy from the wind by connecting a generator to the blades. The rotational movement of the blades caused by the wind, powers a generator. Like many things nowadays, Power Plants are controlled using a PLC, Programmable Logic Controller, or DCS, Distributed Control System. The ability for condition monitoring of all the plant items enables us to determine what is running efficiently, and what could fail. This enables us to proactively maintain plant equipment before it fails, rather than reactively fixing broken equipment. From within a control room, a full SCADA, or a Supervisory Control And Data Acquisition system can monitor and control temperatures, speeds of pumps and motors, and open and close valves. By monitoring the demand, and trending at which times of the day the demand is highest, plants can adjust the speed of pumps automatically according to the time of the day, something that wouldn’t be possible without the use of an automation control system. ============================= Missed our most recent videos? Watch them here: https://realpars.com/siemens-starter-software/ https://realpars.com/emergency-shutdown-system/ https://realpars.com/load-cell/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/w_5d9 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #Automation #PowerPlant

UlKu3jlPJa8 | 12 Sep 2019
▶ Follow PLCnext on Instagram https://www.instagram.com/plcnext/ for daily updates on this new PLC technology. ============================= ▶ C'mon over to https://www.plcnext-community.net/ where you can learn more about PLCnext Technology. ============================= We are working on creating a new exciting video about PLCnext technology. Many industry experts believe that this new PLC technology will bring a lot of positive change into the industrial automation world. With this new PLC, not only you can use your typical PLC programming languages such as ladder logic, FBD or STL, you can also use high-end programming languages such as C++, JAVA and so on and so forth. This means that, with this new PLC, people with IT background can also step into the industrial automation world and use this PLC as well. This is the beginning of a new era in the industrial automation world. Phoenix Contact has started this. Who knows where this technology will be in a few years but regardless; this is a great time for us to learn about this new PLC technology. In the coming video we will be talking about the PLCnext technology ecosystem which consists of: PLCnext Control https://bit.ly/2lL6W8K PLCnext Engineer PLCnext Store https://www.plcnextstore.com PLCnext Community https://www.plcnext-community.net/ The main video will be posted in about a month. Stay tuned! #PLCnext #RealPars #PLC

gB4HpqW4vnQ | 09 Sep 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/siemens-starter-software ============================= ▶ How to Control a VFD with a PLC - Part 1 (Configuring ControlLogix 5000 and HMS Anybus gateway): https://realpars.com/connect-vfd-to-plc ▶ How to Control a VFD with a PLC - Part 2 (Configuring HMS Anybus gateway and Siemens Robicon VFD): https://realpars.com/hms-anybus/ ▶ How to Control a VFD with a PLC - Part 3 (Siemens VFD Configuration): https://realpars.com/siemens-vfd/ ▶ How to Control a VFD with a PLC - Part 4 (Configuring Motor Data in the Siemens Starter Software): https://realpars.com/siemens-starter-software ============================= Welcome to lesson 4 of Rockwell ControlLogix PLC and Siemens VFD Communication. We have created this series of lessons discussing the steps to configure and program communication between a Rockwell ControlLogix PLC and a Siemens VFD. In Part 4, this video, we will pick up where we left off in part 3 to complete the VFD configuration and the communication path between the gateway and the Rockwell ControlLogix processor. As a prerequisite, please watch previous lessons. Here are the links to these lessons: Part 1: https://realpars.com/connect-vfd-to-plc/ Part 2: https://realpars.com/hms-anybus/ Part 3: https://realpars.com/siemens-vfd/ In Part 1, we have addressed how to configure the communication between ControlLogix 5000 PLC and HMS Anybus gateway using ControlNet network media with CIP protocol. (https://realpars.com/connect-vfd-to-plc/) In Part 2, we discussed how the HMS gateway was set up as a PROFIBUS Master to communicate and control the slave Robicon VFD using PROFIBUS protocol. The gateway is a device for converting or translating ControlNet CIP protocol to Siemens PROFIBUS protocol. (https://realpars.com/hms-anybus/) In Part 3, we started the configuration of the Siemens VFD properties as the PROFIBUS Slave to operate a motor driving feed water pump. (https://realpars.com/siemens-vfd/) In Part 4, this video, we will pick up where we left off in part 3. In the previous part, I left off in the middle of using the “STARTER” Project Wizard, prior to setting up the Motor and its nameplate data. What is the BICO? Every drive contains a large number of interconnecting input and output variables and internal control variables. BICO or Binector Connector Technology is a technology with Siemens VFD drives allows the drive to be adapted to a wide variety of requirements. Digital and analog signals can be connected by means of the BICO parameters and are identified by the prefix BI, BO, CI or CO in their parameter name. A binector is a digital (binary) signal without a unit which can assume the value 0 or 1. A connector is a digital signal in 32-bit format. It can be used to emulate words (16 bits), double words (32 bits) or analog signals. In the next lesson, Part 5 and the final part of this series of lessons, we will continue with the VFD configuration using the Siemens Starter commissioning software and jump into configuring the communication data. ============================= How to Control a VFD with a PLC - Part 1 (Configuring ControlLogix 5000 and HMS Anybus gateway): https://realpars.com/connect-vfd-to-plc How to Control a VFD with a PLC - Part 2 (Configuring HMS Anybus gateway and Siemens Robicon VFD): https://realpars.com/hms-anybus/ How to Control a VFD with a PLC - Part 3 (Siemens VFD Configuration): https://realpars.com/siemens-vfd/ To download the Siemens SINAMICS S120 AC Drive manual, please check out the link below: https://sie.ag/2M6hZFo To download the Siemens SINAMICS STARTER Commissioning Software, please check out this link: https://sie.ag/2YInjVB ============================= Missed our most recent videos? Watch them here: https://realpars.com/emergency-shutdown-system/ https://realpars.com/load-cell/ https://realpars.com/boiler/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/GaHFl ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #Automation #SiemensStarter

fS0DBC4TRy8 | 02 Sep 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/emergency-shutdown-system/ ============================= What an “Emergency Shutdown” does which an “Emergency Stop” does not, is to be able to detect a potentially hazardous condition and react to it by shutting the system down to protect personnel, facilities, and even the environment. Let's consider an Emergency Shutdown in a real-world environment, in the Oil and Gas industry. In the Oil and Gas industry, an Emergency Shutdown is a safety system that is designed to minimize the consequences of an emergency situation, such as a failure, to reduce the potential of flooding, escape of hazardous materials, or outbreak of fire. This is normally done by monitoring the state of field mounted sensors, valves, trip relays and inputs to a control system as alarms. The control system is able to determine a cause and effect type analysis which are determined to protect the facility. The Emergency Shutdown does not need to completely shut down the entire plant. This can sometimes be more dangerous. What the system will do is to minimize the effects. It could be to reduce the number of plant items available or shut down part of the systems. In the event of a fire, a Fire Damper control system may override existing controls to open or close vents as needed, and close fire doors. There are so many examples of what an Emergency Shutdown system might be used for. In a system that isolates hydrocarbon inventories, it is of great importance that an Emergency Shutdown system is effective so that nothing is released into the atmosphere. Another important use of an Emergency Shutdown is in an Emergency Ventilation system. When a problem is detected which requires rapid venting, it is crucial that a safety system can detect and react to the problem, or even detect it before it becomes one. An example of an Emergency Ventilation system could be a smoke detection system. If a fire is detected, the system would likely shut down all plant equipment to contain the fire, not allowing oxygen in to allow it to burn, but if smoke was detected they may want to vent the smoke out, therefore switching on plant equipment to do so. Emergency Shutdown systems usually have their own logic controller, one that reacts to failures much faster than a normal PLC system. Milliseconds count and can be the difference between a problem and a catastrophic failure. Safety systems use a classification based on risk and probability. This is called Safety Integrity Level or SIL for short. There are 4 levels to SIL. SIL Level 1 represents the integrity required to avoid relatively minor incidents and is likely to be satisfied by a certain degree of fault-tolerant design using guidelines that follow good practice. SIL Level 2 represents the integrity to avoid more serious, but limited, incidents some of which may result in serious injury or death to one or more persons. SIL Level 3 represents the integrity required to avoid serious incidents involving a number of fatalities and/or serious injuries. SIL Level 4 represents the integrity level required to avoid disastrous accidents. When designing the safety system, the required level, and associated risk is taken into account by using a safety matrix. This will look at each of the risks, and attach a probability and consequence to them, to get to the required safety integrity level required for the safety system. Different to an Emergency Stop pushbutton on a panel, or inside a machine cell, the Emergency Shutdown system can detect potential failures based upon field sensors, valves, and trip relays and react quicker than us humans can to stop the escalation of a small problem becoming a catastrophe! Every alarm on a system is assigned a rating based upon its probability to occur and the consequence if it does. ============================= Missed our most recent videos? Watch them here: https://realpars.com/load-cell/ https://realpars.com/boiler/ https://realpars.com/siemens-vfd/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/ekzfe ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #Automation #EmergencyShutdownSystem

xFgHG12t-ug | 26 Aug 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/load-cell ============================= A load cell is a force gauge that consists of a transducer that is used to create an electrical signal whose magnitude is directly proportional to the force being measured. There are four common types of load cells. They are pneumatic, hydraulic, strain gauge, and capacitance. A pneumatic load cell consists of an elastic diaphragm which is attached to a platform surface where the weight will be measured. There will be an air regulator which will limit the flow of air pressure to the system and a pressure gauge. Thus, when an object is placed on a pneumatic load cell it uses pressurized air or gas to balance out the weight of the object. The word hydraulic should let us know that this load cell will work by using fluid, whether water or oil. These load cells are similar to pneumatic load cells but instead of air, they use the pressurized liquid. A hydraulic load cell is consisting of an elastic diaphragm, a piston with a loading platform on top of the diaphragm, oil or water that will be inside the piston, and a bourdon tube pressure gauge. When a load is placed on the loading platform the piston applies pressure to the liquid contained inside it. The pressure increase of the liquid is proportional to the applied force or weight. A strain gauge load cell is a transducer that changes in electrical resistance when under stress or strain. The electrical resistance is proportional to the stress or strain placed on the cell making it easy to calibrate into an accurate measurement. The electrical resistance from the strain gauge is linear therefore it can be converted into a force and then a weight if needed. A strain gauge load cell is made up of 4 strain gauges in a “Wheatstone” bridge configuration. A Wheatstone bridge is an electrical circuit that measures unknown electrical resistance by balancing two legs of a bridge circuit, one of the legs contains the unknown component. The “Wheatstone bridge” circuit provides incredibly accurate measurements. The strain gauges that are in the Wheatstone bridge are bonded onto a beam which deforms when weight is applied. Capacitive load cells work on the principle of capacitance, which is the ability of a system to store a charge. The load cell is made up of two flat plates parallel to each other. The plates will have a current applied to them and once the charge is stable it gets stored between the plates. The amount of charge stored, the capacitance, depends on how large of a gap between the plates. When a load is placed on the plate the gap shrinks giving us a change in the capacitance which can be calculated into a weight. Let's discuss what is a salt bag filling process? In this application, empty bags are loaded into a machine where arms will swing down and pick up an empty bag and place it underneath a funnel. Above the funnel, there is a fill bin that will dispense salt onto a conveyor belt with a built-in load cell in order to dispense the correct amount of salt into the bags. As the fill bin is dispensing salt, the load cell is giving an analog input to a plc which is the current weight on the load cell. Once the load cell is reading a weight close to the full bag weight the fill bin will close to a trickle until the correct weight is determined. Once the load cell has the full bag weight on it, the conveyor will start dropping the salt into the funnel and down to the waiting bag. The bag will be sealed and removed from the machine so another empty bag can be loaded. Determining which load cell your application requires depends on how sensitive and accurate your application needs to be. The accuracy and sensitivity are very high with capacitive. A strain gauge type of load cell would be the next in line when it comes to accuracy and sensitivity. While still useful in certain applications, pneumatic and hydraulic load cells would be the less sensitive and accurate types. ============================= Missed our most recent videos? Watch them here: https://realpars.com/boiler/ https://realpars.com/siemens-vfd/ https://realpars.com/spool-valve/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/qOKj9 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #Automation #LoadCell

fk3DjD9gSsk | 19 Aug 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/boiler/ ============================= In this video, we are going to discover what an industrial boiler is, and how it works. But first, let us consider the term heat. Heat is vital in everyone’s day to day lives. Whether it be the heat to warm up our surroundings, or heat to be able to cook food, we all use it to some extent in our day to day activities. Water and steam are great heat carriers and are not damaging to our environment. The boiling point of water at atmospheric pressure is 100°C or 212°F. By pressurizing the boiling system by giving it an airtight seal, we can actually increase the boiling point. This is how pressure cookers work. An airtight vessel to increase the pressure to increase the boiling point. This makes the food cook in a much shorter time than if an open saucepan were to be used. So how does this compare with an industrial boiler? Well, for a start, industrial boilers can cope with pressures much higher than a pressure cooker. Industrial boilers are often made by welding together thick steel plates, allowing extremely high pressures to be made. It has to be made incredibly strong to cope with the high pressure, as failure to do so will result in forces close to an exploding bomb! The function of a boiler is to either produce hot water or steam. Hot water boilers heat water for the purpose of domestic or commercial heating and hot water supply. Steam boilers generate steam in order to power turbines for power generation and various other industrial heating applications. To visualize the effects of steam generation using a boiler, think of the steam powering a turbine. When the steam passes through the blades of a turbine, the force turns the blades and accelerates the turbine. Steam contains an enormous amount of energy, so it makes the turbine quite efficient and, depending on the fuel used to boil the water, quite energy-efficient too. There are different types of boilers for all sorts of different applications. We are going to cover a couple of the different types, including how each of the methods is able to generate heat, so you can familiarise yourself, and be able to correctly identify them. Firstly, fire-tube boilers. The typical make up of this type of boiler is a furnace, a water tank acting as a boiler and a smokestack. There are tubes running through the water tank carrying the heat from the furnace, and the smokestack vents the heat and gases caused by the heating effect so that the pressure does not continue to rise above the intended level. So, the fuel is burned inside the furnace. The tubes transfer the heat of the furnace through the water in the tank. Once it is heated, the steam generated is moved along downstream. Fire-tube boilers tend to be the cheapest type of boiler to produce, as they have a fairly simple construction but are typically limited for low to medium pressure applications due to the thickness of the outer shell containing the water. Now that we have covered the fire-tube boiler, let’s have a look at a water-tube boiler. The design is fairly similar to a fire-tube boiler, but instead of the furnace heating fire tubes to heat water in a tank, the furnace heats water tubes inside the furnace. In the same way, a fuel source is burned in the furnace, causing the water tubes inside to heat up. Once again, when the water is boiled, steam is generated and moved downstream. A water-tube boiler is more thermally efficient than a fire-tube boiler, but they are more complex to construct and the quality of the water can be a limiting factor. The water may need filtering to operate most effectively. ============================= Missed our most recent videos? Watch them here: https://realpars.com/siemens-vfd/ https://realpars.com/spool-valve/ https://realpars.com/uninterruptible-power-supply/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/GTaNL ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #Automation #Boiler

bqIf18tChFI | 12 Aug 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/siemens-vfd/ ============================= ▶ How to Control a VFD with a PLC - Part 1 (Configuring ControlLogix 5000 and HMS Anybus gateway): https://realpars.com/connect-vfd-to-plc ▶ How to Control a VFD with a PLC - Part 2 (Configuring HMS Anybus gateway and Siemens Robicon VFD): https://realpars.com/hms-anybus/ ▶ How to Control a VFD with a PLC - Part 3 (Siemens VFD Configuration): https://realpars.com/siemens-vfd/ ============================= Welcome to lesson 3 of “How to control a VFD with a PLC”. We have created this series of lessons discussing the steps to configure and program communication between a Rockwell ControlLogix PLC and a Siemens VFD. As a prerequisite, please watch lessons 1 and lesson 2. Here are the links to these lessons: Part 1: https://realpars.com/connect-vfd-to-plc/ Part 2: https://realpars.com/hms-anybus/ In Part 1, we have addressed how to configure the communication between ControlLogix 5000 PLC and HMS Anybus gateway using ControlNet network media with CIP protocol. (https://realpars.com/connect-vfd-to-plc/) In Part 2, we discussed how the HMS gateway was set up as a PROFIBUS Master to communicate and control the slave Robicon VFD using PROFIBUS protocol. The gateway is a device for converting or translating ControlNet CIP protocol to Siemens PROFIBUS protocol. (https://realpars.com/hms-anybus/) The scope of our work in this part, part 3, is primarily provided into setting up the Siemens VFD to complete the communication path between the gateway and the Rockwell ControlLogix processor. Perhaps for the average learner, the overall communication configuration process to accomplish this may be somewhat complex to understand without all of the details for each of the three-interconnecting, the processor, gateway and VFD, equipment used. However, our lessons have been created with this in mind, to help simplify the overall configuration by providing only the necessary steps for communication and assumes the learner has some knowledge of the process equipment used in these videos. If you would like RealPars to provide more details on any of Rockwell processors, HMS gateway and Siemens Robicon VFD, please let us know in the comment section or contact us directly. Overall, the ControlLogix PAC will be controlling a pump with a simple ON/OFF command and velocity by setting a speed setpoint to the VFD. In response, the Siemens VFD will return the actual speed reference and VFD status information controlling the pump. This exchange of control data and status information is all performed by the HMS gateway. We will begin our Robicon VFD configuration by connecting a Laptop Ethernet port using a non-crossover Ethernet cable to Ethernet port on the VFD. Ping the IP address of the Robicon to ensure we are connected. Next, I will start the Siemens SINAMICS STARTER program and I will complete the first part of the VFD configuration. (https://sie.ag/2YInjVB) In the next lesson, Part 4 and the final part of this video series, we will continue with the VFD configuration and jump into configuring the type of motor and its nameplate data. This concludes this part of the video lesson, ControlLogix PLC and Siemens VFD Communication Part 3. So the remaining VFD configuration will be offered in Part 4 of this video series. ============================= To download the Siemens SINAMICS S120 AC Drive manual, please check out the link below: https://sie.ag/2M6hZFo To download the Siemens SINAMICS STARTER Commissioning Software, please check out this link: https://sie.ag/2YInjVB ============================= Missed our most recent videos? Watch them here: https://realpars.com/spool-valve/ https://realpars.com/uninterruptible-power-supply/ https://realpars.com/fire-alarm-system/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/e2sVO ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #Automation #SiemensVFD

Jfdmrm4A99s | 05 Aug 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/spool-valve/ ============================= Spool valves are found in almost every industry you can imagine performing a wide range of tasks. Spool valves can be used in both hydraulics (where oil is the energy source) or Pneumatics (where the air is the energy source) and their job is to control the flow direction of the energy source by combining or switching the paths through which the oil or air can travel. Essentially a spool valve is a cylinder inside a sealed outer case. There are several chambers drilled through the case from one side to the other; these are commonly known as ports. A spool valve can be operated in a number of ways, we could use a button, a lever or by way of a solenoid. Whatever the method is chosen to control the valve, all that we are doing is simply pushing the spool to move within the housing, and by doing this we are allowing or blocking the path between the ports. In some cases, there may be a solenoid at each end of the valve, whereas in others there is a spring return so when the solenoid is no longer pushing the actuator the spring will return the spool to its “normal” or rest position. Imagine the example of extending a pneumatic cylinder using a spool valve. The Pneumatic air supply is connected to the inlet port 1. Port 2 is connected to the pneumatic cylinder extend connection. Port 3 is unconnected as it is the exhaust port. In the normal state without the actuator being operated nothing will happen as the spool is physically blocking the airflow at port 1 and the cylinder is retraced because ports 2 and 3 are connected due to the spool position. So any air already within the system would escape to the atmosphere through the exhaust port. Let’s consider this the “normal” or rest position. Now imagine we operate the actuator. We would see the spool position changes and the cylinder extends. This is because the spool has moved position unblocking port 1 and simultaneously blocking port 3 resulting in allowing airflow from port 1 to port 2 while blocking the exhaust. This is known as our working position. The cylinder will remain extended until the spool is moved back to the normal position, either by way of another actuator at the opposite end of the valve or by an internal spring return. In our example, this type of valve would be known as a 3/2 valve because we have 3 ports and 2 spool positions. Spool valves are usually referred to by the nomenclature 3/2 or 5/3 etc., where the first number relates to the number of ports and the second to the number of different spool positions. The blocking parts of the spool are known as “lands”, which are raised above the spool core; if these are made different in configurations they can change the way the port pathways interconnect. ============================= Missed our most recent videos? Watch them here: https://realpars.com/uninterruptible-power-supply/ https://realpars.com/fire-alarm-system/ https://realpars.com/ip-rating/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/3aKSk ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #automation #SpoolValve

bj5KpFR_LPU | 29 Jul 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/uninterruptible-power-supply/ ============================= An Uninterruptible Power Supply is a device that is used to keep computers and equipment safe when there is a loss, or a significant reduction, in the primary power source. Once this is detected, the control is transfer over to the batteries, and via an inverter, the batteries DC voltage is converted into AC for the devices. In reality, it doesn’t have to be computers systems and equipment that are kept alive by UPS. It could be anything from a fish tank, to a foot massager! We aren’t just talking about plain power outages, lights off, TV off, everything, but we can sometimes get spikes in power where a sudden drop can assure our devices are momentarily powered off, or something known as a brown-out. The amount of time the UPS can sustain a system for can vary, but it allows the opportunity for the issue to be resolved, or at the very least, allows for the systems to be shut down in a controlled manner. Since a UPS is a system that uses batteries to power a system should the supply be compromised, we, of course, have batteries and a battery charger. Since the batteries use DC current and our incoming supply is AC current, we need to convert DC to AC using an inverter. A UPS provides second-level surge protection, but although it does provide some protection, it should usually be used alongside an adequate Surge Protection Device (SPD) to extend the life of the UPS as well as the attached equipment. Firstly, and the most common in smaller systems is the Standby or Offline UPS. The Standby UPS lays in wait for its time to spring into action, and once there is a power failure, it takes control. The Standby UPS tends to be the most cost-effective UPS available. Next up, we have the Line Interactive UPS. It is very similar to a Standby UPS but with the added ability to regulate voltage automatically. This means that it monitors the incoming supply and can help out if it detects that the voltage is a bit low, or a spike is causing it to go too high. It can add or subtract power in this way to make the output to our devices constant! This type of UPS is particularly useful for the brown-out situation we’ve already mentioned, or power spikes or surges. Now we have the Online Double Conversion UPS. This type of UPS is efficient as the primary source of power isn't the incoming supply, rather it is the battery power. So when we have a power outage, there is no transfer switch to close, meaning no time to switch that you can get with the other type of UPSs. When the incoming supply is ON, the batteries simply charge up. It is called a double-conversion because it converts the AC incoming supply to DC, and then the inverter converts it back to AC for the output. In general, it ensures a far higher degree of isolation of the load from the irregularities on the mains supply. These are the most common types of UPS available. Of course, there are other types that fit a particular form or function, but these tend to be for more specialist needs. ============================= Missed our most recent videos? Watch them here: https://realpars.com/fire-alarm-system/ https://realpars.com/ip-rating/ https://realpars.com/pid-tuning-parameters/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/irfOp ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on Instagram https://www.instagram.com/realparsdotcom/ #RealPars #ElectricalEngineering #UPS #UninterruptiblePowerSupply

cVjyDgFrb2g | 22 Jul 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/fire-alarm-system/ ============================= Fire Alarm Systems are designed to alert us to an emergency so that we can take action to protect ourselves, staff and the general public. Whatever the method of detection is, if the alarm is triggered, sounders will operate to warn people in the building that there may be a fire and to evacuate. In this video, we will have a look at the structure and types of the “Fire Alarm Systems”. The “Brain” of the system is the Fire Alarm Control Panel. It is the central hub for all of the detector signals to be wired to and provides a status indication to the users. The unit can also be set up to simulate an alarm for use in routine Fire and evacuation drills, so all staff knows what action to take in the event of a real fire. There are a wide array of different types, but we can divide them into groups including Heat detectors, Smoke detectors, Carbon Monoxide detectors, Multi-sensor detectors, and Manual Call Points. A Heat detector can either work on a fixed temperature basis, where it will trigger an alarm if the temperature exceeds a pre-set value or they can work on the rate of change in temperature. There are three basic types of smoke detectors including Ionization, Light Obscuring, and Light Scattering. In the Light obscuring smoke detector, smoke interferes with a light beam between a light source and photocell. The photocell measures the amount of light it receives. The variation in photocell output is being used to initiate an alarm. This type of detection can be used to protect large areas with the light source and photocell positioned some distance apart. The light scattering smoke detector operates on the Tyndall effect; a photocell and light source are separated from each other by a darkened chamber such that the light source does not fall on the photocell. The photocell output is being used to initiate an alarm. Carbon monoxide detectors are known also as CO fire detectors and are electronic detectors used to indicate the outbreak of fire by sensing the level of carbon monoxide in the air. Carbon Monoxide fire detectors use the same type of sensor as those in the home but are more sensitive and respond more quickly. Carbon monoxide detectors have an electrochemical cell, which senses carbon monoxide, but not smoke or any other combustion products. The Multi-sensor detectors combine inputs from both optical and heat sensors and process them using a sophisticated algorithm built into the detector circuitry. When polled by the control panel the detector returns a value based on the combined responses from both the optical and heat sensors. They are designed to be sensitive to a wide range of fires. A Manual Call Point or Break Glass Call Point is a device which enables personnel to raise the alarm by breaking the frangible element on the fascia; this then triggers the alarm. Fire Alarm Systems can be broken down into four main types; “Conventional”, “Addressable”, “Intelligent Fire Systems” and “Wireless Systems”. In a Conventional Fire Alarm System, physical cabling is used to interconnect several call points and detectors, the signals from which are wired back to the main control unit. The detection principle of an Addressable System is the same as a Conventional System except that each detector is given a set Address (usually by means of a dip-switch) and the Control Panel can then determine exactly which detector or call point has initiated the alarm. In our next type of System, which is an Intelligent Fire Alarm system, each detector effectively incorporates its own computer which evaluates the environment around it and communicates to the Control Panel whether there is a fire, fault or the detector head needs cleaning. The final type of system we will consider is the Wireless Fire Alarm System. These are an effective alternative to traditional wired fire alarm systems for all applications. ============================= Missed our most recent videos? Watch them here: https://realpars.com/ip-rating/ https://realpars.com/pid-tuning-parameters/ http://realpars.com/et-200sp-base-unit/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/f8YIK ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on instagram https://www.instagram.com/realparsdotcom/ #RealPars #electricalengineering #FireAlarmSystem

z935clBMJYU | 15 Jul 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/ip-rating/ ============================= Electrical devices are found all across the world, in very different working environments, and even in the home. A device that is suitable for a clean environment like a medical process would be ineffective in a dirtier environment such as steel foundry. In this video, we are going to discuss the international rating system that classifies devices for different environmental conditions. That rating system is called the Ingress Protection or IP rating as it is commonly referred to. All electrical devices have an IP rating, even the one you are watching this video on. The IP ratings are defined in international standard EN 60529 and are used to set the levels of sealing effectiveness of electrical enclosures and devices against intrusion from foreign bodies such as dirt and water. The IP rating consists of two digits, such as IP68. Having an international rating system such as the IP rating allows for conformity of electrical devices guaranteeing that a device will be protected the same in different parts of the world. The first digit in the IP rating is the protection rating against solids. The first digit can be zero up to a 6 and the protection against solids increases from low to high. A rating of "zero" states that the device or panel has no special protection against solids. Protection level 1 protects from a large part of the body such as a hand; from solid objects greater than 50mm in diameter. Level 2 protects against fingers or other objects not greater than 80mm in length and 12mm in diameter. Rating of 3 protects from entry by tools, wires, and similar devices with a diameter of 2.5mm or more. A rating of 4 protects against solid bodies larger than 1mm. Level 5 protects against dust that may harm equipment. Ratings of 6 mean that the device or panel is completely dust tight. The second digit in the IP rating is the protection rating against liquids. The second digit can be zero up to an 8. Just like the first digit, the level of protection increases from low to high. Protection level "zero" states that the device or panel has no special protection against liquids. A rating of 1, protects against condensation and dripping water. Level 2 protects against water droplets deflected up to 15o from vertical. Rating of 3 protects your device or panel from spray up to 60o from vertical. A rating of 4 protects against water spray from all directions. Level 5 protects against low-pressure water jets from all directions. Rating of 6 means that the device or panel is protected against strong water jets and waves. A rating of 7 protects against temporary immersion of your device or panel. And finally, a rating of 8 protects against prolonged effects of immersion under pressure. Now let’s talk about how two digits in the IP rating go together as a full rating. All electrical devices that have an IP rating will have a two-digit rating as we mentioned before. For example, if a device has a rating of IP68 the device will be dust-tight and protected against long periods of immersion in water under pressure. This example is both dust-tight and watertight according to the standards set up in the IP rating. Let’s look at another example; IP61. Here there is full dust protection but the only liquid protection is for vertically falling drops of water. This device could be outside of an enclosure assuming water is not going to be used anywhere near the device. In closing, the IP rating or ingress protection rating is an international standard set up for conformity in solid and liquid protection for electrical devices. The IP rating is found on handheld devices and goes all the way up to industrial electrical enclosures. The important things to remember with the IP rating is that the first number covers protection against solids, the second number covers liquid protection, and the larger the digit the greater the protection. ============================= Missed our most recent videos? Watch them here: https://realpars.com/pid-tuning-parameters/ http://realpars.com/et-200sp-base-unit/ https://realpars.com/vibration-sensor/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/RBowc ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on instagram https://www.instagram.com/realparsdotcom/ #RealPars #electricalengineering #IPrating

1ImhKwpSmuc | 08 Jul 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/pid-tuning-parameters/ ============================= ⌚Timestamps: 00:00 - PID Introduction 00:59 - PID Temperature Control 03:06 - Closed/Open-Loop Control 04:24 - Gas Flowrate PID Control ============================= PID is an acronym for Proportional, Integral, and Derivative. A PID controller is a device that is used to control a process. The controller can be a physical, stand-alone device or a control block found in a PLC function database. The PID portion of the controller is a series of numbers that are used as adjustments in order to achieve your objective. A very simple example of a PID controller would be the regulation of a heating and air conditioning system in a home. Although there is a lot more to the controller than this example, this will give you a basic idea of the purpose of a device like this. Consider that you have the temperature in your home set to 70 degrees Fahrenheit. This setting would be called the Setpoint or “SP” for short. The current reading from the thermostat is 68 degrees Fahrenheit. This term is the Process Variable or “PV”. The heating or cooling unit is the Control Variable or “CV”. The Control Variable may also be referred to as the Manipulated Variable or “MV”. There are different types of control action and for the temperature control in the house, the controller action is a direct-acting device meaning that the calculations are Setpoint minus Process Variable (SP-PV). In our house example, we have a SetPoint of 70 and the Process Variable is 68 degrees Fahrenheit. For this control when we subtract the Process Variable from the SetPoint we see that we have a value of 2. This result is called the Error or “E” in our process. In the simplest terms, our house is too cool and the controller tells the heating unit to turn on. Remember, we are trying to get to 70 degrees. The unit will remain ON until the Error in our process becomes zero. Now let’s say that someone opens a window in the house and it’s very cold outside. This disruption in the process is called Disturbance. The factors in this process control may be: - “How fast do we want the temperature to reach the setpoint”. - “What could disturb our process”? Clearly, there are many factors that can impact our processes and adjusting our controller’s parameters is how we deal with those factors. In an industrial plant, since there are many factors that we need to consider, we need a robust controller that takes our parameters into account and does hundreds of calculations to determine where the process is and where it needs to go. Say we need to control gas flow through a pipe. The Setpoint of gas flow is calculated based on a calculation of some factors. This Setpoint can change at any time based on the parameters used in the calculation. We will control this flow based on a modulating valve. In this case, the more open the valve, the more gas allowed to flow. The requested position of the valve is our Control Variable. Downstream of this modulating valve we have a flow meter that will measure the gas flowing through the pipe, this is our feedback or our Process Variable. Let’s take a step back and talk about the parameters that we will be adjusting for our control. First, the PID term, as stated earlier, stands for Proportional, Integral, and Derivative. These parameters can be used individually or collectively. Meaning, you can have just a proportional controller, a proportional and integral, a proportional and derivative, or of course a proportional, integral, and derivative controller. To sum it all up, we, as control engineers, need to control processes and in order to do that, we use devices available to us in order to facilitate that function. The stand-alone and integrated PID controller is the most widely used device for that purpose. ============================= Missed our most recent videos? Watch them here: http://realpars.com/et-200sp-base-unit https://realpars.com/vibration-sensor/ http://realpars.com/absolute-vs-incremental-encoder/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/b2729 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on instagram https://www.instagram.com/realparsdotcom/ #RealPars #PID #PIDTuning

o18WQfAocm4 | 01 Jul 2019
▶ Order ET 200SP Base Unit now https://bit.ly/435iGC0 ============================= ▶ Check out the full blog post over at http://realpars.com/et-200sp-base-unit ============================= ▶ How to Wire Sensors to a PLC - Part 1 https://youtu.be/qeBAz_XXUWs ============================= ⌚Timestamps: 00:00 - Intro 00:50 - ET 200SP Remote I/O 04:03 - ET 200SP Base Unit 05:36 - How to Install the ET 200SP Remote I/O Components 08:05 - How to Power up the ET 200SP Remote I/O 10:30 - How to Connect a Sensor to the ET 200SP Base Unit This video will answer two important questions for you. First, what is an ET 200SP base unit? And second, how can you install and use this device in your system? The base unit is, as the name indicates, a base where you can install the I/O cards. In order for you to be able to install the I/O cards on the et 200sp, you must first have a base unit installed on the din rail. Once in place, you can install your I/O card. Let’s examine how to install each component of this ET 200SP remote I/O on the din rail. With the rail in place, you put the head module on the rail. Then push in the lower part lightly until you hear a click sound. The same goes for the base unit. You put it on the rail then push it into the rail. Making sure the device clicks into the rail. Next, push the base unit to the left to attach it to the head module. When you hear that click sound, it means that the base unit has been properly connected to the head module. Now, the base unit can easily communicate data with the head module. To install the I/O cards or theI/O modules, you simply place the card on the base unit. Then push it in slightly to hear the click sound. Now, this card is able to communicate data with the head module through the base unit. You can install the rest of the cards on the base units in the same way. To power up the head module, you need to first connect a 24-volt power to the module. Then to power up the rest of the modules in the unit, you simply take the same two wires and connect them to these terminals of the first base unit. By doing this, you’ll not only be able to power this module, but you’ll see the power also follows through the rest of the base units on right. And turns on the rest of the modules as well. Bottom line? You don’t have to connect any wire to these base units. Just connect the power to the first unit and the rest will be taken care of. Now you may ask, does this work with any other base unit setup as well? In other words, can I simply connect the power to the first one, and then the power flows through to the rest of the modules? The answer is… no! The reason the power can flow through from this base unit to the rest on the right is because i’m using a type A0 light-colored base unit here. While the rest of the base units are type B0 dark-colored. As with any other module, there are several types of base units. This module features, for example, type A0, A1, B0, B1, C0, and C1 among several others. Additionally, some of these types come in both light and dark colors. As a rule of thumb, light-colored base units are usually installed as the first module after the head module and can pass the power to the rest of the modules on the right. While the dark-colored base units are usually installed from slot two onward and can receive power from the light-colored base units on the right. How do the i/o cards receive the signals from the sensors and actuators in the field? Well, this is where the base unit comes into play again. To connect the sensors and actuators in the field to the I/O cards on the remote I/O, you take the wire from the sensor, put a wire ferrule on it, and then connect it to the push-in terminals on the base unit. Easy peasy, right? ============================= Missed our most recent videos? Watch them here: https://realpars.com/vibration-sensor/ http://realpars.com/level-sensor/ http://realpars.com/absolute-vs-incremental-encoder/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/e23TN ============================= ▶ SIMATIC ET 200SP Manual https://sie.ag/2ZHulIz ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on instagram https://www.instagram.com/realparsdotcom/ #RealPars #ET200SP #ET200SPBaseUnit

3KsRjnn83T0 | 24 Jun 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/vibration-sensor/ ============================= ⌚Timestamps: 00:00 - Industrial Vibration Definition 01:34 - Industrial Vibration Types 02:37 - Accelerometer Introduction 03:05 - High Impedance Accelerometer 03:22 - Low Impedance Accelerometer 03:44 - Strain Gauge Vibration Sensor 04:37 - Eddy-Current Vibration Sensor 05:38 - Vibration Sensor Selection ============================= In this video, we are going to talk about the different types of vibration, the different types of vibration sensors, and how to choose a vibration sensor based on parameters. Vibration can be defined as the mechanical oscillation about an equilibrium position of a machine or component. Or simply the back and forth motion of a machine or component. Vibration in industrial equipment is sometimes part of the normal operation but sometimes it can be a sign of trouble. In machine monitoring we are dealing with two types of vibration; Axial (or Thrust) Vibration and Radial Vibration. “Axial” Vibration is a longitudinal shafting vibration or parallel to the shaft of a motor. “Radial” Vibration occurs as a force applied outward from the shaft. Accelerometers are devices that measure the vibration, or acceleration of motion of a structure. They have a transducer that converts mechanical force caused by vibration or a change in motion into an electrical current using the piezoelectric effect. There are two types of piezoelectric accelerometers, high impedance, and low impedance. High impedance accelerometers produce an electrical charge which is connected directly to the measurement instruments. They require special accommodations and instrumentation so they are found in research facilities or high-temperature applications. Low impedance accelerometers have a charge accelerometer as its front end as well as a built-in micro-circuit and transistor that converts that charge into a low impedance voltage. This type of accelerometer easily interfaces with standard instrumentation which makes it commonly used in the industry. A strain gauge is a sensor whose resistance varies with applied force; It converts force, pressure, tension, weight, etc., into a change in electrical resistance which can then be measured. When external forces are applied to a stationary object, stress and strain are the results. When there is a strain applied to any metallic wire the length of that wire increases and the diameter decrease. This increase in length and decrease in diameter will change the resistance of the wire which will give us our measurement of strain on our machine component. Eddy-Current sensors are non-contact devices that measure the position and/or change of position of a conductive component. These sensors operate with magnetic fields. The sensor has a probe which creates an alternating current at the tip of the probe. The alternating current creates small currents in the component we are monitoring called eddy currents. The sensor monitors the interaction of these two magnetic fields. As the field interaction changes the sensor will produce a voltage proportional to the change in the interaction of the two fields. When using Eddy-Current sensors it is important for the component to be at least three times larger than the sensor diameter for normal operation; otherwise, advanced calibration would be required. When choosing a vibration sensor for your application it is important to look at factors such as; range and accuracy, environment conditions, and the shape of the measuring surface. Out of the three sensors that we have discussed the accelerometer is the most common because it has a good range of frequency. Along with the frequency, accelerometers are priced affordably and are durable. They do have to be mounted directly to the machine which is common for vibration sensors. Eddy current or capacitive sensors have medium accuracy and are not optimal for high-resolution applications. They are very durable making them a good option for dirty environments. ============================= Missed our most recent videos? Watch them here: http://realpars.com/level-sensor/ http://realpars.com/absolute-vs-incremental-encoder https://realpars.com/scada/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/s4Vjm ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars Follow us on instagram: https://www.instagram.com/realparsdotcom/ #RealPars #VibrationSensor #Sensor

EMotg3BQjlI | 17 Jun 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at http://realpars.com/level-sensor/ ============================= Industries use several different types of level sensors to detect their products. In this video, we are going to talk about the different types of level sensors used in the industry. Level Sensors can be broken into two classifications, point level measurement, and continuous level measuring. Point level measurement indicates when a product is present at a certain point and continuous level measuring indicates the continuous level of a product as it rises and falls. The sensors for point level indication are “Capacitance”, “Optical”, “Conductivity”, “Vibrating” (Tuning Fork) and “Float Switch”. The sensors for continuous level measuring are “Ultrasonic” and “Radar” (or Microwave). A capacitance sensor is a proximity sensor that gives off an electrical field and detects a level by the effect on its electrical field. These sensors are small, less expensive than other sensors, invasive to the product, accurate, and have no moving parts. However, they do have to be calibrated and will only detect certain liquids. Capacitance sensors can be used in liquid storage tanks. A water treatment facility that has storage tanks would be an ideal use for a capacitance sensor. The next point level sensor we will talk about is an optical level sensor. Optical sensors work by converting light rays into electrical signals which measure a physical quantity of light then translate it into a measurement. These sensors have no moving parts, they are not affected by high pressure or temperature, are small in size, and can be used in liquid applications. Another style of point level sensor is conductivity or resistance. A conductivity or resistance sensor uses a probe to read conductivity. The probe has a pair of electrodes and applies alternating current to them. When a liquid covers the probe its electrodes form a part on an electric circuit, causing current to flow which signals a high or low level. The advantages of using a conductivity level sensor are there are no moving parts, they are low cost, and fairly easy to use. The disadvantages are they are invasive, meaning they must touch the product being sensed, they only sense conductive liquids, and the probe will erode over time. Vibrating or tuning forks is another type of point level sensor. They use a fork-shaped sensing element with two tines. The fork vibrates at its natural resonant frequency. As the level changes, the frequency of the fork will change detecting the level. These sensors are cost effective and are also compact. They are invasive to the product, meaning they have to touch the material to sense the level. These sensors are easy to install and are essentially maintenance-free. Float switches use a float, a device that will raise or lower when a product is applied or removed, which will open or close a circuit as the level raises or lowers moving the float. The advantages of a float switch are that it is a nonpowered device, it provides a direct indication, and they are inexpensive. The disadvantages are they are invasive to the product, they have moving parts, and can be large in size. Float switches will only give an indication for a high or low level they cannot measure a variable level. ultrasonic sensors work by emitting and receiving ultrasonic waves. The time it takes for the waves to reflect back is how distance is measured. These sensors have no moving parts, are compact, and reliable. The disadvantage of using this type of sensor is that they can be expensive and in some situations, the environment can have a negative effect on them. The benefits of ultrasonic sensors are that they are non-invasive, or non-contact, they are unaffected by the properties of the material they are sensing, and they are self-cleaning because of the vibrations they give off. Radar or microwave is also a continuous level sensor. These sensors transmit microwaves by an antenna on the radar sensor. ============================= Missed our most recent videos? Watch them here: http://realpars.com/absolute-vs-incremental-encoder/ https://realpars.com/scada/ https://realpars.com/hms-anybus/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/UDin0 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars Follow us on instagram: https://www.instagram.com/realparsdotcom/ #RealPars #LevelSensor #LevelMeasurement

EvnI6d_hpSQ | 11 Jun 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= We were glad to visit with many RealPars fans at HANNOVER MESSE in Hannover, Germany, back in April, but if you didn’t get a chance to be there, here’s one of the demonstrations we had running at the Endress+Hauser Group booth. In this video, RealPars Business Developer and PLC guru, Shahpour Shapournia, walks you through a demo of a practical application of level sensors, pressure sensors, and RTDs. You’ll see two tanks, B-1 and B-2, both filled with liquid and outfitted top and bottom with the flow, level, and temperature sensors. Watch how liquid levels, tank pressure, and temperature can easily be measured with each setup, and how each one is able to send critical level, temperature, and pressure information back to the PLC so it can do its thing, whether that adds more liquid, adjust the temps or shut the whole tank down. Brilliant. Fascinated by what you saw here? Be sure to “like” this video. Want to learn more? Check out our blog where we add new FREE easy-to-follow articles and videos each and every week. https://realpars.com/blog/ Thanks for being the best part of RealPars! ============================= Missed our most recent videos? Watch them here: http://realpars.com/absolute-vs-incremental-encoder/ https://realpars.com/scada/ https://realpars.com/hms-anybus/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars Follow us on instagram: https://www.instagram.com/realparsdotcom/ #RealPars #Sensors #Hannovermesse

-Qk--Sjgq78 | 10 Jun 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at http://realpars.com/absolute-vs-incremental-encoder ============================= There are many types of encoders but they basically fall into two main sensing techniques. Those being: Linear and Rotary. Within those categories, there differing encoder measurement types such as absolute and incremental. There are also various electromechanical technologies such as magnetic, optical, inductive, capacitive, and laser, to name a few. The Linear Encoder uses a transducer to measure the distance between two points. These encoders can use a rod or a cable that is run between the encoder transducer and the object that will be measured for movement. As the object moves, the transducer’s data collected from the rod or cable creates an output signal that is linear to the object's movement. As the distance is measured, the Linear Encoder uses this information to determine the position of the object. An example of where a Linear Encoder may be used is for a CNC milling machine where precise movement measurements are required for accuracy in manufacturing. Linear Encoders can be “Absolute” or “Incremental” measurements. A Rotary Encoder collects data and provides feedback based on the rotation of an object or in other words, a rotating device. Rotary Encoders are sometimes called Shaft Encoders. This encoder type can convert an object’s angular position or motion based on the rotation of the shaft, depending on the measurement type used. “Absolute Rotary Encoders” can measure “angular” positions while Incremental can measure things such as distance, speed, and position. Rotary Encoders are employed in a wide variety of application areas such as computer input devices like mice and trackballs as well as robotics. The next encoder, which is a “Position” Encoder, is used to determine the mechanical position of an object. This mechanical position is an “absolute” position. They may also be used to determine a change in position between the encoder and object as well. The change in position in relation to the object and encoder would be an incremental change. Position Encoders are widely used in the industrial arena for sensing the position of tooling and multi-axis positioning. The Position Encoder can also be Absolute or Incremental. “Optical” Encoders interpret data in pulses of light which can then be used to determine such things as position, direction, and velocity. The shaft rotates a disc with opaque segments that represent a particular pattern. These encoders can determine the movement of an object for “rotary” or “shaft” applications while determining the exact position in “linear” functions. Optical encoders are used in various applications such as printers, CNC milling machines, and robotics. Again, these encoders may be Absolute or Incremental. In a Rotary “Absolute” measurement type encoder, a slotted disc on a shaft is used in conjunction with a stationary pickup device. When the shaft rotates, a unique code pattern is produced. This means that each position of the shaft has a pattern and this pattern is used to determine the exact position. If the power to the encoder was lost and the shaft was rotated, when power is resumed, the encoder will record the absolute position as demonstrated by the unique pattern transmitted by the disc and received by the pickup. For incremental measure encoders, the output signal is created each time that the shaft rotates a measured amount. That output signal is then interpreted based on the number of signals per revolution. The incremental encoder begins its count at zero when powered on. Unlike the absolute encoder, there are no safeguards regarding the position. Because the incremental encoder begins its count at zero in startup or power disruption, it is necessary to determine a reference point for all tasks requiring positioning. Hopefully, we have given you a basic understanding of what’s out there and when you may want to choose one particular type over the other. ============================= Missed our most recent videos? Watch them here: https://realpars.com/scada/ https://realpars.com/hms-anybus/ https://realpars.com/vfd-vs-soft-starter/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/8t3_9 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars Follow us on instagram: https://www.instagram.com/realparsdotcom/ #RealPars #AbsoluteEncoder #IncrementalEncoder

nlFM1q9QPJw | 03 Jun 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/scada/ ============================= The SCADA acronym stands for Supervisory Control and Data Acquisition. A SCADA system is a collection of both software and hardware components that allow supervision and control of plants, both locally and remotely. The structural design of a standard SCADA system starts with Remote Terminal Units (RTUs) and/or Programmable Logic Controllers (PLCs). As you know, RTUs and PLCs are microprocessors that communicate and interact with field devices such as valves, pumps, and HMI’s. That communication data is routed from the processors to the SCADA computers, where the software interprets and displays the data allowing for operators to analyze and react to system events. Before SCADA, plant personnel had to monitor and control industrial processes via selector switches, push buttons, and dials for analog signals. This meant that plants had to maintain personnel on site, during production, in order to control the processes. As manufacturing grew and sites became more remote in nature, relays and timers were used to assist in the supervision and control of processes. With these devices employed, fewer plant personnel were required to be on site in order to oversee and control operations. While relays and timers did provide some level of automation, the panels required for these devices took up valuable real estate, troubleshooting was a nightmare, and reconfiguring was difficult at best. These issues, in conjunction with the need to grow even larger industrial plants, helped to facilitate the birth of automation. Controlling industrial plants via processors became a reality in the 1950s. Gas and oil, utilities, and manufacturing were major users of these new technologies and supervisory control. Another decade later the term SCADA was used to describe systems with PLC’s and microprocessors that were being used for the monitoring and control of automated processes on an even greater scale than ever before. SCADA, back then, was anything but practical. In the next couple of decades, the ’80s and 90s, with computer systems getting smaller, the advent of Local Area Networking (LAN), and HMI software, SCADA systems were able to connect to related systems. Later in the ’90s and 2000s, SCADA began to implement open system architectures with communication protocols that were not vendor specific. As you can imagine, this opened up SCADA’s ability to connect with varying vendors. This newer, more improved SCADA was then called a networked SCADA system. Current day SCADA systems have adapted to the changing technologies and have a great advantage over the older SCADA systems. With the adoption of modern IT standards such as SQL and web-based applications, today’s SCADA allows for real-time plant information to be accessed from anywhere around the world. Having this data at the operator’s fingertips facilitates improved plant operations allowing for responses to SCADA system queues based on field collected data and system analysis. Essentially, SCADA is a collection of hardware and software components. This collection of components begins with real-time data collected from plant floor devices such as pumps, valves, and transmitters. These components don’t have to be from a particular vendor, they just need to have a communication protocol that the processor can utilize. Data collected from the field devices is then passed to the processors such as PLCs. From the processor, the data is distributed to a system of networked devices. These devices may be HMIs, end-user computers, and servers. On the HMI and end-user computer, graphical representations of the operations exist for operator interactions such as running pumps and opening valves. ============================= Missed our most recent videos? Watch them here: https://realpars.com/hms-anybus/ http://realpars.com/vfd-vs-soft-starter/ https://realpars.com/dcs ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/Yn3f1 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars Follow us on instagram: https://www.instagram.com/realparsdotcom/ #RealPars #SCADA #Telemetry

mlKqMXWeGws | 27 May 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ How to Control a VFD with a PLC - Part 1 (Configuring ControlLogix 5000 and HMS Anybus gateway): https://realpars.com/connect-vfd-to-plc ▶ How to Control a VFD with a PLC - Part 2 (Configuring HMS Anybus gateway and Siemens Robicon VFD): https://realpars.com/hms-anybus/ ▶ How to Control a VFD with a PLC - Part 3 (Siemens VFD Configuration): https://realpars.com/siemens-vfd/ ============================= Welcome to Part 2 of Rockwell ControlLogix PLC and Siemens VFD Communication. As you have learned in part one (https://realpars.com/connect-vfd-to-plc/), automation often requires communication between two heterogeneous systems from different manufacturers. In this video series, overall, we are communicating from a Rockwell Automation ControlLogix 5000 PLC using ControlNet network media with CIP protocol to a Siemens Robicon VFD using Profibus protocol, through a gateway converting ControlNet CIP protocol to Siemens Profibus protocol. As a prerequisite, please watch Part 1 of this video series, addressing how the communication between ControlLogix 5000 PLC and the HMS Anybus gateway is configured. (https://realpars.com/connect-vfd-to-plc/) In part 2, this video, we are going to discuss how the HMS Anybus PROFIBUS Master gateway is configured to communicate with the Siemens Robicon VFD. Finally, the third and last part will address the Siemens Robicon PROFIBUS slave configuration. The ControlLogix PLC will be controlling a pump with a simple ON/OFF command and velocity by setting a speed setpoint to the VFD. In response, the Siemens VFD will return the actual speed reference and VFD status information controlling the pump. This exchange of control data and status information is all performed by the HMS gateway. The HMS Gateway also performs an important responsibility as PROFIBUS Master controlling the Pump VFD. First, let’s review what the PROFIBUS master is responsible for. The PROFIBUS master controls the entire communication dialog with the salves on the network. The master writes and reads data from each slave one at a time. Each slave is required to respond to the request within a predetermined timeframe or the master will report a communication error. Configuring the PROFIBUS Master in the gateway is accomplished by using HMS NetTool software. The HMS PROFIBUS configuration is set to use 30 bytes of input for real I/O data and status data for ControlLogix PLC and 6 bytes of output to be controlled by the ControlLogix PLC respectively. Using a null modem cable, we will connect to the COM port on a laptop and the COM port on the Gateway marked “PROFIBUS Config Connector”. Next, in Part 3, we will discuss how to configure this input/output data in the Robicon VFD. ============================= To download the SINAMICS S120/S150 GSD file, please check out the link below: https://sie.ag/2W520fx ============================= Missed our most recent videos? Watch them here: http://realpars.com/vfd-vs-soft-starter/ https://realpars.com/dcs https://realpars.com/soft-starter ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/e_Jew ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars Follow us on instagram: https://www.instagram.com/realparsdotcom/ #RealPars #SiemensRobiconVFD #HMSAnybusgateway
_ZztDN5XX5o | 20 May 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/vfd-vs-soft-starter ============================= In this video, we will look at the internal workings of the devices, how to determine which device you might want, and look at some applications to better understand these differences. Let’s first talk about the internal working of the two devices. A typical three-phase soft starter uses six Thyristors or Silicon Controlled Rectifiers, oriented in an anti-parallel configuration to start the electric motors smoothly. A Thyristor is made up of 3 parts; a logic gate, a Cathode, and Anode. When an internal pulse is applied to the gate it allows current to flow from Anode to Cathode which then sends current out to our motor. When the internal pulses do not apply to the gate, the SCRs are in the OFF state and therefore they restrict the current to the motor. These internal pulses limit the applied voltage to the motor slowing down inrush current. The pulses are sent based on ramp time so the current will be slowly applied to the motor. The motor, attached to the soft starter, will start up at a nice smooth current and top out at the preset maximum speed. The motor will stay at that speed until we stop the motor where the soft starter will ramp down the motor in a very similar way as the ramp up. VFD’s have three main components, a Rectifier, a Filter and an Inverter. The Rectifier acts like Diodes, takes the incoming AC voltage and changes it to DC voltage. Next, the Filter uses Capacitors to clean the DC voltage making it a smoother incoming power. Finally, the “Inverter” uses transistors to convert the DC voltage and sends the motor a frequency in Hertz. This frequency drives the motor to a specific RPM. We can set the ramp up and down times just like in a soft starter. So how do we know which device is needed for our application? The decision on which device you choose comes down to how much control your application requires. If your application requires a large inrush of current but does not require speed control, then a soft starter is the best option. If speed control is required, then a VFD is a must. Also, the price can be a determining factor in a lot of real-world applications. Since a soft starter has fewer control features, the price is lower than a VFD. And finally, if the size of our device is a determining factor, soft starters are generally smaller than most of the VFDs. Let’s look at some real-world applications to help us see the difference between a VFD and a Soft Starter. The application we will look at is a cooling fan. In this scenario, a cooling fan will turn on when the plant air temperature hits a high-temperature set-point. Once the set-point is reached the cooling fan will slow down to maintain the air temperature unless it drops below a low-temperature setpoint, where it will shut off. However, if the temperature continues to rise and pass the high-temperature setpoint, the fan will need to move faster. Which device would work best in this situation? That’s right! A VFD would be better than a soft starter because the speed of the fan will need to vary. If our scenario was only turning the fan on or off based on temperature and not changing speed, then a soft starter would be a better option. In closing, a VFD and a Soft Starter can do similar functions when it comes to ramp up or down a motor. The main difference between the two is a VFD that can vary the speed of a motor while a soft starter only controls the starting and stopping of that motor. When faced with an application, price and size are in the favor of a soft starter. A VFD is the better choice if speed control is required. The good news is that if an existing application has a soft starter in place and speed control is later determined to be a requirement, a VFD can easily replace a soft starter. The opposite is true as well, a soft starter can replace a VFD. ============================= Missed our most recent videos? Watch them here: https://realpars.com/dcs https://realpars.com/soft-starter https://realpars.com/s7-300-versus-s7-1500/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/Gy6TA ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars Follow us on instagram: https://www.instagram.com/realparsdotcom/ #RealPars #VFD #SoftStarter

jXRksET5vNo | 13 May 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/dcs ============================= Over the years, the term DCS has evolved from the original description for the acronym as a Distributed Control System to the use of the term Decentralized Control System and they seem to be somewhat interchangeable nowadays. Briefly, as a point of the historical review, when PLC’s were invented, they were really good at handling single processes and were primarily used for repetitive, discrete control. The advent of the DCS was for controlling many autonomous controllers that handled many continuous operations, mainly using analog control. PLCs, traditionally, were used for single batch or high-speed control, have a relatively simple, low-cost design, and are the core of the system. Processing time for tasks are typically very fast, operators usually interact and control the system using some sort of graphical display such as SCADA. A DCS is used for continuous, complex controls, have an integrated control center much like a SCADA, which is the core of the system versus the processors in a PLC system. The DCS has a number of predefined functions. Processing times are somewhat slower. Operators interact with the control system via an integrated graphical display. DCS’s also have a claim that when safety is a top priority, the DCS is the most reliable system. Redundancy may be deployed in either the PLC or DCS applications. You could employ redundant components to negate the possibility of process shutdowns. Now that we’ve touched on some of the differences in the systems, let’s focus on the DCS and some of its components. A typical plant starts with a centralized operator control center typically called Operator Stations. This is where the operator can observe the operations of the plant, view process warnings and alarms, monitor production, and more. The next level of components may contain servers, archiving computers, and engineering stations. Communications with the Operator Station level is typically Industrial Ethernet. Servers are used for the collection of data at the processor level. Archiving computers are used for storing historical data that may be used for trends or compliance. Engineering stations are used for creating the projects on which the processes run. At the next level, you have the master controllers that supervise the individual processors as well as I/O modules. The next level is the field device level. Communications between this level and the processor level can be nearly any type that may be compatible with the components. Components at this level would be devices such as transmitters, switches, valves, motors, remote or distributed I/O, etc. In short, both PLCs and a DCS have their place in the market today. PLCs would work best in a small production environment where component failure if no redundant system is deployed, is a small risk for the application, the budget is restricted, or the tasks and I/O count are minimal. A DCS would be better used in an environment where there are large I/O counts with many continuous processes, a processor failure in one section of the plant is not a problem for production, or risk assessment has determined that an integrated package would be the best option. ============================= Missed our most recent videos? Watch them here: https://realpars.com/soft-starter https://realpars.com/s7-300-versus-s7-1500/ https://realpars.com/pressure-sensor/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/Bs40f ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars Follow us on instagram: https://www.instagram.com/realparsdotcom/ #RealPars #DCS #DistributedControlSystem

6X71RZWvOvc | 06 May 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/soft-starter ============================= In this video, we are going to discuss the “Soft Starter” method amongst all other motor starting methods and we will cover the rest of methods in future videos. Since Electric Motors often require large amounts of electricity during their accelerating to the nominal speed, a Soft Starter can be used to limit the surge of current known as “inrush current” and torque of the electric motors, resulting in a safer, smoother and gradual start-up. Soft starters will protect your electric motor from possible damage and at the same time extend the lifespan of your electric motor and the whole system by declining the heating caused by frequent start/stops, reducing the mechanical stress on the motor, its shaft, and reducing the electrodynamic stresses on the power cables. One example of this is an Air Scrubber or Dust Collector. These will have large fans inside. In this application, it will take some time to get the fan moving but once the fan is moving the current and torque load on the motor is reduced. In the system, the fan will pull air into filters where dust particles are collected. Then the clean air is pushed back to the factory. Water supply applications are another great use for soft starters. When using pumps in a process you have to bring them up slowly. If not you will cause pressure surges in the water system that could lead to dangerous conditions. The soft starter can be controlled either by a direct start/stop wiring or, it can be controlled over ethernet. Both control methods have their advantages and disadvantages. Direct start/stop signals would not require a PLC. They would be less expensive. Using ethernet control, a PLC is required. This will allow there to be feedback, which will give adjustable control and monitoring capabilities. The main component of a soft starter is a Triac which is designed to limit the applied voltage to the motor. Triac consists of two back-to-back Thyristors or SCRs. When an internal pulse is applied to its gate it allows current to flow which then sends current out to our motor. The pulses are sent based on ramp time so the current will be slowly applied to the motor. This will allow our motor to start slowly reducing torque and inrush current. When the motor reaches full speed the soft starter and DOL work the same. The difference is how they act while getting to full speed. When comparing the voltage between a DOL starter versus a Soft Starter, we can see that there is a direct in rush of voltage on the DOL where the Soft Starter takes more time to get up to full voltage. The current is more regulated using a soft starter. With a DOL there will be larger spikes in current as the motor starts. With a soft starter, the time the motor gets us to speed is slower and more controlled. Our Air Scrubber fan will be driven by a motor using belts and pulleys. Using a DOL can cause the belts to slip and wear. With our water supply example, the DOL will cause pressure surges on the water lines. This can cause excessive wear which could lead to line breaks. There are also electrical effects that we want to avoid by using a soft starter. The heavy current surges that a DOL can cause, can burn out contacts and motors. ============================= Missed our most recent videos? Watch them here: https://realpars.com/s7-300-versus-s7-1500/ https://realpars.com/pressure-sensor/ https://realpars.com/electrical-control-panel/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/efQbB ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars Follow us on Instagram: https://www.instagram.com/realparsdotcom/ #RealPars #SoftStarter #VFD

UMzC-W_OOmA | 29 Apr 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/s7-300-versus-s7-1500/ ============================= Today you will be learning about the differences between the Siemens S7-300 and S7-1500 Advanced series PLCs. For both systems, a wide range of modules can be used according to the task at hand and a cost-effective stock of spare parts are readily available. Released in 2012, the SIMATIC S7-1500 is the successor of the longstanding S7-300 PLC. Although they are interchangeable in many situations, the S7-1500 generation integrates the latest and future-proof technologies into an automation system with enhanced system features over the S7-300. With the engineering system TIA Portal, the common engineering platform for all SIMATIC controllers, the SIMATIC S7-1500 is designed for fast market changes, constantly shorter product life cycles, and increasing cost pressures. Both the S7-300 and S7-1500 PLCs are similar in shape and size and are built around a modular, expandable design. CPUs, I/O modules and communication modules may be added as needed to a standard backplane that can be sized to fit your specific project. Up to 32 expansion modules can be installed with both systems, requiring only a DIN rail mount and backplane. The S7-1500 has a standard built-in display and keypad that allows for basic configuration and diagnostics without the need for an external screen. Both the S7-300 and S7-1500 series PLCs have many different configuration options that allow the optimal CPU to be selected depending on the application. Both platforms provide several CPU categories including: - Standard (for typical applications) - Compact (for applications where space and cost is a concern) - Fail-Safe (for fail-safe applications) The S7-1500 significantly increases performance over the S7-300 with a faster backplane bus, standard PROFINET interface, and shorter reaction times. As a result, the updated PROFINET interface provides greater reproducibility and precision in the microsecond timeframe. When programming for slower processes this may not make a noticeable difference in the real world, however, it can be very useful in high-speed applications such as assembly lines. Two Profinet ports come standard on every S7-1500 CPU although you may select additional ports and communication protocols when ordering. As an added bonus, you are able to configure these ports as a bridge which acts as a mini switch. This can be very convenient when linking devices and interfacing with the PLC in the field. With S7-300s, the desired number of ports and appropriate communication protocol must be chosen up-front. Prices between the S7-300 and S7-1500 are very similar between like models. If cost is a major concern, the S7-1500 compact version provides up to 70% cost savings, as well as 25% space savings compared to the standard CPUs, although some features are limited. There are several main factors to consider when selecting a PLC for your project. These factors are: - Application size, - Available space, - Communications protocols, - Processing performance. By using the Siemens website, you can select the appropriate PLC for your specific application. Here is the link to the PLC selection tool of Siemens: https://sie.ag/2GGMrkm In conclusion, both the S7-300 and S7-1500 PLCs are capable and proven systems, providing modular, cost-effective, and application-specific solutions to fit your needs. In the future, Siemens will slowly begin to phase out the S7-300 in favor of the S7-1500. Eventually, the S7-300s will no longer be supported, although that is still many years away. As of now the added benefits of the S7-1500 offered at a price point similar to the S7-300 make it a no-brainer to go with the updated PLC on your next project. ============================= Check out this link where you can select the right SIMATIC Controller for your application: https://sie.ag/2GGMrkm ============================= Missed our most recent videos? Watch them here: https://realpars.com/pressure-sensor/ https://realpars.com/electrical-control-panel/ https://realpars.com/gas-turbine/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/59HLU ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars Follow us on instagram: https://www.instagram.com/realparsdotcom/ #RealPars #S71500 #S7300

iru8tRwS7Yc | 22 Apr 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/pressure-sensor/ ============================= Today, we will hopefully cover all of the questions you may have about pressure sensors. To understand pressure sensors, first, you need to understand the pressure. Pressure is an expression of force exerted on a surface per unit area. We commonly measure the pressure of liquids, air, and other gases, amongst other things. The standard unit for pressure is the “Pascal”. This is equivalent to one “Newton per meter squared”. A pressure sensor simply monitors this pressure and can display it in one of the several units known around the world. This is commonly the “Pascal”, “Bar”, and “PSI” or pounds per square inch in the United States. The pressure of the air in your tire is a great example of pressure and how it is measured. As we air the tire up, the force it exerts on the tire increases, causing the tire to inflate. This is monitored with a pressure sensor inside the tire on newer vehicles. So how does a pressure sensor work? In a nutshell, it converts the pressure to a small electrical signal that is transmitted and displayed. These are also commonly called pressure transmitters because of this. Two common signals that are used is a 4 to 20 milliamps signal and a 0 to 5 Volts signal. Most pressure sensors work off of the piezoelectric effect. This is when a material creates an electric charge in response to stress. This stress is usually pressure but can be twisting, bending, or vibrations. The pressure sensor detects the pressure and can determine the amount of pressure by measuring the electric charge. Pressure sensors need to be calibrated so it knows what voltage or milliamp signal corresponds to what pressure. This is a basic “Zero” and “Span” calibration or minimum and maximum which is a common job for maintenance personnel. In the RealPars video “What is Sensor Calibration and Why is it Important?” we described the sensor calibration in detail. https://realpars.com/sensor-calibration/ What are some of the common types of pressure that you can measure with a pressure sensor? There are three common types that we use in the industry. First being “Gauge Pressure”. This is measured in reference to atmospheric pressure which is typically 14.7 PSI. You will show a “positive” pressure when it is above atmospheric pressure and a “negative” when it is below atmospheric pressure. The next type is “Absolute Pressure”. Simply put, this is the pressure as measured against absolute vacuum. A full vacuum will have an absolute pressure of 0 PSIa and increase from there. If you need to read a pressure that is lower than atmospheric pressure, this is the type of sensor you would use. The last type that is commonly monitored in the industry is “Differential pressure”. This is exactly what it sounds like, the difference between two pressures, a pressure being measured and a reference pressure. In industry, pressure sensors are used for a wide variety of processes. Some common uses are to measure the pressure of steam. Steam is commonly used to heat many processes in manufacturing facilities. This pressure sensor on the steam system can serve multiple purposes though. First and most obvious is to observe and monitor the pressure. Another purpose is to control when and where steam can flow and regulate its pressure. Steam can build up pressure in a vessel and become dangerous. We can use the pressure sensor as an input device to open and close a control valve to keep the pressure and steam flow regulated. This only requires simple programming in the PLC to achieve this. Pressure sensors are also installed next to filters in many industrial processes. If the filter begins to clog, the flow will decrease. As the flow of the liquid decreases, pressure can increase or decrease depending on which side of the filter is monitored. ============================= What is Sensor Calibration and Why is it Important? https://realpars.com/sensor-calibration/ ============================= Missed our most recent videos? Watch them here: https://realpars.com/electrical-control-panel/ https://realpars.com/gas-turbine/ https://realpars.com/temperature-sensor/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/b1231 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #PressureSensor #Sensor

twBJpeJh_Cc | 15 Apr 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ Check out the full blog post over at https://realpars.com/electrical-control-panel/ ============================= Have you ever wondered how an automobile assembly line is controlled? In this video, we are going to talk about what controls large or small mechanical processes like an assembly line. That device is called a control panel. Think of a control panel like the human body. Inside our bodies, we have vital organs that control and monitor our surroundings. Similarly, a control panel is a metal box which contains important electrical devices that control and monitor a mechanical process electrically. Let’s get started! First let’s talk about the enclosure, the metal box that contains all of the electrical devices of the control panel. Enclosures are often aluminum or stainless steel and the size will vary based on the size of the process. A control panel enclosure can have multiple sections. Each section will have an access door. The size of the enclosure is commonly referred to by the number of doors the enclosure has. Each enclosure will have an electrical safety rating designated by UL, the “Underwriters Laboratories” who governs electrical safety. They will also have an IP rating or NEMA classification which designates the enclosure to be indoor or outdoor, waterproof or water-resistant, suitable for hazardous conditions, dustproof, or explosion proof. Now let’s go inside the enclosure and talk about the non-electrical components that make up the control panel. First, let’s talk about the back panel of the enclosure. The back panel is a sheet of metal that is mounted on the inside of the enclosure that allows us to drill mounting holes for different devices which leads us to our next component, DIN rails. A DIN rail is a metal rail with a standard width used for mounting electrical devices inside. The next component inside the control panel is wiring Duct. Ducts allow us to route the wires in an organized and efficient way while also reducing electrical noise between devices. Next, let’s get into the electrical components of the control panel! The main circuit breaker is where the power comes into the control panel for all of the devices. This circuit breaker generally has a disconnect on the outside of the panel that allows us to shut off the power. Always remember the topside of the circuit breaker will still have power. The power that comes into the panel can be anywhere from 480 volts to as low as 120 volts. After the power comes into the panel from the main circuit breaker the power will be run into a surge arrester. A surge arrester is a device that protects all of the electrical equipment inside the control panel from electrical surges or overvoltage. An electrical surge can come from a lightning strike or utility power surge. In this video, we talked about the components of a control panel. Each control panel will have the main power source coming in that is distributed throughout the panel to varying devices for control and monitoring. Control panels will come in different sizes but they all have similar devices that we talked about today. ============================= Missed our most recent videos? Watch them here: https://realpars.com/gas-turbine https://realpars.com/temperature-sensor https://realpars.com/connect-vfd-to-plc ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/cZ4t6 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #ElectricalControlPanel #PLC

BUn5-0VG3Hw | 08 Apr 2019
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ✅ Check out the full blog post over at https://realpars.com/gas-turbine ============================= Two of the most common applications of Gas Turbines in modern industries are Turbo Generators and Turbo Compressors. We try to approach a Gas Turbo Generator (GTG) to better feel the subject. In a Gas Turbine Power Plant, there’s a Generator which is an electrical machine. But to generate electricity this generator needs a Prime Mover which for my example is a Gas Turbine. Gas Turbine transforms the chemical energy in the fuel (i.e. natural gas or the similar fuel) into mechanical energy. The mechanical energy generated by the Turbine exit shaft is then transferred through a gearbox to the Generator’s shaft. Now my generator can create electrical energy. This primitive form of electrical energy normally has a low or medium level of voltage and to better manage the power loss in transmission lines, this voltage should be increased by step-up transformers. Such transformers give an adequate level of voltage to the electrical energy to be transmitted through the transmission lines and delivered to the grid. After this brief overview of a sample Gas Turbine application, I’m going to dig down into the Gas Turbine mechanism in more detail. First, imagine a rocket in which some fuel is going to burn and create a high-pressure exhaust gas. Based on energy conservation law, the chemical energy of the fuel is transformed into mechanical energy in the high-pressure exhaust gas. When a rocket is fired, the thrust of this exhaust gas moves the rocket forward. This amount of rocket science is enough for me and now suppose I fix the rocket body with a robust mechanical structure to prevent its movement. What will happen? The high-pressure exhaust gas should be released and it will have no way but backward! Now keep this structure in mind and imagine I put a set of turbine blades in the path of this high-pressure back-fired exhaust. You see that the release of mechanical energy which is mostly in a “linear” backward direction will mostly transform into kind of “rotational” movement of turbine shaft and so far I’d say it’s a big success, i.e. transforming the chemical energy of fuel gas into rotational mechanical energy of turbine shaft. Now I have a “Prime Mover” for my generator in the above power plant example. Also, this prime mover concept can be used in different applications like turbo compressors or the likes. Now that I got the basics of Gas Turbines, let’s focus on a modern Gas Turbine and its components. Most likely you know about “Fire Triangle” or “Combustion Triangle” which illustrates the necessary ingredients of fire or combustion, i.e. “Fuel”, “Air”, and “Heat”. To transform the chemical energy of the fuel gas into mechanical energy, the fuel should be burnt in the “Combustion Chamber” of a gas turbine, so I need air and heat added to the fuel. Air is let into the gas turbine through “Air Intake” and mixed with a proper amount of natural gas. The Air/Gas ratio is determined based on the specific heating value of the gas and quality of the air, amount of moisture, altitude from sea level and so on. Now an ignition system steps in and makes the initial sparks, so hereby heat is provided. When the fire is established and stabilized in the combustion chamber, the ignition system will be put out of service. The most critical process in normal turbine operation is to manage the combustion and produce a proper amount of high-pressure exhaust gas. This exhaust gas is applied to the turbine blades and after rotating the turbine shaft, conducted to the exhaust stack. This was the simplest way to address major parts of Gas Turbines and as one of the most sophisticated man-made machines, a Gas Turbine deserves more elaboration. Also, there are different technologies which some manufacturers use as their proprietary technology and were not considered in this video. ============================= Missed our most recent videos? Watch them here: https://realpars.com/temperature-sensor https://realpars.com/connect-vfd-to-plc https://realpars.com/wiring-diagram-to-plc-program ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/0JdF3 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #Gasturbine #Turbocompressor

T5TdbJVVP-g | 02 Apr 2019
Are you at the Messe in Hannover this week? Drop in and say Hello to us. We are located in Hall 13, G31. We look forward to meeting you soon! PS- If you would like a free ticket to this event, please click here:https://www.hannovermesse.de/ticketregistration?xkaoh ============================= ✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= Missed our most recent videos? Watch them here: https://realpars.com/connect-vfd-to-plc https://realpars.com/wiring-diagram-to-plc-program https://realpars.com/ethercat ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #HannoverMesse #PLCTraining

4mQ3o1t4Ssg | 01 Apr 2019
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ✅ Check out the full blog post over at https://realpars.com/temperature-sensor ============================= In your daily life and different branches of industries, there are many cases in which it’s required to know the temperature of the environment, inside a reactor, winding of an electrical machine, and so on. Most likely you’ve heard about “RTDs”, “Thermocouples”, “Thermistors”, “Semiconductor” type elements, and so on, which will be addressed here. let’s see what a “Temperature Sensor” (Temperature Transducer) is and what does a “Temperature Transmitter” mean. Generally, a sensor or transducer is a physical device that is capable of transforming one type of process variable to my favorite signal type. Temperature, pressure, flow, etc., are some process variables and actually, they are physical characteristics of our real world. The temperature sensor is a device that will transform the Temperature into an electrical signal, no matter how tiny the amount of this signal might be! Based on different sensor technologies, this signal may have different ranges and for industrial applications, I need to have my signals limited to some universally accepted electrical “signal-ranges”. Today some of these globally accepted electrical signal-ranges are 4-20 mA, 1-5 V, 0-10 V, etc. A “Temperature Transmitter” is a device that transforms the tiny output of a “Temperature Transducer” to one of these standard signal ranges. RTD or “Resistance Temperature Detector” is a device the resistance of which varies with the temperature. Since it is a passive device, an external electrical current should be applied to it and then the voltage drop across it can be measured. This voltage is a good indication of the temperature. In reality, the distance between the temperature sensing point and measuring system calls for wiring and since the real wiring has its own resistance, some measurement error sneaks in hereby! Three-wire and Four-wire solutions are developed to remove this error. One of the most common RTDs is “PT100” which consists of a thin film of Platinum on a plastic film and shows a resistance of 100Ω at 32° F. Thermistors are temperature-dependent resistors and are widely used in industrial purposes, e.g. over-current protection, self-regulating heating elements, inrush current limiters, and so on. Thermistors can be NTC or PTC. In NTC (Negative Temperature Coefficient) thermistors, resistance decreases as temperature rises. NTC’s are commonly used as “inrush” current limiters. And with PTC (Positive Temperature Coefficient) thermistors, resistance increases as temperature increases. PTC thermistors are commonly used as “overcurrent protection” and in resettable fuses. A thermocouple or simply “TC” is comprised of a couple of specific dissimilar wires joined together, forming the “sensing point” or “junction”. Based on physical characteristics called “Thermoelectric Effect”, when this junction is placed at different temperatures, different millivolt signals are generated which can be interpreted as an indication of the temperature. The main restriction of Thermocouples is the “accuracy” which doesn’t make it the best solution for precise applications. Also, Thermocouples need a reference measurement point called “Cold Junction”. The thermocouple junction is often exposed to extreme environments, while the cold junction is often mounted near the instrument location. Based on “range” of temperature measurement, “sensitivity” and some other factors in each application, different types of Thermocouples are available, for example, E, J, K, M, N, T, and so on. “Semiconductor Temperature Sensor” is based on the fact that the junction voltage across a p-n combination of semiconductors, like a diode junction or “base-emitter” junction of regular transistors, is a function of temperature. If I have to measure electronic PCB and/or IC temperature, silicon-based types are the best choices. Also alongside the technical bonus-malus comparison, sometimes cost is the key factor in selecting the proper device, as they say: “Money Talks!” ============================= Missed our most recent videos? Watch them here: https://realpars.com/connect-vfd-to-plc https://realpars.com/wiring-diagram-to-plc-program https://realpars.com/ethercat ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/SEWc9 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #RTD #Temperature Sensor

Uoj9V62WHvc | 25 Mar 2019
▶ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ▶ How to Control a VFD with a PLC - Part 1 (Configuring ControlLogix 5000 and HMS Anybus gateway): https://realpars.com/connect-vfd-to-plc ▶ How to Control a VFD with a PLC - Part 2 (Configuring HMS Anybus gateway and Siemens Robicon VFD): https://realpars.com/hms-anybus/ ▶ How to Control a VFD with a PLC - Part 3 (Siemens VFD Configuration): https://realpars.com/siemens-vfd/ ============================= As you may have learned in previous lessons, automation often requires communication between heterogeneous systems from different manufacturers. Each manufacturer offers a proprietary or an open form of a communication protocol. It is the responsibility of the Automation Engineer or Technician to configure devices and develop program logic to communicate between systems. We have created a series of lessons discussing the steps to configure and program communication between a Rockwell ControlLogix PLC and a Siemens VFD. So stay tuned for the sequence to this lesson. In this video, we will discuss how a Rockwell Automation ControlLogix 5000 PLC using ControlNet network media and CIP protocol will overall communicate with a Siemens Robicon VFD using Profibus protocol. However, these two systems will need a device to help translate the two heterogeneous protocols; this device is called a “proxy” or “gateway”. In our example, we will use the Anybus X-gateway AB7803 “PROFIBUS Master” to “ControlNet Adapter” gateway from HMS. Part 1 of this lesson, will address the configuration of the ControlLogix 5000 PAC to the HMS Anybus gateway. Part 2 of this lesson will address the HMS Anybus PROFIBUS Master configuration and Part 3, will address the Siemens Robicon PROFIBUS slave configuration. First, let’s review the overall communication configuration we will perform to allow communication between the “ControlLogix PLC” and “Siemens Robicon VFD” using the “HMS Gateway” used in our example. The ControlLogix PAC will be controlling a pump with a simple ON/OFF command and its velocity by setting a speed set-point to the VFD. In response, the Siemens VFD will return the actual speed reference and VFD status information controlling the pump. This exchange of control data and status information is all performed by the HMS gateway. The HMS Gateway also performs an important responsibility as “PROFIBUS Master”, controlling the Pump VFD. We have specific addressing for each side of our network; On the left-hand side of the network, the ‘CIP network’, the ‘ControlNet Master’ or ‘Scanner’ will be addressed as ‘Node 1’ and the ‘HMS Gateway’ will be addressed as ‘Node 3’. On the right-hand side of the network, the ‘HMS Gateway’ will be the ‘Profibus Master’ and will have the address of ‘1’ and the ‘Robicon VFD’ will have the ‘Slave address’ as ‘3’. Please note, when beginning a communication project, it is best to look at the big picture and create a spreadsheet with all the tags and data types to be configured at each system. And we want to point out that the HMS Anybus gateway is not pass-thru but instead acts as a “translator” using an internal shared common database. Stay connected with RealPars for Part 2 and Part 3 lessons. In Part 2, we will discuss how to configure the HMS Gateway PROFIBUS Master communication to the Siemens Robicon VFD. ============================= To download the SINAMICS S120/S150 GSD file, please check out the link below: https://sie.ag/2W520fx ============================= Missed our most recent videos? Watch them here: https://realpars.com/wiring-diagram-to-plc-program https://realpars.com/ethercat https://realpars.com/encoder ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/6XHb9 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #VFD #PLC

snu8JNM-J1A | 18 Mar 2019
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ✅ Check out the full blog post over at https://realpars.com/wiring-diagram-to-plc-program/ ============================= In this video, you will learn how to convert a basic wiring diagram to a ladder logic PLC program. This can be a very handy skill to learn, especially if you are converting a machine to PLC control. Upgrading a machine to PLC control may seem like a daunting task. However, if you take your time and learn the basics, it can be an easily achievable task. I will walk you through programming a very basic “stop-start” circuit for an electric motor. This should help you get a handle on some of the basics. First, let’s look at our basic start and stop diagram. I like to start on the left and follow the line. Each line represents a wire that is connected. L1 is our 120v hot wire. It will run straight to the normally closed Stop button labeled PB1. From the other terminal on PB1, it runs to a normally open PB2 which is our Start button. From the other terminal on PB2, a wire connects to the A1 terminal on the Motor Starter Coil. The A2 terminal runs to the normally closed overload auxiliary contact. The next wire runs from the other overload terminal to neutral. The next line down shows how a motor starter stays energized. One wire needs to be connected to the input terminal of the start push button. It will run to one terminal of the auxiliary contact set on the motor starter. This ensures power is on the auxiliary contact. The second terminal of the auxiliary contact is connected to the output side of the start push button. When the start button is pushed, the circuit is complete and the motor starter will energize. This closes the auxiliary contact and allows the operator to release the start button. The motor starter will now stay energized until the stop button is pressed and the circuit opens. Programming software is all different but similar. Most have a toolbox somewhere that you will drag your contacts and coils from. Just like on the diagram, we start with the stop pushbutton. It will be represented with an examine OFF bit. These look like a normally closed contact. Drag it to the first ladder rung and the program will place it to the far left. This will be a stop push button. Next, drag an examine ON bit and drop it to the right of the first bit. This looks like normally open contact and will be the start push button. And continue to complete your PLC programming logic according to this simple start-stop wiring diagram. To wrap it up, to program a simple motor start-stop circuit, we need to read the electrical diagram from left to right and open our toolbox on the programming software. You will be using the most common bits in the examine ON, examine OFF, and output coil or output energize. Again, the language is sometimes different between manufacturers, but the symbols pretty well look the same. The bits will represent normally open and normally closed inputs, and a single output. You will also need to use a branch around one bit. This is basically a parallel circuit and OR logic. The start push button OR the auxiliary contact will energize the circuit. I hope this video has been helpful in the transition from wiring diagrams to plc programming. This was a very basic program that can run a motor. ============================= Missed our most recent videos? Watch them here: https://realpars.com/ethercat https://realpars.com/encoder https://realpars.com/ethernet-ip ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/a3Ykh ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #ElectricalWiringDiagram #PLC

tYAl2jkaB8Q | 11 Mar 2019
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ✅ Check out the full blog post over at https://realpars.com/ethercat ============================= EtherCAT is Ethernet for Control Automation Technology. It is a technology based on Ethernet and was developed specifically with industrial automation in mind. EtherCAT uses standard frames as well as the physical layer as characterized in IEEE 802.3 Ethernet Standard however it addresses some specific concerns for industrial automation such as Rapid response times, minimal data requirements for each device, and costs for implementation. Ethernet is not a practical solution for many industrial applications as it routes frames of data to and from a vast number of separate addresses, individually, where the data may be something as simple as a single register to obtain a real-time analog reading. This node-specific routing requires massive bandwidth as the data packets are only moved when the Master or Client requests the data. EtherCAT, in contrast, uses the same physical and data link layers as Ethernet but the protocols deviate from there. Ethernet, as stated previously, is able to route data through many different nodes, in a master/slave configuration, sending and receiving based on requests. With EtherCAT, the master sends data, possibly only a single frame for the entire node network that will pass through each node. The master is the boss and is the only node allowed to send a frame. The frame is then forwarded, downstream, by each node in the network. This approach helps to assure real-time operation and avoids delays. Each EtherCAT device processes the data frame that is relevant to it in its hardware/software, on the fly, and adds its data to the data frame as it is passing through the network. EtherCAT networks do not require external switches in the network. Each EtherCAT device typically has two Ethernet ports, the first port being the receiving port or previous node’s cable and the second port connected to the next node in the network. The processing of the data, on the fly in the hardware of the device, is a major advantage of EtherCAT. Although there is still a small delay in the data frame as the device adds its data to it, it is greatly reduced by the often single data stream of EtherCAT versus the multiple Ethernet frames used in an Ethernet network. This advantage can also be a disadvantage. Many devices may not be able to handle these highly decreased cycle times and EtherCAT network may need to be slowed to accommodate these devices. Since the EtherCAT network can be slowed, mark the disadvantage as an advantage once again. In conclusion, EtherCAT is Ethernet with some really nice bells and whistles. Designed with the industrial arena in mind, EtherCAT has great advantages over the standard Ethernet network. Those include drastically increased speed, reduced data traffic, decreased hardware cost for implementation, and more and more accurate data due to the distributed clock mechanism. It’s increasing in popularity among controls engineers desiring a real-time and robust high-speed network for industrial controls. ============================= Missed our most recent videos? Watch them here: https://realpars.com/encoder https://realpars.com/ethernet-ip https://realpars.com/pid-loop ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/pWM1w ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars

k2GQVJ4z0kM | 04 Mar 2019
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ✅ Check out the full blog post over at https://realpars.com/encoder ============================= An encoder is a device that is used in many industries to provide feedback. In the most basic terms, an encoder, regardless of the type, which we will cover later, senses position, direction, speed, or counts. Encoders will use motion, under a variety of technologies, and translate it into an electrical signal. That signal is then sent back to a controlling device, such as a PLC, and is interpreted, meaning scaled, to represent a value that will then be used within the program. Some of the technologies involved in encoders are magnetic, mechanical, resistive, and optical. Optical is the most widely used encoder motion translating technology. There are different types of encoders such as absolute and incremental. We will describe those in greater detail in a future lesson. But for now, an example of an incremental, optical type encoder uses a beam of light that passes through a disk that has opaque lines in a specific pattern, somewhat like the spokes of a wheel. On the other side of the disk is a photo sensing device that will interpret the light, based on the pattern on the disk, picture a shutter, blocking and unblocking the light. The pulses of light are then converted to an electrical signal to be sent back to the processor, through the encoder's output. Encoders have a wide range of uses which include closed-loop applications such as servo or VFD control, measuring, and counts. Here are some examples of processes that may use an encoder. For VFD control, you may be running a pump, on a VFD, to fill a tank full of a liquid. You are requesting a certain speed and want to verify that the pumps VFD is at the requested speed. An encoder on the VFD may be used for feedback of speed. This example is for a measuring process. In this application, you will need to cut some aluminum product to a particular size. You are passing a long roll, meaning hundreds of feet, of the aluminum sheet through a cutting mechanism. You need to determine the amount of aluminum fed so that you can cut the sheets to the proper size that will be used in a separate manufacturing process. An encoder, attached to the conveyor and rolling/reading the material that is feeding through your cutting assembly, will indicate the length of material that has been fed since the last cut. That feedback can then be used to adjust the cutting blade to sever the length required. ============================= Missed our most recent videos? Watch them here: https://realpars.com/ethernet-ip https://realpars.com/pid-loop https://realpars.com/osi/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/7hcFZ ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #Encoder #PLCTraining

mm-NHrLtRWI | 25 Feb 2019
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ✅ Check out the full blog post over at https://realpars.com/ethernet-ip ============================= First, let’s separate the terms between Ethernet and IP. When most people think of Ethernet, we think in terms of a physical connection. You may have an Ethernet port on your computer in which you plug in a cable that then connects to a router or switch. This connection type is typically called a LAN connection. However, Ethernet is not a connection type but instead, an IEEE protocol. In our everyday use of the Internet we typically just say that we are connected via Ethernet or Wireless. It’s much easier to say Ethernet than to get into the weeds of the actual terms of connection protocols, stacks, layers, and the like. Now that we have said that Ethernet is a protocol versus a physical connection, let’s get a little into the weeds of some of the terms. Most communications to our computers or devices travel over one or more networks via something called a packet. Since there is a multitude of devices that may want to send and/or receive data there have to be some common rules for sending and receiving these packets. This is where the protocol comes in. One of the most commonly known protocols is the TCP/IP protocol. This protocol is widely used in internet communications. The term TCP/IP relates to TCP or “Transmission Control Protocol”, where the IP is Internet Protocol. There are other protocols such as Open System Interconnection or OSI but for simplicity sake, let’s stick with TCP/IP for now. One of the most commonly known protocols is the TCP/IP protocol. This protocol is widely used in internet communications. The term TCP/IP relates to TCP or “Transmission Control Protocol”, where the IP is Internet Protocol. There are other protocols such as Open System Interconnection or OSI but for simplicity sake, let’s stick with TCP/IP for now. The TCP/IP is a layered protocol. Those layers are Applications, TCP, IP, and Network. Basic functions are explained but there are many, many details in each layer. Each layer has a function that it performs and when complete, is then passed to the next layer. In terms of the internet, the transmitting computer will pass its data to the applications layer. This layer works with the applications software to provide communications that may be required such as HTTP, FTP, POP, DNS, IMAP, etc. That layer will add some data that will identify and direct the data and then passes to the TCP layer. In the simplest terms, Ethernet/IP is Ethernet packets used with the Industrial Protocol of CIP, TCP/IP, and/or UDP layers to provide the required data to your controller. ============================= Missed our most recent videos? Watch them here: https://realpars.com/pid-loop https://realpars.com/osi/ https://realpars.com/controlnet/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/68BXt ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars

XVYRT0Mbu7A | 18 Feb 2019
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ✅ Check out the full blog post over at https://realpars.com/pid-loop ============================= In automation programming, we are often required to program a control loop for a given process to control temperature, pressure, flow rate etc. This requires a target set-point with a controlled feedback process variable. A PID process loop controller is designed to generate an output that causes some corrective effort to be applied to a process so as to drive a measurable process variable towards the desired set-point value. The controller uses an actuator to affect the process and a sensor to measure the results. Often automation technicians and programmers are required to become familiar with configuring and tuning a PID loop control instruction and it can be one of most overwhelming when it comes to PLC programming topics. In this lesson, we will discuss how a Rockwell Automation ControlLogix 5000 PLC using the Enhanced PID controller function block instruction (PIDE). The PIDE is an Allen Bradley Logix5000 Process Automation Controller (PAC) family (ControlLogix and CompactLogix) function block that improves on the standard PID found in all their controllers. Function block programming uses diagrams with symbols to represent function and input and output connections between functions. While at first, this function block can be quite intimidating, it shares similarities of the standard PID instruction and you’ll only need to turn on parameters required by your control program. In this example, we will basically get you off the ground using the PIDE instruction and the program options essential to get it working. In case you may have forgotten what PID stands for, the P stands for Proportional gain, I for integral time and D for Derivative gain. PID and PIDE are used for "process control" which includes the automatic control of systems such as temperature, flow rate, pressure, and speed. The cruise control on a car is a good example of this type of control. Basically, you tell the controller how fast you want to go, the Set-point and the controller samples the actual speed, the Process Variable, and then the controller calculates an output value, the Control Variable, and sends that signal to the gas pedal. And just as a PID functional refresher, and using the car cruise control as an example, the “P” or proportional is described as in the farther you are from the desired speed, the more you press the gas pedal and on the other hand, the closer you are, the less you press on it. This works well but when you get at the desired speed, based on this rule you would let off the gas completely. And the end result is your car slows down and stays a little below the desired speed. Proportional control is the main ingredient of any control but maybe a little inaccurate. For “I “or integral, you wait for a little, and if there is no improvement you push a little more on the pedal. If you are stuck below the desired speed for a long time without progress, you push the gas pedal a little further. If you still do not make it to the desired speed for some time, you again push the pedal a little further down. Once you get to the desired speed you leave the pedal where it is. Integral control gives you accuracy but you have to wait. And for “D” or derivative, you react to sudden changes. Let’s say a strong wind gust pushes your car. Suddenly your speed surges fast upward toward the desired speed. You become startled so you release the gas pedal. As the speed surge ends and the speed stabilizes, you will then return the pedal to where it was. Derivative control manages sudden surges and may prevent overshooting your target speed. ============================= Missed our most recent videos? Watch them here: https://realpars.com/osi/ https://realpars.com/controlnet/ https://realpars.com/ladder-logic-vs-function-block-diagrams/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/6zfcC ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars

Ilk7UXzV_Qc | 11 Feb 2019
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ✅ Check out the full blog post over at https://realpars.com/osi/ ============================= OSI stands for Open Systems Interconnection and is a conceptual framework for how applications communicate over a network. There are seven layers within the model and the depiction of the layers is used to help users identify what is happening within a networking system. The OSI model layers are typically described from the top layer down. The layers are described as Application, Presentation, Session, Transport, Network, Data Link, and Physical. These layers are provided by a mixture of network card drivers, operating systems, applications, and networking hardware that facilitate the transmission of signals over Ethernet, Fiber Optic, Wi-Fi, or other wireless protocols. We’ll describe the layers from the top down as the top layer is the Application layer or layer 7. This is the layer that most users interact with and will recognize. The Application layer provides network services to the end user. These services are protocols that work with the data the client is using. One of these protocols may be HTTP that is used with web browsers such as Google Chrome, Firefox, and Internet Explorer. Other examples of applications that use this layer are Office, Outlook, and Skype. All of those interactive applications provide a set of services that allow the application layer to supply data to and receive data from the Presentation layer. The Presentation layer, or layer 6, performs the uncomplicated task of syntax processing or converting data from one format to another. For example, say you are ordering something from an online store. These transactions are typically handled in a secure transmission which means that the data passing between the “store” or the Website Application will transmit encrypted data to the Presentation layer that will need to be decrypted and processed. This layer handles translating the data from the top layer, which is presented in the application format, to network format and vice versa. After the Presentation layer processes the data from one format to another, the information is then passed to the Session layer or the Application layer depending on whether the data is transmitting or receiving. ============================= Missed our most recent videos? Watch them here: https://realpars.com/controlnet/ https://realpars.com/ladder-logic-vs-function-block-diagrams/ https://realpars.com/sensor-calibration/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO: https://ctt.ac/e9Kz7 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars

aE6-L20EaYU | 04 Feb 2019
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ✅ Check out the full blog post over at https://realpars.com/controlnet/ ============================= Need a solution to talk on your industrial network? Let’s look at ControlNet. ControlNet is an open industrial network protocol and is managed by formerly “Open DeviceNet Vendors Association” or ODVA. ControlNet is based on a token-passing bus control network and we will talk more about how this part works as we move along. ControlNet utilizes the Common Industrial Protocol (CIP) for the upper layers of the Open Systems Interconnection (OSI) model that has seven layers: physical, data link, network, transport, session, presentation, and application. The designers of ControlNet adapted the CIP layers of transport, network, data link and physical to fit the needs of the ControlNet network. ControlNet was designed to provide reliable, high-speed control and I/O data transfer by using programming that sets the logic to specific timing over the network. It also provides for critical messaging that does not rely on timing to be executed without interfering with the transport of control and I/O data. The types of devices that the ControlNet network talks to are Programmable Logic Controllers, I/O chassis, HMIs, personal computers, drives, and robots. It is typically used for redundant applications and/or applications that work best with scheduled communications. ControlNet has a data transfer rate of 5 Mbps and is in the mid-range of the three popular networks with EtherNet/IP ranging from 10 Mbps to 1 Gbps and DeviceNet ranging from 125 to 500 Kbps. ============================= Missed our most recent videos? Watch them here: https://realpars.com/ladder-logic-vs-function-block-diagrams/ https://realpars.com/sensor-calibration/ https://realpars.com/ethernet/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/0s4Db ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars

HExlaNITqNY | 28 Jan 2019
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ✅ Check out the full blog post over at https://realpars.com/ladder-logic-vs-function-block-diagrams/ ============================= Today you will learn the difference between function block diagrams and ladder logic. Specifically what they are and when do we use them when programming PLCs. Most PLC manufacturers around the world still support ladder logic programming. However, some have been moving towards function block programming. Let’s take a look at some of the similarities and differences. Ladder logic is pretty well “the universal programming language” of PLCs. As I mentioned earlier it has been around for decades and is pretty well understood by most technicians and engineers alike. It is named Ladder Logic because it quite literally looks like a ladder. The vertical lines are referred to as the power rails. The horizontal lines that our programming bits are located on are rungs, just like on a ladder. It is read from top to bottom and left to right. Function block diagrams can essentially convert several lines of ladder logic into boxes. In the middle of the function block will be a symbol or text, labeling the function block. This will describe the actual function of the block. There can be one or several inputs and an output for each function block. Those function blocks can be inputs to other function blocks as well. Just like ladder logic, function block diagrams should be read left to right, top to bottom. In a sense, this format can make it easier for a technician troubleshooting a machine see what is happening to the machine. Let’s look at an “AND” function block first. If you are unfamiliar with “AND” Logic, it is actually pretty simple. Basically, you need at least two inputs energized to turn on or energize its output. I like to think of it as you need this input, and, that input to turn on the output. In ladder logic, it would look like a series circuit like this. In a function block diagram, the entire rung is replaced by this box or block. Many industrial machine use “AND” logic. A large metal Press Brake uses “AND” logic for its controls. The operator must push two buttons at the same time. This energizes the output of the “AND” logic. This allows the cylinders to be activated and bend the metal. Another common function used is the “OR” logic function block. This is like the opposite of “AND” logic. With an “OR” function block, you would energize this input, or, that input to energize the output. In ladder logic, it would look like a parallel circuit like this. Machines may use “OR” logic when there are more than one set of controls to operate the machine. Conveyor belts can utilize this programming. They will commonly have the “Start” and “Stop” buttons located near the conveyor. They can also have a start and stop button at another location in order to start the conveyor remotely. ============================= Missed our most recent videos? Watch them here: https://realpars.com/sensor-calibration/ https://realpars.com/ethernet/ https://realpars.com/fieldbus/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/_fxVJ ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars
n_lZCIA25aI | 21 Jan 2019
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ✅ Check out the full blog post over at https://realpars.com/sensor-calibration/ ============================= When engineers design modern process plants, they specify sensors to measure important process variables, such as flow, level, pressure, and temperature. These measurements are used to help the process control system adjust the valves, pumps and other actuators in the plant to maintain the proper values of these quantities and to ensure safe operation. So how does a plant maintain the operation of these sensors to guarantee that the actual value of the process is sensed and passed to the control system? In this video, you will learn that the answer to that question is: “Sensor Calibration”. Sensor calibration is an adjustment or set of adjustments performed on a sensor or instrument to make that instrument function as accurately, or error-free, as possible. An error is simply the algebraic difference between the indication and the actual value of the measured variable. Errors in sensor measurement can be caused by many factors. First, the instrument may not have a proper zero reference. Modern sensors and transmitters are electronic devices, and the reference voltage, or signal, may drift over time due to temperature, pressure, or change in ambient conditions. Second, the sensor’s range may shift due to the same conditions just noted, or perhaps the operating range of the process has changed. For example, a process may currently operate in the range of 0 to 200 pounds per square inch, but changes in operation will require it to run in the range of 0 to 500 pounds per square inch. Third, error in sensor measurement may occur because of mechanical wear, or damage. Usually, this type of error will require repair or replacement of the device. Errors are not desirable since the control system will not have accurate data from which to make control decisions, such as adjusting the output of a control valve or setting the speed of a feed pump. If the calibration is too far from the accurate process conditions, process safety may be jeopardized. To perform an “as-found” check, an accurate and precise instrument is used to develop process signals corresponding to 0%, 25%, 50%, 75% and 100% of the process range of the transmitter. The corresponding transmitter output, in milliamps, is observed and recorded. This is called a “5-point” check. Then, in order to check for hysteresis, a phenomenon whereby the sensor output for a process value is different going 'downscale' as it is going 'upscale', the output signals corresponding to 100%, 75%, 50%, 25%, and 0% in order are recorded. The deviations at each checkpoint are calculated and compared to the deviation maximum allowed for the device. If the deviation is greater than the maximum allowed, then a full calibration is performed. If the deviation is less than the maximum allowed, then a sensor calibration is not required. If we have an analog transmitter, we must adjust zero and span to reduce the measurement error. With an analog transmitter, there is a ZERO and SPAN adjustment on the transmitter itself. Zero adjustment is made to move the output to exactly 4 milliamps when a 0% process measurement is applied to the transmitter, and the Span adjustment is made to move the output to exactly 20 milliamps when a 100% process measurement is applied. Unfortunately, with analog transmitters, the zero and span adjustments are interactive; that is, adjusting one moves the other. Therefore, the calibration is an iterative process to set zero and span, but only 2 to 3 iterations are usually required. ============================= Missed our most recent videos? Watch them here: https://realpars.com/ethernet/ https://realpars.com/fieldbus/ https://realpars.com/function-block/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/enA08 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars

HLziLmaYsO0 | 14 Jan 2019
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ✅ Check out the full blog post over at https://realpars.com/ethernet/ ============================= Have you heard of IEEE 802.3? It has a long history and has to do with our topic today, Ethernet. Ethernet is a communication standard that was developed in the early ’80s to network computers and other devices in a local environment such as a home or a building. This local environment is defined as a LAN (Local Area Network) and it connects multiple devices so that they can create, store and share information with others in the location. Ethernet is a wired system that started with using coaxial cable and has successfully progressed to now using twisted pair copper wiring and fiber optic wiring. Let’s break for a trivia question. Who invented twisted pair wiring? Alexander Graham Bell invented twisted pair wiring in 1881. In 1983, Ethernet was standardized into the standard IEEE 802.3 by the Institute of Electrical and Electronic Engineers (IEEE). This standard defined the physical layer and the MAC (media access control) portion of the data link layer of wired Ethernet. These two layers are defined as the first two layers in the OSI (Open Systems Interconnection) model The “physical” layer consists of the following components: Cabling and Devices. First, let’s take a look at Ethernet Cabling; As stated previously, Ethernet cables come as coaxial cable, which is not very common except in older installations, twisted pair, and fiber optic. The most common cable is twisted pair cables, with the latest being Category 6 with speeds up to 1 Gbps and Cat6a and Cat 7 with speeds up to 10 Gbps. Category 5 and 5e cables are both still used in many existing applications but handle the lower speeds between 10 Mbps to 100 Mbps but are more susceptible to noise. The Ethernet twisted pair utilizes RJ-45 eight-pin connectors at either end of the cable that is pinned for transmitting and receiving data in either half or full-duplex mode. ============================= Missed our most recent videos? Watch them here: https://realpars.com/fieldbus/ https://realpars.com/function-block/ https://realpars.com/devicenet/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/w2y8i ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars

ndc6at_d7uQ | 06 Jan 2019
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ✅ Check out the full blog post over at https://realpars.com/fieldbus/ ============================= In this video, you will learn about Fieldbus. Fieldbus isn’t really one thing but more of a collection of things. Fieldbus is a group of protocols that are used in the industrial arena. The Fieldbus protocols have been standardized as IEC 61158. Basically, Fieldbus works on a network that permits various topologies such as the ring, branch, star, and daisy chain. Prior to Fieldbus, industrial controller systems were connected using RS232 serial communications. As you know, serial communications allowed only two devices to communicate. Whereas today, the Fieldbus connections are more closely compared to the typical Ethernet connections where you can connect multiple field devices to a single connection point that would then connect to the controller. However, Fieldbus is not a connection type, per se, but instead, a description used to indicate a group of protocols. There are several protocols in the group such as ControlNet in the Allen Bradley family, Modbus, Profibus, EtherCAT, HART, CIP, and many more. A primary benefit of Fieldbus is for field connected devices. For instance, consider you have several field devices that are quite a distance from your controller. With Fieldbus devices such as sensors, motors, lamps, switches, these devices are connected to an “I/O data block”, which is then connected to a “field distribution device”, which is connected to a Fieldbus power supply, then finally connected back to the Programmable Logic controller. ============================= Missed our most recent videos? Watch them here: https://realpars.com/function-block/ https://realpars.com/devicenet/ https://realpars.com/modbus-protocol/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/75rgc ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars
BJqUO0FQDZY | 31 Dec 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ✅ Check out the full blog post over at https://realpars.com/function-block/ ============================= Thank you for checking out this latest video brought to you by RealPars. Today you will learn about control or function blocks. Specifically what they are and when we use them with automation and PLCs. Different programmers call them by different names, and that can be confusing, but I hope to clear things up for you today. ============================= Missed our most recent videos? Watch them here: https://realpars.com/devicenet/ https://realpars.com/modbus-protocol/ https://realpars.com/pid-controller/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/e4Iec ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars

acnpobFi5qg | 24 Dec 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ============================= ✅ Check out the full blog post over at https://realpars.com/devicenet/ ============================= In this video, we will take a journey through the automation world of DeviceNet. DeviceNet is an application-level protocol used in the automation environment. It is a communication tool that allows you to logically talk between a PLC (Programmable Logic Controller) and many control devices, such as motors, conveyors, flowmeters, level sensors, etc. DeviceNet was originally developed by Allen-Bradley which is a Rockwell Automation brand, and they decided to share this new technology with others and make it an open network. It is now managed by Open DeviceNet Vendors Association (ODVA), an organization that develops standards and allows third-party vendors to utilize the network protocol. ============================= For additional information about the DeviceNet protocol please refer to the following website: https://www.odva.org/ ============================= Missed our most recent videos? Watch them here: https://realpars.com/modbus-protocol/ https://realpars.com/pid-controller/ https://realpars.com/modbus/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/6bene ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars

JBGaInI-TG4 | 17 Dec 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/modbus-protocol/ ========================== In the previous video, you learned about what Modbus communication protocol is and the types of Modbus communication used in the industry. Now, as promised, in this video you are going to learn about How Modbus communication protocol works between devices. Each Modbus message has the same structure. Four basic elements are present in each message. The sequence and order of these elements are the same for all messages. This allows for easy parsing of the content of the Modbus message. ========================== For additional detailed Modbus protocol technical information please refer to the modbus.org website: https://bit.ly/1SE8J3c And for more information about different protocols used with automation, refer to the following website; https://bit.ly/2Cilkeu ========================== Missed our most recent videos? Watch them here: https://realpars.com/pid-controller/ https://realpars.com/modbus/ https://realpars.com/plc-programming-languages/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/I32Xc ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars

sFqFrmMJ-sg | 10 Dec 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/pid-controller/ ========================== Today you will learn about PIDs. Specifically, what they are and when do we use them with automation and PLCs. PID is an acronym that stands for Proportional, Integral, Derivative. It can keep an automated process like temperature, pressure, or flow constant for you automatically. PIDs use a control loop feedback or process variable to monitor where the output should be. These usually come in the form of sensors and meters. PIDs come in many different forms including standalone units and PLC programming. We can use our input and output cards along with programming software to set up a PID. ========================== Missed our most recent videos? Watch them here: https://realpars.com/modbus/ https://realpars.com/plc-programming-languages/ https://realpars.com/difference-between-profibus-and-profinet/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/I6Jd6 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars

txi2p5_OjKU | 03 Dec 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/modbus/ ========================== The Modbus communication protocol is the oldest and by far the most popular automation protocol in the field of process automation and SCADA. Knowing how to create Modbus based networks is essential for any electrical technician and engineer working in these occupation fields. In this video, we will discuss what Modbus communication protocol is and the types of Modbus communication used in the industry. ========================== You can learn more about Modbus over at http://www.modbus.org ========================== Missed our most recent videos? Watch them here: https://realpars.com/plc-programming-languages/ https://realpars.com/difference-between-profibus-and-profinet/ https://realpars.com/opening-tia-portal-v13-in-v14/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/24BH2 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #Modbus
Qf32qtHfowQ | 26 Nov 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/plc-programming-languages/ ========================== There are 5 languages that are all a part of the IEC (International Electrotechnical Commission) Section 61131-3 Standard. This IEC Standard allows some ground rules that standardize PLC’s and their languages. The 5 most popular PLC programming languages are Ladder Diagram (LD), Sequential Function Charts (SFC), Function Block Diagram (FBD), Structured Text (ST), and Instruction List (IL). Let’s take a deeper look into all these PLC Programming Languages. ========================== Missed our most recent videos? Watch them here: https://realpars.com/difference-between-profibus-and-profinet/ https://realpars.com/opening-tia-portal-v13-in-v14/ https://realpars.com/motor-size/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/If15W ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #PLC Programming Languages

YxF9QgRAx8A | 19 Nov 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/difference-between-profibus-and-profinet/ ========================== Profibus and Profinet are industrial communications protocols used extensively by Siemens control systems. While they may sound similar, don't let the names fool you. Profibus and Profinet are very different protocols that use different cables and connectors. Let's take a look at these protocols and learn how they differ from one another. ========================== You can find the complete PROFIBUS Network Manual here: https://sie.ag/2DJYO03 And the complete PROFINET System Description here: https://bit.ly/2DIycwj ========================== Missed our most recent videos? Watch them here: https://realpars.com/opening-tia-portal-v13-in-v14/ https://realpars.com/motor-size/ https://realpars.com/vfd/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/wRKXB ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #Profibus #Profinet

fnVgIBxMrRQ | 12 Nov 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/opening-tia-portal-v13-in-v14/ ========================== Okay, so you have recently installed TIA Portal version 14 and very excited to explore and work with the new version but when you’re going to open up the previous projects that you created with version 13, you see an error. In this video, you’re going to learn why you’re getting this error and then you’ll learn a very simple step by step process on how to fix it. ========================== You can download the "Siemens TIA Portal V13 SP1" here: https://sie.ag/1XVfntY ========================== Missed our most recent videos? Watch them here: https://realpars.com/motor-size/ https://realpars.com/vfd/ https://realpars.com/rs485/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/e0p34 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #TIA Portal

9MG8-3QuSyQ | 05 Nov 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/motor-size/ ========================== In this lesson, we will continue the discussion on the topic of motion control. All of us at RealPars, hope you have been following our previous lessons on motion control and have begun to benefit from these lessons. Now you will apply your base knowledge of Servo and Stepper motors in this lesson towards how to determine the correct Servo Motor for your application. In this lesson, you will learn the information required to help you size the motor based on payload, speed, acceleration and other requirements necessary for the desired application. ========================== You can check out the formulas for calculating rotational inertia of various shapes here: https://web2.ph.utexas.edu/~coker2/index.files/RI.htm ========================== You can download the "Motor Sizing Software" we are using in this video, here: https://bit.ly/2DlK8E2 ========================== Missed our most recent videos? Watch them here: https://realpars.com/vfd/ https://realpars.com/rs485/ https://realpars.com/plc-manufacturers/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/93vhx ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #Motorsize

g7jFGOn6xfU | 29 Oct 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/vfd/ ========================== Today you will learn about VFDs. Specifically, what they are and when do we use them with automation and PLCs. What exactly is a VFD? Well, it stands for Variable Frequency Drive. They are used for running an AC motor at variable speeds or let them ramp up their speed to give them a smooth startup. Some people simply call them drives. They work by adjusting the frequency of the motor to adjust the rpms. ========================== Missed our most recent videos? Watch them here: https://realpars.com/rs485/ https://realpars.com/plc-manufacturers/ https://realpars.com/plc-analog-inputs/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/Rjf03 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #VFD #Drive
3wgKcUDlHuM | 22 Oct 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/rs485/ What is RS232 and What is it used for? https://realpars.com/rs232/ ========================== Today you will learn about RS 485. If you are familiar with RS232, then you may already know a little bit about it. Just like it’s older brother RS232, RS485 is a form of serial communication. Think of RS485 as the younger, faster brother of RS232. What made it such an advancement over RS232 was the fact that it could transmit not only a single device to device transmission, but also a communications bus to connect multiple devices at once. The configuration and specifications of RS 485 make it faster and extend the range of data transmission. You aren’t limited to fifty feet of cable like with RS 232. The maximum cable length for RS 485 is typically listed as 1200 meters or about 4000 feet. ========================== Missed our most recent videos? Watch them here: https://realpars.com/plc-manufacturers/ https://realpars.com/plc-analog-inputs/ https://realpars.com/servo-motors-advantages/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/c5sT2 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars ============================= A special thanks to Frederico Duarte Fagundes for translating this video. #RealPars #RS485

Nsx-LTd2IXM | 15 Oct 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/plc-manufacturers/ ========================== Today we will discuss several of the top PLC manufacturers from around the world. There are quite a few, and hopefully, this video will clear up some of the differences between the major brands. As technicians, engineers, and programmers, we have several choices when it comes to choosing a brand of PLC. Depending on where you work, you may have to familiarize yourself with many different PLC brands. Some places use more than one manufacturer in a single facility. So let’s break some of the major brands down so we can see the difference. ========================== Missed our most recent videos? Watch them here: https://realpars.com/plc-analog-inputs/ https://realpars.com/servo-motors-advantages/ https://realpars.com/motion-control/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/cy986 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #PLCManufaturers #PLC

ZS3W7uBdQok | 08 Oct 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/plc-analog-inputs/ ========================== In this video, we are going to be talking about analog inputs to the PLC. What do we mean by analog input? Analog values are continuous values, such as temperatures and pressures. While we tend to think of them in digital terms, at some point we have to convert them from the continuous world into our digital world, and this is where analog inputs come in. Voltage signals in the range of plus or minus 20 volts or so and current signals in milliamps are commonly used as both analog inputs to PLCs. Every PLC manufacturer has I/O modules to deal with these kinds of signals, along with other, more specialized modules. ========================== Missed our most recent videos? Watch them here: https://realpars.com/servo-motors-advantages/ https://realpars.com/motion-control/ https://realpars.com/rs232/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/T2_b0 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars ============================= A special thanks to Frederico Duarte Fagundes for translating this video. #RealPars #PLC #PLCanaloginput

zFe2JwP2NLw | 01 Oct 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/servo-motors-advantages/ ========================== In this lesson, we will continue the discussion on the topic of motion control. All of us at RealPars, hope you have been following our previous lessons on motion control and have begun to benefit from these lessons. Now that we have learned about motion control motors, we can begin to explore some advantages and disadvantages when selecting, primarily between, the Servo Motor and Stepper Motor. In this lesson, we discuss Servo Motor Advantages and Disadvantages when compared to Stepper Motors. ========================== Missed our most recent videos? Watch them here: https://realpars.com/motion-control/ https://realpars.com/rs232/ https://realpars.com/stepper-motors-advantages/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/s9zKa ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #ServoMotor

WrFy2objT5k | 24 Sep 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/motion-control/ ========================== In this lesson we discuss what is Linear Motion Control and a few real-world applications with respect to linear motion, positioning systems and actuators used with stepper and servo motors. Linear Motion Control in part depends much on the actuator and the linear actuator covers a broad range of products. Linear motion is an area of motion control encompassing several technologies including linear motors, linear actuators, and linear rolling guides and bearings. ========================== Missed our most recent videos? Watch them here: https://realpars.com/rs232/ https://realpars.com/stepper-motors-advantages/ https://realpars.com/rtu/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/0Z1Sf ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #MotionControl

eo9dbnrpspM | 17 Sep 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/rs232/ ========================== Today you will learn about RS232. It is a phrase you may hear fairly regularly in industry, especially by the older guys. Hopefully this video will clear some things up for you. What exactly is RS232? First and foremost, it is a form of serial data transmission. Or simply put, it is a form of communication. Most people simply called it a serial connection. What exactly is RS-232? First and foremost, it is a form of serial data transmission. Or simply put, it is a form of communication. Most people simply called it a serial connection. At one time, it was the most used form of data transmission. You will probably recognize the standard 9 pin DB9 cable. Simply put, RS-232 transmits signals using a positive voltage for a binary 0 and a negative voltage for a binary 1. But what do the PLCs use RS232 for? PLCs use RS232 to talk to other modules or even other PLCs. These modules can be anything that also uses RS232 such as, an operator interface or HMI, computers, motor controllers or drives, a robot, or some kind of vision system. ========================== Missed our most recent videos? Watch them here: https://realpars.com/stepper-motors-advantages/ https://realpars.com/rtu/ https://realpars.com/servo-motor/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/39PeH ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #RS232

SlN2Hmsvxu4 | 10 Sep 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/stepper-motors-advantages/ ========================== This lesson is a continuation of a series of lessons involved with learning about Stepper Motors and Servo Motors. If you haven’t already, please review our previously released lesson on, What is a Stepper Motor and How it works. In this lesson, we will discuss the Stepper Motor Advantages and Disadvantages compared to Servo Motors. Have you ever thought about how a robotic arm moves with precision or how graphics printers create accurate replications of images, or how consumable products are moved precisely around a plant floor or any other type of motion control positioning system? Together with the recently RealPars published video, What is a Stepper Motor and How it Works, and this lesson, you will learn about Stepper Motor Advantages in motion control when using different types of motors available, primarily stepper and servo motors. Selecting between a stepper motor and servo motor can be quite a challenge with the balancing of several design factors in cost considerations, torque, speed, acceleration, and drive circuitry all play an important role in selecting the best motor for your application. In this lesson, we will discuss the many advantages along with the disadvantages of Stepper Motors. ========================== Missed our most recent videos? Watch them here: https://realpars.com/rtu/ https://realpars.com/servo-motor/ https://realpars.com/ladder-logic/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/2W6fD ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #StepperMotors

Ax1jTp2dl9M | 03 Sep 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/rtu/ ========================== RTU stands for Remote Terminal Unit, sometimes also called Remote Telemetry Unit or Remote Telecontrol Unit. An RTU is a microprocessor-based device that monitors and controls field devices, that then connects to plant control or SCADA (supervisory control and data acquisition) systems. If you do a search on the definition of an RTU, you may find many results that state an RTU is much more powerful than a PLC as the RTU can have several inputs and outputs. Well, as you know, so can the PLC. The RTU does have some potential benefits over the PLC, which we will discuss. On the price point, the winner right now is the PLC. PLCs have a lower price point but many consider the RTU to be a much more rugged system which would lead you to believe that spending more initially will equal out in the end. As far as process control, the RTU is probably on equal ground with the PLC. Both controllers can have multiple different types of I/O, different communications modules, and programming of processes that may require little to no operator intervention. Where the RTU is considered to have some advantages is in environment tolerances, backup power options, and autonomy. ========================== Missed our most recent videos? Watch them here: https://realpars.com/servo-motor/ https://realpars.com/ladder-logic/ https://realpars.com/safety-instrumented-system/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO https://ctt.ac/38bUc ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #RTU #RemoteTerminalUnit

ditS0a28Sko | 27 Aug 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/servo-motor/ ========================== Have you ever thought about how a robotic vehicle commonly used in a military application with bomb detention is controlled or how metal cutting and forming machines provide precise motion for milling, lathes and bending for metal fabrication or how an antenna positioning system control the precision in azimuth and elevation? As you will learn within this lesson, servo motor applications are most commonly used in closed loop systems where precise position control commonly found in industrial and commercial applications. Together with the recently RealPars published video, what is a Stepper Motor and How it Works, and this lesson, you will learn about motion control using different types of motors available, primarily stepper and servo motors. In this lesson we will discuss what a servo motor is and how it works, so let’s first determine what a servo motor is and examine some unique features of the types of a servo motor and its application. ========================== Missed our most recent videos? Watch them here: https://realpars.com/ladder-logic/ https://realpars.com/safety-instrumented-system/ https://realpars.com/plc-basics/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO: https://ctt.ac/fJ4Vw ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #ServoMotor

qaI48NCUvkA | 20 Aug 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/ladder-logic/ ========================== If you are involved in any way with industrial machinery, you almost have to have heard of ladder logic. Since there are almost never ladders involved, it probably doesn’t make a lot of sense that we call it that, but the reasons for the name are buried in the history of automatic controls. At one time, automatic systems were controlled with relays. Relays are electromechanical devices and fail quickly as the mechanical parts wear out and the electrical parts are destroyed as the electricity they switch burns away the contacts. They are big and use lots of electricity, generating lots of heat in the process. In order to understand why we call it ladder logic, you need to look at how we document relay logic controls. The actual “ladder” was the drawing of the control logic, an illustration of how the relays were wired together. Even today, a lot of the conventions that led to “ladders” are still in use, and I will use a recent example drawing to illustrate this. ========================== Missed our most recent videos? Watch them here: https://realpars.com/safety-instrumented-system/ https://realpars.com/plc-basics/ https://realpars.com/difference-between-scada-and-hmi/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO: https://ctt.ac/cT07c ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #ladderlogic

W2YUNnfATBY | 13 Aug 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/safety-instrumented-system/ ========================== In this video, you will learn what a Safety Instrument System is, how it is constructed, and how it plays an important role in keeping our chemical, refining, and other manufacturing plants running safely and as productive community partners and employers. Chemical, petrochemical, mining, gas compression, and many other types of plants and manufacturing facilities can be very dangerous places to work due to the presence of risk: risk due to fire, explosion, tank overflow, gas release, or chemical exposure. The only way to eliminate these risks is to not build or operate these types of plants. But that is not practical. These plants produce materials that are useful, necessary, and important in our everyday lives. Even a product like dry powdered laundry detergent is made via a process that includes pumping liquids at high pressure, spraying droplets into the very hot air, and collecting the product below which may be dusty and pose an inhalation hazard. In order to minimize these risks, process control systems are installed to maintain a safe operation of the plant, assisted by a robust alarm detection and reporting system, and operated by trained, qualified personnel. But often, these measures alone cannot reduce the risk of injury, fire, explosion, or other risks to a tolerable level. ========================== Missed our most recent videos? Watch them here: https://realpars.com/plc-basics/ https://realpars.com/difference-between-scada-and-hmi/ https://realpars.com/difference-between-plc-and-dcs/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO: https://ctt.ac/ec9QG ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #SafetyInstrumentedsystem #SIS

PbAGl_mv5XI | 06 Aug 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/plc-basics/ ========================== Today we are going to talk about the basics of a PLC, the workhorse of industrial automation. The programmable logic controller, or PLC, is a special purpose computer. It has no display, no keyboard, no printer, no hard drive, and hides in the control panel out on the factory floor, but it is still a computer. Initially, the PLC was a replacement for panels of relays, devices that turn on and off. Making a machine run using relays as logic was time-consuming and challenging, and making a change in the logic or the operation of the machine was almost as complicated as starting over. ========================== IEC 61131 Standard:https://webstore.iec.ch/publication/4552 ========================== Missed our most recent videos? Watch them here: https://realpars.com/difference-between-scada-and-hmi/ https://realpars.com/difference-between-plc-and-dcs/ https://realpars.com/advantages-plcs-over-relay-systems/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO: https://ctt.ac/e1486 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #PLC #ProgrammableLogicController

xvVCSYt_YsQ | 30 Jul 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/difference-between-scada-and-hmi/ ========================== Today, you will learn the difference between a SCADA system and an HMI. We will talk about the differences as well as the similarities, and also when each is used. There is usually some confusion because of the similarities. SCADA stands for “Supervisory Control and Data Acquisition.” These are used for monitoring and controlling large areas, typically a full site or plant. SCADA systems are a combination of many systems including sensors, RTUs or Remote Terminal Units, and PLCs. Data from all of these systems is then sent to the central SCADA unit. That SCADA unit has its own HMI. This is why a lot of people get confused and think SCADA and HMI are one and the same. That HMI or “Human Machine Interface” unit on the SCADA can monitor and control anything that is connected to it. In conclusion, HMI can be part of SCADA but SCADA cannot be part of an HMI. It’s that simple. ========================== Missed our most recent videos? Watch them here: https://realpars.com/difference-between-plc-and-dcs/ https://realpars.com/advantages-plcs-over-relay-systems/ https://realpars.com/stepper-motor/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO: https://ctt.ac/92Lc8 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #SCADA #HMI

iF99iKlDpxA | 23 Jul 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/difference-between-plc-and-dcs/ ========================== In a nutshell, a PLC or programmable logic controller is a ruggedized computer used for automating processes. A DCS or distributed control system is similar to a PLC in that is has rugged computer controllers however the DCS contains multiple autonomous controllers that are distributed throughout a system, also used for automating processes. As you can tell, there are likely advantages and disadvantages in both systems. The take away is that with today’s technologies, either system can control an entire plant. Which system is chosen will likely take the advantages and disadvantages into account as well as system costs. In summation, the DCS has autonomous controllers dispersed throughout the entire plant. If a controller fails, the entire plant doesn’t necessarily get impacted. It also has the onboard monitoring and control that saves development time. A single PLC is a single point of failure. You surely wouldn’t want to control an entire plant with a single PLC, however; a connected PLC system can have nearly the same security and robustness as a DCS. ========================== Missed our most recent videos? Watch them here: https://realpars.com/advantages-plcs-over-relay-systems/ https://realpars.com/stepper-motor/ https://realpars.com/types-of-sensors/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO: https://ctt.ac/BT0dg ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #PLC #DCS

EWAe8RSNG1g | 16 Jul 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/advantages-plcs-over-relay-systems/ ========================== What is a Relay System? https://realpars.com/what-is-a-relay-system/ ========================== There are many advantages that a PLC system holds over a relay system. Today, we will dive into some of those advantages. One of the first and simplest advantages is reliability. The internal relay systems of a PLC are solid state. This means that the relay function is not mechanical like conventional relay systems and components. 1. Reliability The internal relay systems of a PLC are solid state. This means that the relay function is not mechanical like conventional relay systems and components. 2. Ease of Troubleshooting Another advantage of a PLC system is the ease of troubleshooting. In a PLC system, a good technician can read through the programming and usually figure out what is and isn’t working. 3. Easy Expandability One of the best features that a PLC system has over a traditional relay system is versatility with the programming and easy expandability. For example, if you wanted to add a timer to make a motor turn on after five seconds, you would just add it to the program and set it to five seconds in the PLC. 4. Smaller Size The physical size requirements of a PLC system are far smaller than a cabinet needed for relay logic circuitry. Most of the physical relays, timers, counters, and controllers from a relay logic system are all contained in the PLC itself. ========================== Missed our most recent videos? Watch them here: https://realpars.com/stepper-motor/ https://realpars.com/types-of-sensors/ https://realpars.com/hart-protocol/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO: https://ctt.ec/yP6qd ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #PLC #Relay

VfqYN1eG9Zk | 09 Jul 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/stepper-motor/ ========================== Have you ever thought about how a robotic arm moves with precision or how graphic printers create accurate replications of images, or how consumable products are moved precisely around a plant floor or any other type of motion control positioning system? With this lesson and others to follow you will learn about motion control using different types of motors available, primarily stepper and servo motors. Selecting between a servo motor and a stepper motor can be quite a challenge with the balancing of several design factors in cost considerations, torque, speed, acceleration, and drive circuitry all play an important role in selecting the best motor for your application. In this lesson we will discuss what a stepper motor is and how it works, so let’s first determine what a stepper motor is and examine some unique features of a stepper motor. ========================== Missed our most recent videos? Watch them here: https://realpars.com/types-of-sensors/ https://realpars.com/hart-protocol/ https://realpars.com/discrete-sensors-part-2/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO: https://ctt.ec/Z2DWc ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #StepperMotor

J_KoRp8SnoE | 02 Jul 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/types-of-sensors/ ========================== Sensors are the figurative eyes and ears of and control system. In general, if you want to control it, you must sense it. Because the controls engineer is often called on to specify sensors and deal with sensing problems, sooner or later we all get more than enough familiarity with them. In this video, we are going to familiarize you with the types of sensors that we frequently use in industrial equipment. We intend this to be an introductory video for a new engineer just getting started, or for anyone looking for a general understanding of some general controls concepts. ========================== Missed our most recent videos? Watch them here: https://realpars.com/hart-protocol/ https://realpars.com/discrete-sensors-part-2/ https://realpars.com/automation-pyramid/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO: https://ctt.ec/Slb70 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #Sensor

pXkun-PEiY0 | 25 Jun 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/hart-protocol ========================== In this video, you will learn what HART protocol is, how HART is used with analog sensors, how a HART analog sensor works, and what advantages a HART analog sensor can give your operation. Current-loop technology has been used for analog sensors for the past 4 decades to transmit important process data to the control system, whether that system is a DCS (distributed control system) a PLC (programmable logic controller), or a single-loop controller. Current-loop data transmission is simple and cost-effective. Only a small amount of current (4 to 20 milliamps to be exact) is required over a single pair of wires for each current loop sensor. One 2-amp, 24 Volt DC power supply can “drive” dozens of sensors. For current-loop analog sensors, the lowest measurable process value is called the Lower Range Limit, or LRL. The analog sensor will output 4 milliamps at this 0% reading. The highest measurable process value is called the Upper Range Limit, or URL. The analog sensor will output 20 milliamps at this 100% reading. ========================== Missed our most recent videos? Watch them here: https://realpars.com/discrete-sensors-part-2/ https://realpars.com/automation-pyramid/ https://realpars.com/discrete-sensors-part-1/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO: https://ctt.ec/cro80 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars ============================= A special thanks to Frederico Duarte Fagundes for translating this video. #RealPars #HART #HARTProtocol

2pdvvqkguA4 | 18 Jun 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/discrete-sensors-part-2/ ========================== How to Wire Discrete DC Sensors to PLC - Part 1: https://realpars.com/discrete-sensors-part-1/ ========================== In this video, you will learn how to wire a 3-wire DC sensor, like an inductive proximity sensor, to a PLC input card. You will also learn what a 3-Wire Discrete sensor is and recognize some of the common types of 3-Wire Discrete sensors. DC sensors can be used to indicate the state of a device or a process to the PLC program. Knowing these input states can allow the PLC program to make decisions, such as, when to start or stop a conveyor motor. There are many types of discrete 3-wire DC sensors that can be wired to a PLC input. Some 3-wire devices are NPN or “sinking” sensors, and some are PNP, or “sourcing” sensors. The difference is in how the device operates when the switch actuates. NPN switches “sink” DC common to the black wire when the switch is activated. PNP switches “source” 24 Volts DC to the black wire when the switch is activated. Remember, in both cases, the black wire is connected to the PLC input channel terminal. For most 3-wire devices, there is typically one brown wire, one blue wire, and one black wire. A schematic of your specific DC digital PLC input card is required to determine how your specific device should be wired. For a 3-wire PNP discrete input device, the brown wire will be connected to +24 Volts DC, the blue wire will be connected to DC common, and the black wire will be connected to the PLC digital input channel terminal. ========================== Missed our most recent videos? Watch them here: https://realpars.com/automation-pyramid/ https://realpars.com/discrete-sensors-part-1/ https://realpars.com/plc-programmer-salary/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO: https://ctt.ac/yY2oV ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #DiscreteDCSensor #PLC

IAhxYsMi4e8 | 11 Jun 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/automation-pyramid/ ========================== Today, I will try to teach you about the Automation Pyramid. More specifically, the devices used to make up the automation pyramid. So what exactly is the automation pyramid? It is a pictorial example of the different levels of automation in a factory or industry. It also serves as a visual example of how technology is being integrated into industry. So let’s take a closer look and try to break the pyramid down. ========================== Missed our most recent videos? Watch them here: https://realpars.com/what-is-process-automation/ https://realpars.com/discrete-sensors-part-1/ https://realpars.com/plc-programmer-salary/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO: https://ctt.ac/ey5Xn ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #AutomationPyramid

0DoqKS8jqSA | 04 Jun 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/discrete-sensors-part-1/ ========================== How to Wire Discrete DC Sensors to PLC - Part 2 https://realpars.com/discrete-sensors-part-2/ ========================== In this video, you will learn how to wire a 2-wire DC sensor, like a switch or a contact, to a PLC input card. You will also learn what a 2-Wire Discrete sensor is and recognize some of the common types of 2-Wire Discrete sensors. DC sensors can be used to indicate the state of a device or a process to the PLC program. Knowing these input states can allow the PLC program to make decisions, such as, when to start or stop a pump. Discrete DC Sensors, or discrete Direct Current sensors, operate in a circuit with a battery or other power source, commonly known as a power supply. A power supply is placed in an electrical circuit to provide power to the connected devices, like a switch, or a lamp. DC power supplies are referred to by their voltage and capacity, indicated by how many amperes they can supply. The more amperes a power supply can deliver, the larger and more expensive they generally are. In DC PLC circuits, the power supply almost always supplies 24 Volts DC to the connected devices. ========================== Missed our most recent videos? Watch them here: https://realpars.com/plc-programmer-salary/ https://realpars.com/what-is-process-automation/ https://realpars.com/what-is-a-relay-system/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO: https://ctt.ac/wAKfF ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #DiscreteDCSensor

grEWRmFEcDk | 28 May 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/plc-programmer-salary/ ========================== As I’m sure you may know, the salary that you can expect will be based on several factors including your years of experience, proficiency in the specific platform such as Siemens, Allen Bradley, or Modicon, and so on. Other factors may include your ability to draft/design electrical panel drawings, programming of Human Machine Interfaces (HMI), or Plant Control Systems such as Wonderware, IFix or WinCC, schooling certificates or degrees and others. What I can tell you is you can expect anything from $25,000/yr to as high at $115,000/yr as when you're working as a PLC programmer. Do not forget that you are the best advocate for negotiating your wage. Always do your homework about the company, the requirements, expectations, benefits, etc., then factor in your experience with that data. At that point, you can make an educated guess on what salary expectations you can have for your next position. Good luck in your career and keep on learning. The more you learn, the higher you will go. ========================== Missed our most recent videos? Watch them here: https://realpars.com/what-is-process-automation/ https://realpars.com/what-is-a-relay-system/ https://realpars.com/how-flow-meters-work/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO: https://ctt.ac/7yxf5 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #PLC #PLCProgrammerSalary
uEhuxYXPTOE | 21 May 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/what-is-process-automation/ ========================== We hear about new things and processes becoming automated almost every day. But what does that actually mean? Today, we will dive into Process Automation, so you can learn all about it for yourself. What exactly does automation mean? Automation is the use of largely automatic equipment in a system of manufacturing or other production processes. This typically includes the use of PLCs, sensors, robots, and motors among many other things depending on the automated process. ========================== Missed our most recent videos? Watch them here: https://realpars.com/what-is-a-relay-system/ https://realpars.com/how-flow-meters-work/ https://realpars.com/what-is-analog-automation/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO: https://ctt.ac/4b66a ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #Automation #ProcessAutomation

1lbdwPfFegY | 14 May 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/what-is-a-relay-system/ ========================== Today, you are going to learn all about relay systems, such as what they are, and when we use them. Hopefully, by the end, you will have a pretty good understanding of a relay system. Let’s start by talking about what a relay actually is. According to Merriam-Webster, a relay is, “an electromagnetic device for remote or automatic control that is actuated by variation in conditions of an electric circuit and that operates, in turn, other devices (such as switches) in the same or a different circuit.” In a common relay system, you would push a button to energize a relay, which in turn will pass current through a set of contacts that close when it is energized. There are many common, everyday items that use a relay to operate. We will dive into those in a minute, but first I want to talk about why you may need to use a relay system. A very common reason, especially in an industrial setting, is for voltage and current requirements. Many machines and equipment use a higher voltage to run. To make it safer for the operators, we use a low voltage and current for our controls. You wouldn’t want someone pushing a button with high voltage attached to it. I know I wouldn't want to on a regular basis. It takes a very low amount of current to cause bodily harm. Plus, most push buttons and switches are rated for fairly low current. ========================== Missed our most recent videos? Watch them here: https://realpars.com/how-flow-meters-work/ https://realpars.com/what-is-analog-automation/ https://realpars.com/setup-picomag_flow_meter/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO: https://ctt.ac/Ko7d5 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #RelaySystem #Contactor
_pL7bGEF52s | 07 May 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/how-flow-meters-work/ ========================== There are many types of flow meters for various applications. You don’t really need to know the formulas and science behind the scenes but hopefully, in this video, we will give you some idea of how a flow meter works. ========================== Missed our most recent videos? Watch them here: https://realpars.com/what-is-analog-automation/ https://realpars.com/setup-picomag_flow_meter/ https://realpars.com/plc_power_supply/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO: https://ctt.ec/P4cbN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #FlowMeter

pkkCdYeeohE | 30 Apr 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/what_is_analog_automation/ ========================== When the term industrial automation is used, you may wonder exactly what that means. While there can be many different terms for this, two of the primary terms that you may find are discrete or analog automation. In this lesson, I describe, in depth, what analog automation is and some of the industries it’s used in. Using the word analog doesn’t necessarily mean that producing the product is done with primarily analog instrumentation. The definition is actually derived from the type of product that is produced. Analog automation products are typically things that are in continuous flow such as things that are treated and combined to produce something else. While we discussed discrete automation as being a process that produces a quantifiable object, while analog may produce something that may be counted, such as a gallon of water, the process by which it’s created is what determines the automation type. Get started with this lesson where I will continue our discussion about the different process automation types, detailing what constitutes analog automation. ========================== Missed our most recent videos? Watch them here: https://realpars.com/setup-picomag_flow_meter/ https://realpars.com/plc_power_supply/ https://realpars.com/what-is-hmi/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO: https://ctt.ec/z9wr6 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars ============================= A special thanks to Frederico Duarte Fagundes for translating this video. #RealPars #AnalogAutomation #IndustrialAutomation

PbWAd4s7n7A | 26 Apr 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/setup-picomag_flow_meter/ ========================== In today’s fast paced environment, it’s always appreciated when you have awesome tools at your fingertips when integrating your control system. Instrument suppliers, such as Endress Hauser, are stepping up to the challenge. From Ethernet and web-enabled devices to Bluetooth connectivity for configuring your industrial instruments, Endress Hauser is making your system integration easier. Endress Hauser has a free Bluetooth app called SmartBlue that can be downloaded and used for the initial configuration of your E&H Picomag flow meters. To get started, all you need is the SmartBlue app installed on a compatible Bluetooth device and the serial number of the flow meter you want to configure. ========================== Missed our most recent videos? Watch them here: ` https://realpars.com/plc_power_supply/ https://realpars.com/what-is-hmi/ https://realpars.com/plc-modules-are-missing-in-the-hardware-of-step7/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO: https://ctt.ec/_Ydt1 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #Picomag

Cl8Uwe1tJ3E | 23 Apr 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https:https://realpars.com/plc_power_supply/ ========================== Today you will be learning all about PLC power supplies, what they are, and how they work. A PLC without a power supply is much like a car without gas or a laptop without a battery. It is the fuel for the PLC. How powerful a PLC is will greatly depend on how powerful the power supply is. First and foremost, the power supply converts a line voltage, commonly 120 or 240 volts AC, or Alternating Current, into a useable DC, or Direct Current, voltage, commonly 24 volts, to power on the PLC and its components. Line voltage is stepped down with a transformer, rectified to convert it to DC, filtered with capacitors, and protected during this process. All of this is packed into that small looking power supply. This DC voltage is used to power the rest of the PLC and components. ========================== Missed our most recent videos? Watch them here: https://realpars.com/what-is-hmi/ https://realpars.com/plc-modules-are-missing-in-the-hardware-of-step7/ https://realpars.com/father-of-the-plc/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO: https://ctt.ec/5e0yR ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #PLCPowerSupply

kujHQgK352o | 09 Apr 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/what-is-hmi/ ========================== In this video you will learn some of the basics of an HMI or Human Machine Interface. These are the monitors and controls of a machine that allows the operator to run a machine or monitor a machine. Engineers can program an HMI to perform almost any function that can be controlled or information that can be monitored by a PLC. HMIs and PLCs work together to monitor and control the machine. This means they have to be compatible and they also have to speak the same language so to say. This comes in the form of a Protocol which is just an industrial network. ========================== Missed our most recent videos? Watch them here: https://realpars.com/plc-modules-are-missing-in-the-hardware-of-step7/ https://realpars.com/father-of-the-plc/ https://realpars.com/what-is-a-legend/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO: https://ctt.ec/638z8 ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #HMI

ZNPYT39dX9A | 07 Mar 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/plc-modules-are-missing-in-the-hardware-of-step7/ ========================== I was beginning a new project in my STEP7 environment and wanted to select the modules that I would be using from the hardware list only to find that I no longer had access to the S7-300 or S7-400 modules. After shutting down the software and restarting it, checking again, restarting my computer, cussing a couple of times, and doing some other gyrations, I found that I needed to do something a little more detailed to get the modules back. In some cases, when software is installed, some of the components may not properly install with the software. That appears to be what happened with my installation of STEP7. This lesson will instruct you on what to do in order to get the needed modules back into your environment. Let’s get started fixing this issue. ========================== Missed our most recent videos? Watch them here: https://realpars.com/father-of-the-plc/ https://realpars.com/what-is-a-legend/ https://realpars.com/what-is-a-pid-diagram/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= TWEET THIS VIDEO: https://ctt.ec/7Ea1x ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #PLCProgramming #STEP7 #SIMATICManager

4BxOizho1UE | 22 Feb 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/father-of-the-plc/ ========================== You probably watch these videos because of your interest in PLCs and automation. But have you ever wondered who actually invented the PLC, or how the first PLC came to be? Today you will learn the story of Richard “Dick” Morley, commonly referred to as the “Father” of the PLC. Morley had a clear idea of what he wanted the controller to be like. First, he wanted no interrupts for processing. This means that nothing should be able to interrupt the program unless it is programmed to do so. Second, he wanted direct mapping into a memory. This would allow an easier way to program the data tables and information into the PLC. Next, no software handling of repetitious chores. The controller should be able to run a sequence and repeat itself however it is programmed. Next, he wanted it to operate slowly. This, Morley would later regret. Morley also wanted a rugged design that really worked in the industrial settings. It had to be completely sealed and cooled with a well-engineered heat transferring. He also wanted a language that would be proprietary to Bedford Associates. He wanted the exclusive rights to the language. This would lead to the development of ladder logic, and we know now that it is more of a universal language for technicians and engineers. ========================== Missed our most recent videos? Watch them here: https://realpars.com/what-is-a-legend/ https://realpars.com/what-is-a-pid-diagram/ https://realpars.com/what-is-discrete-automation/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #PLC #FatherofPLC

9XPiuUVbdv4 | 12 Feb 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https: https://realpars.com/what-is-a-legend/ ========================== A legend simply put is a chart with all of the symbols used in an individual diagram. It could be an electrical, mechanical, P&ID, or other types of diagram. This is an invaluable tool because it simply is not possible to remember every single symbol used in our diagrams. There are hundreds if not thousands of components that can be used in an industrial setting. A legend gives each of those components a standardized symbol and labels that symbol. ========================== Missed our most recent videos? Watch them here: https://realpars.com/what-is-a-pid-diagram/ https://realpars.com/what-is-discrete-automation/ https://realpars.com/what-is-industrial-automation/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars #RealPars #Legend

lBJnU1MJAts | 02 Feb 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/what-is-a-pid-diagram/ ========================== You may be thinking, “What in the world is a P&ID Diagram?” In industry, these are piping and instrumentation diagrams. P&ID for short. Most manufacturing facilities have compressed air, steam, chilled water, and other processes that require the use of piping. All of these forms of energy and processes require instrumentation to control them which is usually in the form of valves and gauges, along with pumps and accumulators. A P&ID diagram will have all of these for a maintenance person, operator, engineer, or other employees to read and perform their job. ========================== Missed our most recent videos? Watch them here: https://realpars.com/what-is-discrete-automation/ https://realpars.com/what-is-industrial-automation/ https://realpars.com/star-delta-part-3/ ============================= Want to learn more about P&ID? Check out the full blog post over at: https://realpars.com/p-id/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars #RealPars #P&IDDiagram

Zwuvvps8RFE | 27 Jan 2018
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https://realpars.com/what-is-discrete-automation/ ========================== You may have heard of a few different terms for factory automation while searching the great and vast information superhighway. A couple of those terms are discrete or analog automation. In this video, I am going to get in-depth into what discrete automation is. The term discrete may lead you to believe that the devices used in the automation process will be on components that produce a discrete signal, either on or off. This is not necessarily the case. It does have a distinctive meaning but it doesn’t have anything to do with the types of devices used. A discrete automation process produces a countable part. Open up this lesson and I will begin our discussion about the different process automation types, starting with a detailed chat about the meaning of discrete automation. ============================= Missed our most recent videos? Watch them here: https://realpars.com/what-is-industrial-automation/ https://realpars.com/star-delta-part-3/ https://realpars.com/star-delta-part-2/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars #RealPars #FactoyAutomation #DisctereAutomation

xowQkxFXTNg | 25 Dec 2017
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== ✅ Check out the full blog post over at https: https://realpars.com/what-is-industrial-automation/ ========================== You’re sleepy, you wake in the middle of the night to get a drink. On your way to the kitchen, you stub your toe on a chair, kick the dog's water bowl which spills water all over the tile floor. You search for the light switch, slipping on the spilt water and fall on your, well, you know. How many times have you wished that this late night venture of searching for the light switch could be automated? Meaning, you just want to walk into the kitchen and the light will turn on all on its own. And of course, when you are finished and leave the room, the light should turn off as well. Well, an automatic process such as this is not unlike the factory floor and the concept of automation or industrial automation. This video discusses manual processes versus automated processes. The manual process being fumbling around in the kitchen searching for that illusive light switch and the automatic process of the light turning on automatically when you enter the room. The video will then bring those examples to the factory floor which will give you an in-depth look at the world of industrial automation. Let’s learn something! ========================== Missed our most recent videos? Watch them here: https://realpars.com/star-delta-part-3/ https://realpars.com/star-delta-part-2/ https://realpars.com/star-delta-part-1/ ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars #RealPars #Automation #IndistrialAutomation

XYtlRW3lEyw | 14 Aug 2017
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== Profibus is a widely used communication protocol for Siemens industrial applications. If you did not purchase a pre-wired Profibus connection or one was not provided for your application, you made need to wire one yourself. In this video, we are going to discuss what tools are needed for wiring the Profibus connector as well as the different steps required. We will talk about what the different layers of the cable are called and how to strip those layers to get to the core wires required for the connector. Go ahead an watch this lesson to learn how to wire a Profibus connection cable. ========================== Below are the links for the Siemens products we mentioned in this video. Profibus Cable: https://mall.industry.siemens.com/mall/en/us/Catalog/Product/6XV18300ET20 Profibus Connector: https://mall.industry.siemens.com/mall/en/ww/Catalog/Product/6ES7972-0BA52-0XA0 Profibus Fast Connect Stripping Tool: https://mall.industry.siemens.com/mall/en/ww/catalog/product/6gk1905-6aa00 ========================== To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars

1g9nMAhQt6E | 17 Jun 2017
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== We like the Star-Delta concept of wiring and programming to alleviate the inrush current that occurs when starting a motor. We have written 14 lessons on this very important topic which demonstrates the complexity as well as the usefulness of this approach. Through this entire series we have walked you, step by step, through the theory, the wiring, the programming, and the testing. This is the last video presented for this useful concept and we have enjoyed producing the series for you. Not only did you gain some excellent knowledge about Star-Delta wiring of motors but you also began dipping your toes into the PLC programming environment. We hope you enjoyed this series and as always, greatly appreciate your “likes” below. Thanks for watching and program on! ========================== To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars ============================= PLC Training_Star-Delta Starter PLC program and Wiring_ Part 1: https://youtu.be/skcaCBxyNSk PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 2: http://youtu.be/FOKSkCR6JQY PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 3: https://youtu.be/aEkQuqEdlVA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 4: https://youtu.be/SOZwFUzTQsU PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 5: https://youtu.be/qA3Yg5CS-F8 PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 6: https://youtu.be/J9RMP8l3vDA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 7: https://youtu.be/0q-CDJinDVw PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 8: https://youtu.be/nqlEK_ERTxk PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 9: https://youtu.be/fiPSMyFIiFY PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 10: https://youtu.be/oceMnmZqkAI PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 11: https://youtu.be/T1_uiT-FYqA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 12: https://youtu.be/x5LajVym1kc PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 13: https://youtu.be/IfX5yo1ZDH0 PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 14: https://youtu.be/1g9nMAhQt6E #RealPars #StarDeltaWiring #PLCProgramming

IfX5yo1ZDH0 | 11 May 2017
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== In this lesson of the Star-Delta concept, we are going to discuss testing the PLC program that we have written so far. We will talk about the option available in the software for simulating a connection as well as configuring the software for real world PLC connection. In this lesson we are going to be using the available simulator to test the program so we are going to need to add some hardware in the configuration in order to conduct our logic test. Start this lesson to find out how we can test the logic that we have written so far. ========================== To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars ============================= PLC Training_Star-Delta Starter PLC program and Wiring_ Part 1: https://youtu.be/skcaCBxyNSk PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 2: http://youtu.be/FOKSkCR6JQY PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 3: https://youtu.be/aEkQuqEdlVA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 4: https://youtu.be/SOZwFUzTQsU PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 5: https://youtu.be/qA3Yg5CS-F8 PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 6: https://youtu.be/J9RMP8l3vDA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 7: https://youtu.be/0q-CDJinDVw PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 8: https://youtu.be/nqlEK_ERTxk PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 9: https://youtu.be/fiPSMyFIiFY PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 10: https://youtu.be/oceMnmZqkAI PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 11: https://youtu.be/T1_uiT-FYqA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 12: https://youtu.be/x5LajVym1kc PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 13: https://youtu.be/IfX5yo1ZDH0 PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 14: https://youtu.be/1g9nMAhQt6E #RealPars #StarDeltaWiring #PLCProgramming

x5LajVym1kc | 01 May 2017
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== This lesson is a continuation of our instruction on the use of Star-Delta PLC Programming and wiring series. We will go into greater detail about what safeguards we want to add to the program to inhibit one function while permitting another. We will continue to develop the PLC Program for the operation of our motor using the Star-Delta concept. Let’s open up this long awaited lesson and continue on our journey to complete this highly desired Star-Delta programming. ========================== To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars ============================= PLC Training_Star-Delta Starter PLC program and Wiring_ Part 1: https://youtu.be/skcaCBxyNSk PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 2: http://youtu.be/FOKSkCR6JQY PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 3: https://youtu.be/aEkQuqEdlVA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 4: https://youtu.be/SOZwFUzTQsU PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 5: https://youtu.be/qA3Yg5CS-F8 PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 6: https://youtu.be/J9RMP8l3vDA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 7: https://youtu.be/0q-CDJinDVw PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 8: https://youtu.be/nqlEK_ERTxk PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 9: https://youtu.be/fiPSMyFIiFY PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 10: https://youtu.be/oceMnmZqkAI PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 11: https://youtu.be/T1_uiT-FYqA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 12: https://youtu.be/x5LajVym1kc PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 13: https://youtu.be/IfX5yo1ZDH0 PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 14: https://youtu.be/1g9nMAhQt6E #RealPars #StarDeltaWiring #PLCProgramming

T1_uiT-FYqA | 25 Jan 2017
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== In previous lessons, we have had discussions on how the Star-Delta concept works. We then began writing the program to accomplish this task. In a continuation of the Star-Delta topic, we are going to pick up where we left off and add some code to our previous program. The program we begin with currently only energizes the main contactor. If you recall the Star-Delta concept, we will need to energize both the Main and Star contactors, and then after a period of time, energize the Delta contactor and de-energize the Star contactor. Open up this lesson to get started on our next installation of the Star-Delta concept. ========================== Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars ============================= To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= PLC Training_Star-Delta Starter PLC program and Wiring_ Part 1: https://youtu.be/skcaCBxyNSk PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 2: http://youtu.be/FOKSkCR6JQY PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 3: https://youtu.be/aEkQuqEdlVA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 4: https://youtu.be/SOZwFUzTQsU PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 5: https://youtu.be/qA3Yg5CS-F8 PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 6: https://youtu.be/J9RMP8l3vDA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 7: https://youtu.be/0q-CDJinDVw PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 8: https://youtu.be/nqlEK_ERTxk PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 9: https://youtu.be/fiPSMyFIiFY PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 10: https://youtu.be/oceMnmZqkAI PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 11: https://youtu.be/T1_uiT-FYqA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 12: https://youtu.be/x5LajVym1kc PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 13: https://youtu.be/IfX5yo1ZDH0 PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 14: https://youtu.be/1g9nMAhQt6E #RealPars #StarDeltaWiring #PLCProgramming

oceMnmZqkAI | 03 Nov 2016
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== Why Should Stop Switches Normally Be Closed? https://realpars.vhx.tv/videos/62-normally-closed In a rush to learn more about in-rush current on motors? Well look no further, we have the answers you’re looking for. It’s finally here, the long awaited programming portion of our Star-Delta PLC Programming and wiring series. This lesson starts where Part 9 left off as we begin in the programming environment. We start with a discussion about addressing and tag names. We then progress to writing code the code that will allow you to operate your motor using the Star-Delta wiring method. ========================== To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars ============================= PLC Training_Star-Delta Starter PLC program and Wiring_ Part 1: https://youtu.be/skcaCBxyNSk PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 2: http://youtu.be/FOKSkCR6JQY PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 3: https://youtu.be/aEkQuqEdlVA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 4: https://youtu.be/SOZwFUzTQsU PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 5: https://youtu.be/qA3Yg5CS-F8 PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 6: https://youtu.be/J9RMP8l3vDA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 7: https://youtu.be/0q-CDJinDVw PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 8: https://youtu.be/nqlEK_ERTxk PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 9: https://youtu.be/fiPSMyFIiFY PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 10: https://youtu.be/oceMnmZqkAI PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 11: https://youtu.be/T1_uiT-FYqA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 12: https://youtu.be/x5LajVym1kc PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 13: https://youtu.be/IfX5yo1ZDH0 PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 14: https://youtu.be/1g9nMAhQt6E #RealPars #StarDeltaWiring #PLCProgramming

4EQtCSrKjLs | 15 Sep 2016
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== As the devices in your home need power to operate, so do the modules within your control system. In this video, we talk about the different ways to find the information needed in order to properly power your modules. This detail explains that the power wiring may differ based on the field devices that you are wiring as well such as two and four wire transmitters. We discuss the different front connectors that are used for different module types and which terminals to use for your power wiring based on specific types of field devices and the information that we find according to your module/PLC information. Let’s watch this video and gain some power-full knowledge. ========================== How to Wire Sensors to a PLC - Part 1: https://youtu.be/qeBAz_XXUWs ========================== To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn https://www.linkedin.com/company/realpars ============================= A special thanks to Frederico Duarte Fagundes for translating this video. #RealPars #PLCSensors #PLCWiring
kosiOQzvZvY | 04 Aug 2016
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== There is a bottle filling machine that fills the empty bottles on a conveyor belt with liquid from this tank. In this and the next lessons you’re going to learn how this machine works and how to write a professional PLC program that fully controls this machine. This filling machine has three operation modes which are off, manual and automatic. These modes are determined by the three position selector switch. ========================== To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars #RealPars #PLCProgramming

qeBAz_XXUWs | 22 Jul 2016
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== Have you ever wondered how the digital and analog signals, coming from devices such as valves or sensors, are connected to the PLC's input and output modules? In this video, using a practical example, you're going to learn exactly how these field devices are wired and connected to the PLC's input and output modules. ========================== How to Wire Sensors to a PLC - Part 2: https://youtu.be/4EQtCSrKjLs ========================== To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars ============================= A special thanks to Frederico Duarte Fagundes for translating this video. #RealPars #PLCSensors #PLCWiring
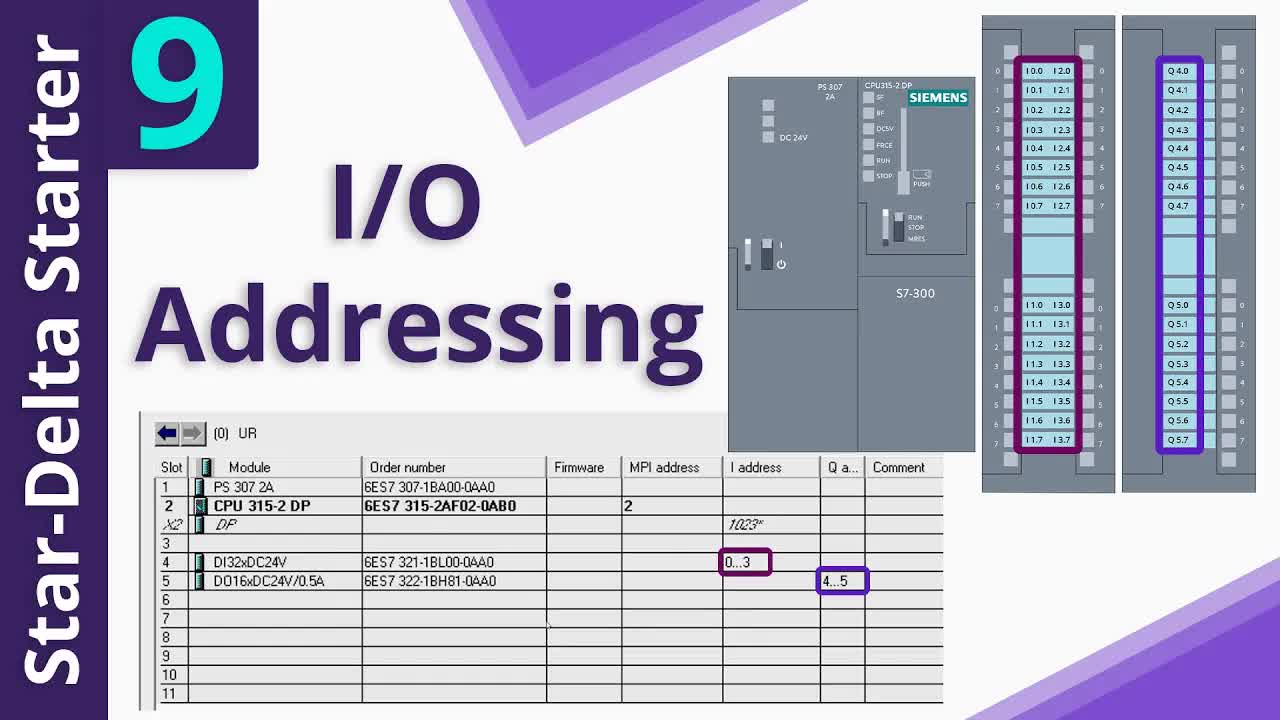
fiPSMyFIiFY | 12 Jun 2016
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== In the previous lessons you’ve learned, in fine detail, how you can run a 3-phase motor with a star-delta starter. Then you also learned how to configure the necessary PLC modules in the software environment based on the PLC modules that you have on the rack in the actual environment. In part 9 of this video series, you’re going to learn how to define the exact address for each device that you have in your system so that you can use those addresses in your PLC program. ========================== To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars ============================= PLC Training_Star-Delta Starter PLC program and Wiring_ Part 1: https://youtu.be/skcaCBxyNSk PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 2: http://youtu.be/FOKSkCR6JQY PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 3: https://youtu.be/aEkQuqEdlVA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 4: https://youtu.be/SOZwFUzTQsU PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 5: https://youtu.be/qA3Yg5CS-F8 PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 6: https://youtu.be/J9RMP8l3vDA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 7: https://youtu.be/0q-CDJinDVw PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 8: https://youtu.be/nqlEK_ERTxk PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 9: https://youtu.be/fiPSMyFIiFY PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 10: https://youtu.be/oceMnmZqkAI PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 11: https://youtu.be/T1_uiT-FYqA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 12: https://youtu.be/x5LajVym1kc PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 13: https://youtu.be/IfX5yo1ZDH0 PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 14: https://youtu.be/1g9nMAhQt6E #RealPars #StarDeltaWiring #PLCProgramming

nqlEK_ERTxk | 19 May 2016
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== The PLC that I'm going to use to run this 3-phase electrical motor with star-delta starter is a Siemens S7 PLC. The software package that Siemens has provided for programming these types of PLCs is STEP 7. In the previous lesson, I created a new project in STEP 7 and then began configuring the PLC modules in the hardware. In this lesson I'm going to complete the hardware configuration and then I'm going to download it to the PLC. ========================== To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars ============================= PLC Training_Star-Delta Starter PLC program and Wiring_ Part 1: https://youtu.be/skcaCBxyNSk PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 2: http://youtu.be/FOKSkCR6JQY PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 3: https://youtu.be/aEkQuqEdlVA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 4: https://youtu.be/SOZwFUzTQsU PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 5: https://youtu.be/qA3Yg5CS-F8 PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 6: https://youtu.be/J9RMP8l3vDA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 7: https://youtu.be/0q-CDJinDVw PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 8: https://youtu.be/nqlEK_ERTxk PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 9: https://youtu.be/fiPSMyFIiFY PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 10: https://youtu.be/oceMnmZqkAI PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 11: https://youtu.be/T1_uiT-FYqA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 12: https://youtu.be/x5LajVym1kc PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 13: https://youtu.be/IfX5yo1ZDH0 PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 14: https://youtu.be/1g9nMAhQt6E #RealPars #StarDeltaWiring #PLCProgramming
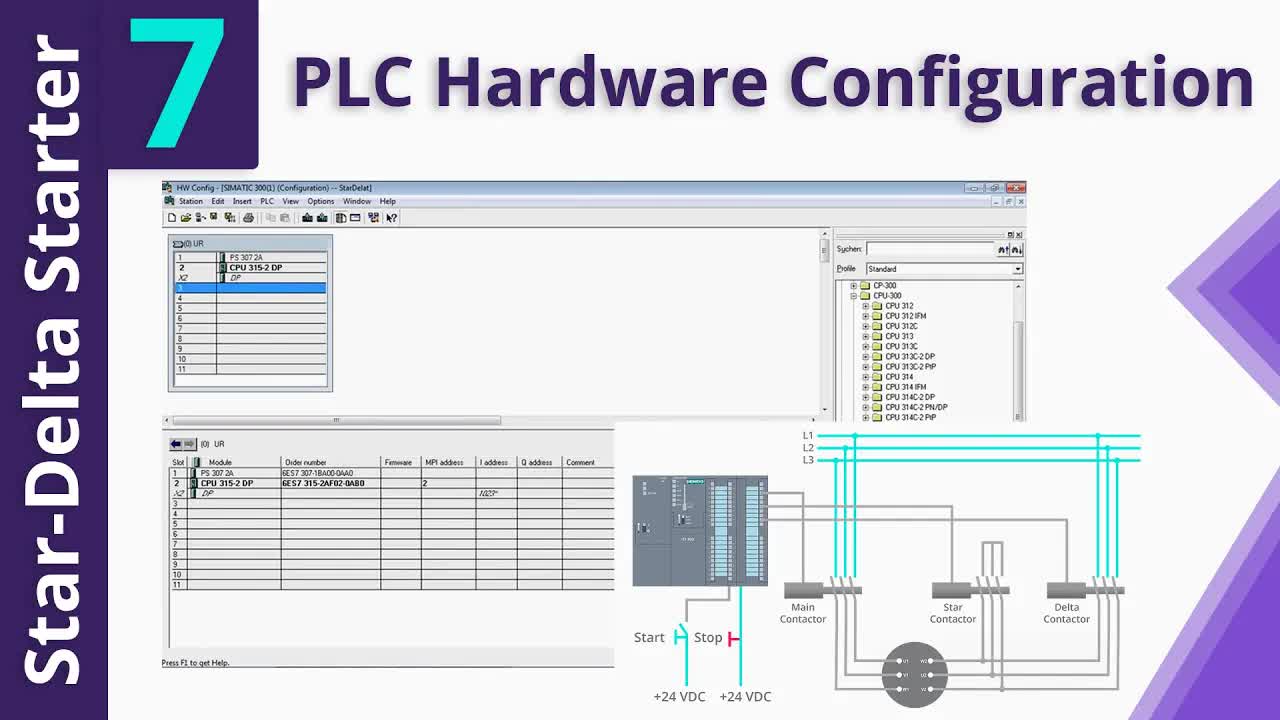
0q-CDJinDVw | 19 Dec 2015
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== Previously you’ve learned how a star-delta starter can reduce the rush current of the three-phase motors and what is the proper wiring of the contactors to the motor and also to the PLC in a simple step-by-step format. In this lesson, I’m going to write a PLC program to start and control the 3 phase motor with the star-delta starter method. Before writing the program I need to first define, in the software, all of the PLC modules that I’ve used in the actual environment. I have to let the software know the exact CPU model and input and output modules that were used. Every S7 PLC module has a unique “order number” which I can use as sort of a name to define that module in the software. Now let’s do this together step-by-step. ========================== To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars ============================= PLC Training_Star-Delta Starter PLC program and Wiring_ Part 1: https://youtu.be/skcaCBxyNSk PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 2: http://youtu.be/FOKSkCR6JQY PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 3: https://youtu.be/aEkQuqEdlVA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 4: https://youtu.be/SOZwFUzTQsU PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 5: https://youtu.be/qA3Yg5CS-F8 PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 6: https://youtu.be/J9RMP8l3vDA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 7: https://youtu.be/0q-CDJinDVw PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 8: https://youtu.be/nqlEK_ERTxk PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 9: https://youtu.be/fiPSMyFIiFY PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 10: https://youtu.be/oceMnmZqkAI PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 11: https://youtu.be/T1_uiT-FYqA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 12: https://youtu.be/x5LajVym1kc PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 13: https://youtu.be/IfX5yo1ZDH0 PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 14: https://youtu.be/1g9nMAhQt6E #RealPars #StarDeltaWiring #PLCProgramming

J9RMP8l3vDA | 17 Nov 2015
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== To start the motor with the star-delta starter method you need the main and star contactors to be energized at the same time when the start switch is pressed and then after a few seconds the star contactor should be de-energized automatically and the delta contactor should be energized. In part 6 of “Star-Delta PLC Program and Wiring” video series you’re going to learn what equipment you need to control the contactors with a PLC and how you should connect them to PLC. ========================== To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars ============================= PLC Training_Star-Delta Starter PLC program and Wiring_ Part 1: https://youtu.be/skcaCBxyNSk PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 2: http://youtu.be/FOKSkCR6JQY PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 3: https://youtu.be/aEkQuqEdlVA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 4: https://youtu.be/SOZwFUzTQsU PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 5: https://youtu.be/qA3Yg5CS-F8 PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 6: https://youtu.be/J9RMP8l3vDA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 7: https://youtu.be/0q-CDJinDVw PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 8: https://youtu.be/nqlEK_ERTxk PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 9: https://youtu.be/fiPSMyFIiFY PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 10: https://youtu.be/oceMnmZqkAI PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 11: https://youtu.be/T1_uiT-FYqA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 12: https://youtu.be/x5LajVym1kc PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 13: https://youtu.be/IfX5yo1ZDH0 PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 14: https://youtu.be/1g9nMAhQt6E #RealPars #StarDeltaWiring #PLCProgramming

qA3Yg5CS-F8 | 11 Oct 2015
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== To start your motor with star-delta start method, you need 3 contactors. One for turning the motor on and off, one to connect the motor windings in star, and one to connect the windings in delta. In this lesson you’re going to learn how to wire these contactors to the motor terminals. ========================== To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars ============================= PLC Training_Star-Delta Starter PLC program and Wiring_ Part 1: https://youtu.be/skcaCBxyNSk PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 2: http://youtu.be/FOKSkCR6JQY PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 3: https://youtu.be/aEkQuqEdlVA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 4: https://youtu.be/SOZwFUzTQsU PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 5: https://youtu.be/qA3Yg5CS-F8 PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 6: https://youtu.be/J9RMP8l3vDA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 7: https://youtu.be/0q-CDJinDVw PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 8: https://youtu.be/nqlEK_ERTxk PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 9: https://youtu.be/fiPSMyFIiFY PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 10: https://youtu.be/oceMnmZqkAI PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 11: https://youtu.be/T1_uiT-FYqA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 12: https://youtu.be/x5LajVym1kc PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 13: https://youtu.be/IfX5yo1ZDH0 PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 14: https://youtu.be/1g9nMAhQt6E #RealPars #StarDeltaWiring #PLCProgramming

SOZwFUzTQsU | 27 Sep 2015
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== In a previous lesson you learned that there are a bunch of copper windings within every electrical motor that when you connect electricity to them, the motor is going to be turned on. To make things easier I told you that we label these windings with three simple symbols. These symbols have six ends. The upper ends are shown by U1, V1 and W1 and the lower ends are shown by U2, V2, and W2. The same number of winding ends exist on a terminal box on any typical 3 phase electrical motor. You can use these terminals to connect power to the motor, run with star-delta starter wiring or reverse direction. In this lesson, you’re going to learn where these terminals are and how to reach them. ========================== To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars ============================= PLC Training_Star-Delta Starter PLC program and Wiring_ Part 1: https://youtu.be/skcaCBxyNSk PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 2: http://youtu.be/FOKSkCR6JQY PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 3: https://youtu.be/aEkQuqEdlVA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 4: https://youtu.be/SOZwFUzTQsU PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 5: https://youtu.be/qA3Yg5CS-F8 PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 6: https://youtu.be/J9RMP8l3vDA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 7: https://youtu.be/0q-CDJinDVw PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 8: https://youtu.be/nqlEK_ERTxk PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 9: https://youtu.be/fiPSMyFIiFY PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 10: https://youtu.be/oceMnmZqkAI PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 11: https://youtu.be/T1_uiT-FYqA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 12: https://youtu.be/x5LajVym1kc PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 13: https://youtu.be/IfX5yo1ZDH0 PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 14: https://youtu.be/1g9nMAhQt6E #RealPars #StarDeltaWiring #PLCProgramming
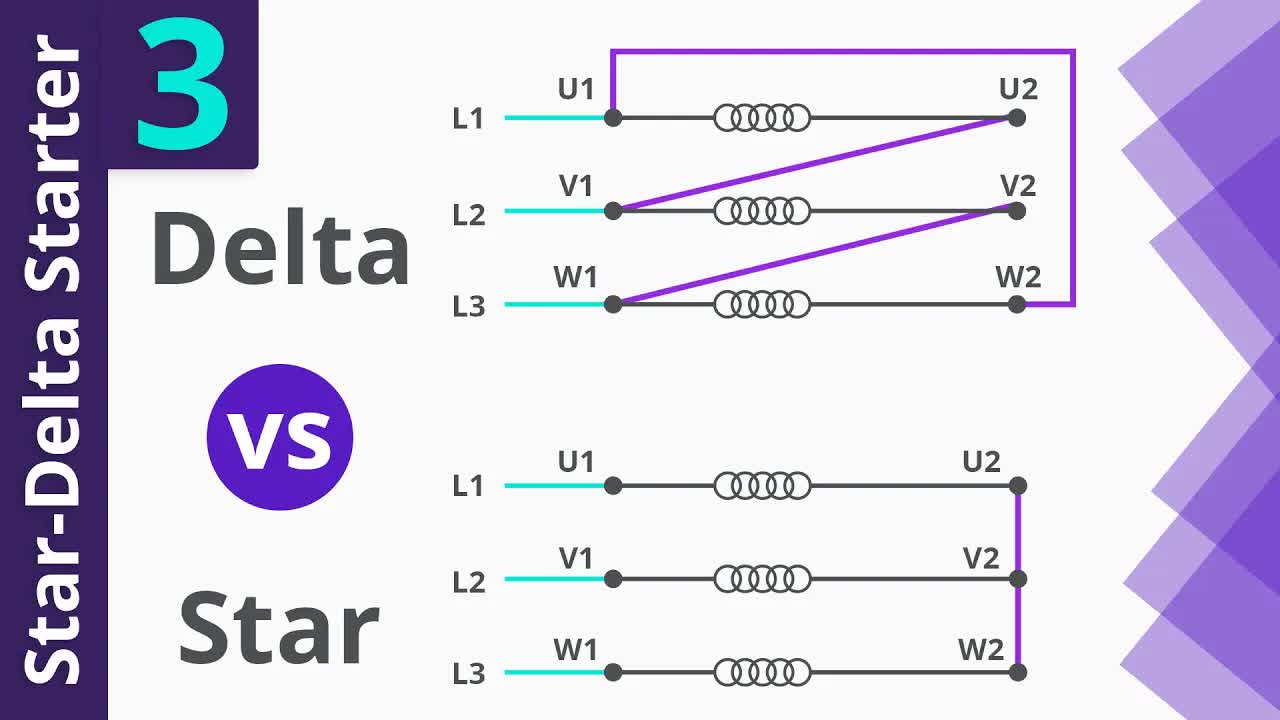
aEkQuqEdlVA | 15 Sep 2015
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== This is the third video of “star-delta starter PLC program and wiring video series”. In this video you’re going to learn the wiring of star-delta starter. The basic concept of star-delta starter is to first run the motor in the star connection for a few seconds to reduce the start current. Then when the motor has gained sufficient speed, change the winding connections to delta. ========================== To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars ============================= PLC Training_Star-Delta Starter PLC program and Wiring_ Part 1: https://youtu.be/skcaCBxyNSk PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 2: http://youtu.be/FOKSkCR6JQY PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 3: https://youtu.be/aEkQuqEdlVA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 4: https://youtu.be/SOZwFUzTQsU PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 5: https://youtu.be/qA3Yg5CS-F8 PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 6: https://youtu.be/J9RMP8l3vDA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 7: https://youtu.be/0q-CDJinDVw PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 8: https://youtu.be/nqlEK_ERTxk PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 9: https://youtu.be/fiPSMyFIiFY PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 10: https://youtu.be/oceMnmZqkAI PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 11: https://youtu.be/T1_uiT-FYqA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 12: https://youtu.be/x5LajVym1kc PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 13: https://youtu.be/IfX5yo1ZDH0 PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 14: https://youtu.be/1g9nMAhQt6E #RealPars #StarDeltaWiring #PLCProgramming

4Uod00kJPZI | 10 Aug 2015
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== How would like to get access to a library filled with top notch PLC programming lessons? Would you be interested if I told you there was a way to get ahold of this at NO cost? Here at Real Pars we have just launched our new subscription service and to get it going we have decided to offer you a complimentary first month! If you like it you can continue your subscription for a very small fee. But, if for some reason you are not completely blown away by the quality of the information and lessons you can cancel and it doesn’t cost you anything. You truly have nothing to lose and a wealth of knowledge to gain. Click http://www.realpars.com/ to get started with your free trial today! ========================== To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars #RealPars #PLCProgramming
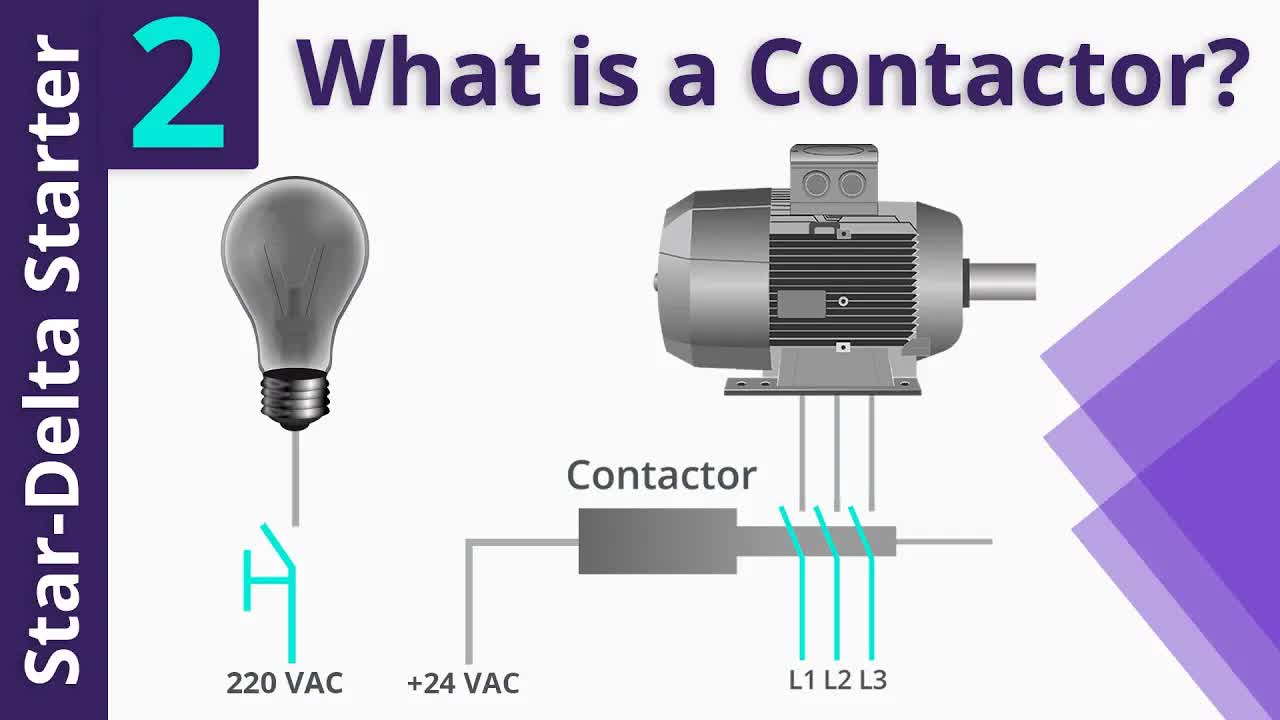
FOKSkCR6JQY | 03 Aug 2015
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== This is the second video from the “star-delta starter PLC program and wiring” video series. As I stated, my aim is to make this an easy to follow and enjoyable training experience so before diving into the wiring of a star-delta starter, I’d like to teach you a little bit about what a contactor is and how it actually works. In this video, using a simple and effective animation, you are going to learn what the main parts of a contactor are and how it can help you to turn on and off the industrial equipment. ========================== To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars ============================= PLC Training_Star-Delta Starter PLC program and Wiring_ Part 1: https://youtu.be/skcaCBxyNSk PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 2: http://youtu.be/FOKSkCR6JQY PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 3: https://youtu.be/aEkQuqEdlVA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 4: https://youtu.be/SOZwFUzTQsU PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 5: https://youtu.be/qA3Yg5CS-F8 PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 6: https://youtu.be/J9RMP8l3vDA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 7: https://youtu.be/0q-CDJinDVw PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 8: https://youtu.be/nqlEK_ERTxk PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 9: https://youtu.be/fiPSMyFIiFY PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 10: https://youtu.be/oceMnmZqkAI PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 11: https://youtu.be/T1_uiT-FYqA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 12: https://youtu.be/x5LajVym1kc PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 13: https://youtu.be/IfX5yo1ZDH0 PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 14: https://youtu.be/1g9nMAhQt6E #RealPars #StarDeltaWiring #PLCProgramming

skcaCBxyNSk | 30 Jul 2015
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== The star-delta starter is a common method used in starting heavy three phase motors. Although there are other new ways of starting heavy duty motors, you can still benefit from learning this popular traditional method as an automation engineer. Here is the basic idea. When you turn on a three phase motor, in the first few minutes of starting the motor, it draws up to 4 times more current than the rated current. This huge amount of current can damage the motor windings and also the electrical network. In the star-delta starter, we first run the motor in star connection and then after a few minutes, when the motor gains sufficient speed, we’ll switch the connection to delta. In star connection the current that the motor draws is one third of the rated current so by running the motor in star connection we can reduce the startup current. This is the first video of this series. In this video you’re going to learn what the star-delta starter is and how can it help you run your three phase motor safely. ========================== To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars ============================= PLC Training_Star-Delta Starter PLC program and Wiring_ Part 1: https://youtu.be/skcaCBxyNSk PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 2: http://youtu.be/FOKSkCR6JQY PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 3: https://youtu.be/aEkQuqEdlVA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 4: https://youtu.be/SOZwFUzTQsU PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 5: https://youtu.be/qA3Yg5CS-F8 PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 6: https://youtu.be/J9RMP8l3vDA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 7: https://youtu.be/0q-CDJinDVw PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 8: https://youtu.be/nqlEK_ERTxk PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 9: https://youtu.be/fiPSMyFIiFY PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 10: https://youtu.be/oceMnmZqkAI PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 11: https://youtu.be/T1_uiT-FYqA PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 12: https://youtu.be/x5LajVym1kc PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 13: https://youtu.be/IfX5yo1ZDH0 PLC Training_ Star-Delta Starter PLC Program and Wiring_Part 14: https://youtu.be/1g9nMAhQt6E #RealPars #StarDeltaWiring #PLCProgramming

hEqZVA03U9U | 07 May 2015
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== We usually use two types of terminal blocks in electrical enclosures: normal terminal blocks and fusedterminal blocks. In this video we are going to learn how to protect the PLC modules or other automation facilities against over current with “fused terminal blocks”. Missed our most recent videos? Watch them here: https://youtu.be/ReTtgzN-Dmc https://youtu.be/bi6ul1ZVLqg https://youtu.be/K3AXkW2Dp3M ========================== To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars #RealPars #PLCWiring

ReTtgzN-Dmc | 06 Apr 2015
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible!. ========================== Let's see what exactly a PLC or Programmable Logic Control is in simple terms! Missed our most recent videos? Watch them here: https://youtu.be/bi6ul1ZVLqg https://youtu.be/K3AXkW2Dp3M https://youtu.be/VgoMG0p90JU ========================== To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars #RealPars #PLC

bi6ul1ZVLqg | 16 Mar 2015
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== How to Configure an S7-300 Redundant PLC _ PART 1: https://youtu.be/K3AXkW2Dp3M Previously we learned about hardware configuration and network arrangement of an S7-300 redundant system. In this video, we are going to see how this system works in action. ==================================== Missed our most recent videos? Watch them here: https://youtu.be/K3AXkW2Dp3M https://youtu.be/VgoMG0p90JU https://youtu.be/zJDsEqCyTqc ========================== To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars #RealPars #PLCProgramming #S7-300PLC

K3AXkW2Dp3M | 25 Feb 2015
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== How to Configure an S7-300 Redundant PLC _ PART 2: https://youtu.be/bi6ul1ZVLqg In this video, we will learn how to configure an S7-300 redundant system. In the second part of this video, we’ll explore the redundant system and get familiar with its functionality. In this video, we will learn how to configure an S7-300 redundant system. In the second part of this video, we’ll explore the redundant system and get familiar with its functionality. ========================== To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars #RealPars #PLCProgramming #S7-300PLC

VgoMG0p90JU | 02 Dec 2014
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== Missed our most recent videos? Watch them here: https://youtu.be/zJDsEqCyTqc https://youtu.be/nYr8Q21nG0k https://youtu.be/y2eWdLk0-Ho The electrical components inside enclosures that house industrial automation systems like PLCs often operate on a 24 volt power supply. So in these enclosures we usually need one or several power supplies that each have a 24 volt output voltage. But in some applications where ultra-reliability is essential, and an unexpected loss of power would be disastrous we need to use “redundant power supplies”. In this video we’re going to learn exactly how these types of power supplies work from a practical perspective. ========================== To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars #RealPars #RedundantPowerSupply #PLC

zJDsEqCyTqc | 28 Oct 2014
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== Missed our most recent videos? Watch them here: https://youtu.be/nYr8Q21nG0k https://youtu.be/y2eWdLk0-Ho Today Profibus-DP is one of the most commonly used networks in industrial automation. Profibus stands for “Process Field Bus” and “DP” sands for “Decentralized Peripherals”. In this video we’re going to learn all about Profibus-DP and what exactly it decentralizes. Using Profibus-DP, instead of wiring each individual sensor, actuator or other facility to the PLC individually, we can install a set of “remote I/Os” next to these facilities in the field area and then transfer the data to the control area using a single RS-485 cable. This can decrease the cost of wiring dramatically and on the top of that, since the data transmission method here is “digital”, industrial environment noise has less of an impact on data, so data communication between the control and field areas will be more robust. ========================== To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars #RealPars #PLCProgramming #Profibus

nYr8Q21nG0k | 21 Sep 2014
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== PLC Programming Tutorial for Beginners_ Part-1 https://youtu.be/y2eWdLk0-Ho In this lesson we first learn how to assign different addresses to the PLC’s inputs and outputs and then we give each address a representative name using symbol table. The functions of fillip-flops and timers are quiet basic but in most cases they be very helpful while writing a program. In this lesson we’ll learn how we can use these simple instructions in PLC programming. When we are PCS7 instead of STEP7 the download icon in OB1 is disabled. After watching this video you’ll learn how you can download your program to the PLC in this situation. The “stop” switches are normally close. In this lesson you’ll learn how you can turn off all the outputs with pressing a single stop switch! And at the end you’ll learn how to test your PLC program with PLC simulator and see the signal changes in the online mode! ========================== To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars #RealPars #PLCProgramming #SiemensPLC

y2eWdLk0-Ho | 15 Sep 2014
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== PLC Programming Tutorial for Beginners_ Part-2 https://youtu.be/nYr8Q21nG0k ========================== In this lesson we will learn how to write a PLC program using an "S7 300” PLC and “STEP 7” software. We have two pumps which are being used to transfer two separate liquids into this tank.Inside the tank there are two level switches installed in the lower and upper parts of the tank respectively. There is also an electrically powered mixer inside the tank which starts working for a defined period of time, mixing the two liquids together after the tank has filled. We also have a discharge valve in the bottom of the tank which controls the draining of the liquid from the tank. When the level of the liquid drops to the level of the switch's position the contact closes, sending a 24 volt DC signal to the PLC input. We want to write the program so that when the level of the liquid reaches this minimum, the pumps will be activated and begin filling the tank with the liquids. The pumps continue filling the tank until the level reaches its maximum at the higher level switch. When this happens the open contacts in the switch will be closed and another 24-volt signal will be sent to the PLC input telling us that the tank is full. When this signal has been sent, first the pumps should shut down so that no more liquid enters the tank, and then this mixer should be turned on. We want the mixer to operate for seven seconds, mixing the liquids that have been pumped into the tank. After seven seconds the mixer should automatically shut down and this discharge valve should open. With the valve open the liquid will be discharged from the tank and transferred to another location within the factory to be processed. When the level of the liquid in the tank drops to the minimum set level of the lower switch, the switch contacts will close again thus starting a repeat of the cycle! ========================== To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars #RealPars #PLCProgramming #SiemensPLC

fkmBo8_4_S8 | 31 Jan 2014
✅ C'mon over to https://realpars.com where you can learn PLC programming faster and easier than you ever thought possible! ========================== Unlike the one type of S7-300 rack, there are three types of S7-400 rack: CR, ER and UR. Each type has its own useful features. The Central Rack or CR is a rack that can only be used as a main rack and has to be the first rack installed, not used as an expansion rack. The Expansion rack or ER, is another type of S7-400 rack that can only be used as an expansion rack. These racks only have P-bus connectors, so we can only install I/O modules here. Finally, the last type of S7-400 rack is the Universal rack. This is the most widely used rack with the S7-400 option because it can be used as both a Main or an Expansion rack. ========================== To stay up to date with our last videos and more lessons, make sure to subscribe to this YouTube channel: http://goo.gl/Y6DRiN ============================= Like us on Facebook: https://www.facebook.com/therealpars/ Follow us on Twitter: https://twitter.com/realpars Follow us on LinkedIn: https://www.linkedin.com/company/realpars #RealPars #SiemensPLC #PLCRack